Download to read offline





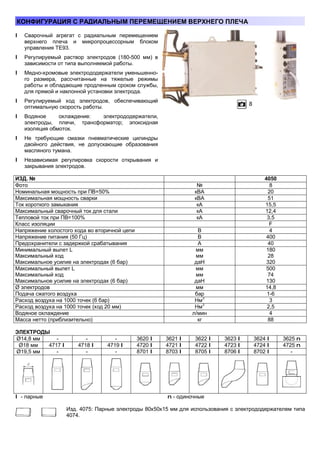


Документ описывает модульные сварочные агрегаты, предлагаемые компанией Tecna, которые предназначены для двухсторонней сварки и включают различные конфигурации для производственных объектов. Продукция обеспечивает высокое качество сварки с компактными размерами и встроенными компонентами, улучшая производительность и сокращая время выполнения задач. Машины могут работать как независимо, так и в каскадном режиме, что позволяет выполнять сложные сварочные операции с минимальными затратами электроэнергии.



















































































