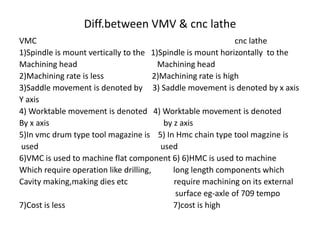
The document discusses advantages of CNC machines including high accuracy, less floor space required, less manufacturing time, lower inspection time and costs, and improved surface finish. It then explains open loop and closed loop control systems, describing how feedback devices in closed loop systems allow for more precise manufacturing. Finally, it defines the axes of VMC and lathe machines, compares them, and discusses automatic tool changing mechanisms and types of tool magazines.