Download to read offline




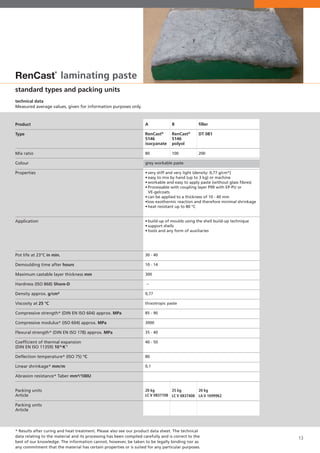
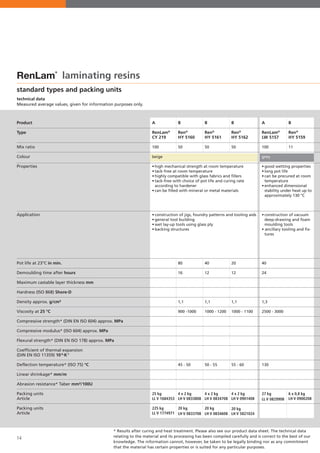
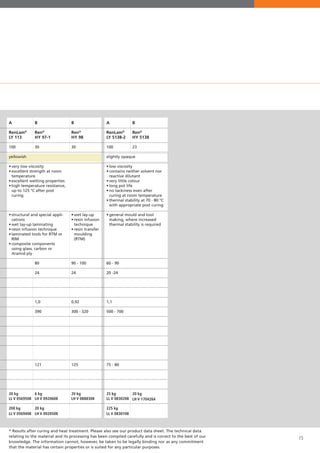
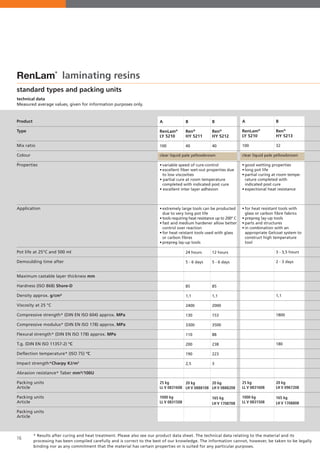




This document provides information about OBO-Werke GmbH & Co. KG, including that they are the master distributor for Huntsman Advanced Materials tooling products in Europe. It provides an overview of OBO's 146-year history and capabilities. It also notes that OBO manufactures and supplies Huntsman's RenPaste modeling pastes and RenShape epoxy boards under license. The document positions OBO as a full-service provider for the European tooling market through their partnership with Huntsman Advanced Materials.


















































































