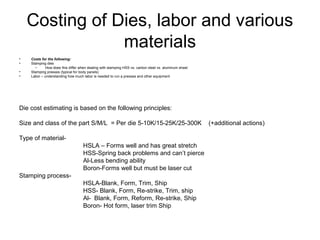
The document provides an agenda and overview for a critical manufacturing understandings presentation on steel by Thomas Turner of T and T LLC. The agenda includes introductions, tours of experimental and Iroquois facilities, and presentations on costing of dies/materials, primary/trimming operations, hemming, welding, fixtures, tooling costs, materials, and plant layouts/visits. The objectives are to see stamping operations firsthand, understand press sizes and material flow through plants, and see secondary operations like trimming and welding. Contact information is provided for follow up questions.