The document describes a Six Sigma project to reduce warranty claims on a Jack in the Box product called the VCT-2000. Through root cause analysis using Pareto charts and 5-why analysis, the team found the main cause of failure was the motor pin. Brainstorming ideas to address this included changing the pin material or motor. Further analysis in control phases would evaluate solutions to prevent future pin failures. The goal is to reduce warranty claims by 50% and save approximately $400,000.


![Six Sigma Project - Group 3
5
MEASURE
Root Cause Analysis
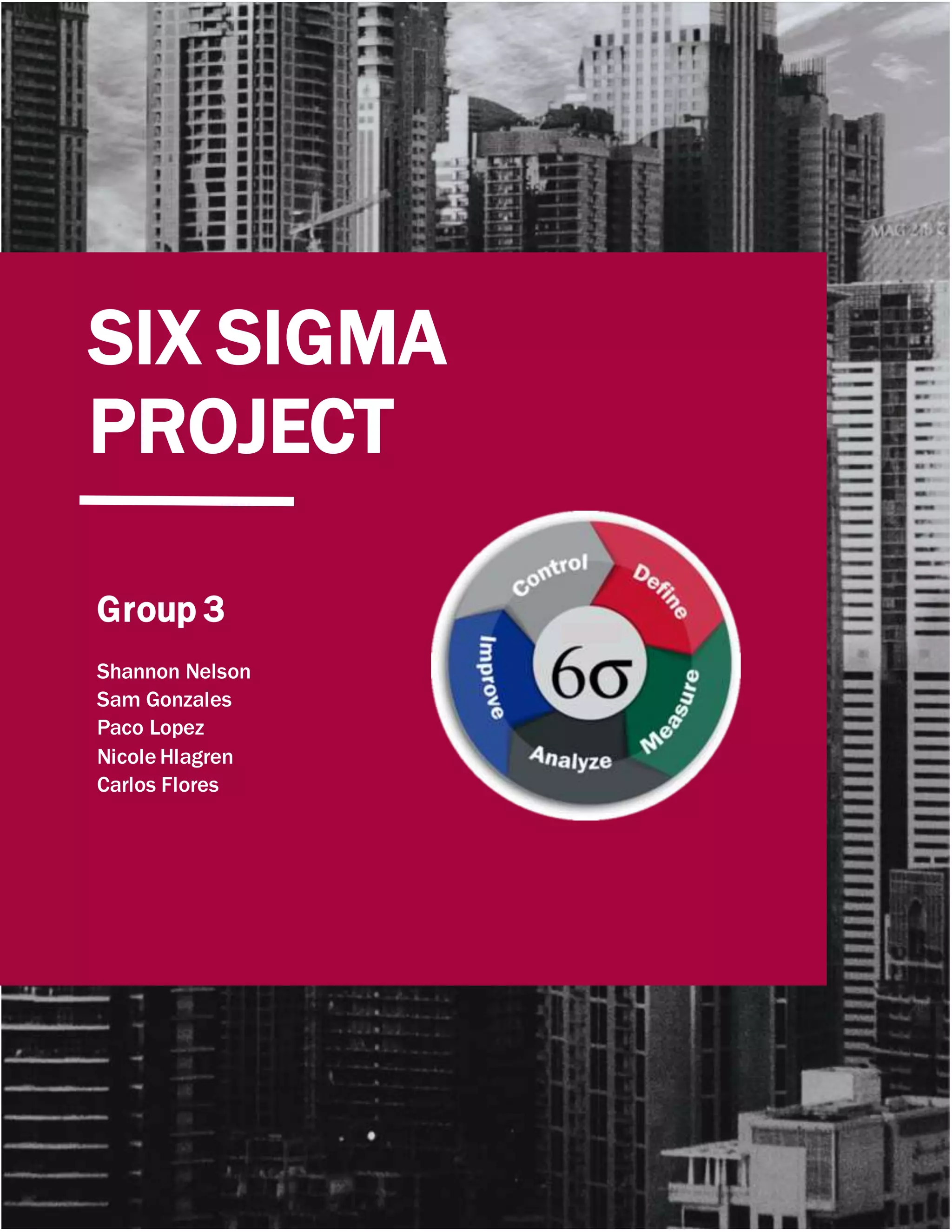
Five cascading Pareto Analyses where completed to identify that the
Gear/Motor kit neededto be replaced in a significant numberof warranty claims.
The data included all the warranty claims for the past year. We looked to see
what specific piece of equipmentcaused the most claims. It was the VCT-2000
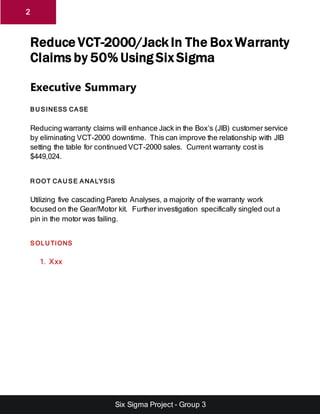
and there were 1482 claims. Filtering outclaims by customer, the data pointed
to Jack in the Box with 653 claims. The next highestclaim customerhad only 84
claims. We continued ouranalysis and we found that 462 of the claims were due
to a damaged part. We dug deeperto see if we could identify the damaged part
and if it was done during transit. What we found out that 255 of those 462
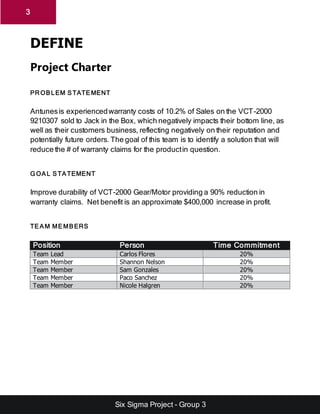
claims had to do with the motor. We then wanted to see what specifically
neededto be done to service the motors. A final Pareto Analysis illustrated of
462 claims 255 were fixed by a gear motor kit that was broughtto the site and
installed.
Pareto Analysis
Antunes
VCT-2000
[42]
The first 8 Causes cover 81.63% of the Total Defects
VCT
HRT
HCT
ES/ESDZ
HEBT
SS
MT
DFW
MES
MS
RT
HDC
CM
CW
VZN
GST
VS
WD
DCH
CCC
SDC
HDH
UF
UTX
DCV
TBS
CTX
0%
20%
40%
60%
80%
100%
0
200
400
600
800
1000
1200
1400
1600
Cumulative%
Defects
Causes
Product Type
Vital Few Useful Many Cumulative% Cut Off %](https://image.slidesharecdn.com/2018-6sfinaldraft2-180317192413/85/2018-6s-final-draft-2-24-5-320.jpg)
![Six Sigma Project - Group 3
6
[42]
The first 4 Causes cover 83.92% of the Total Defects
JACKINTHEBOX
Chick-Fil-A
BurgerKing
CHICKFILA
popeyes
Arbys
JOLLIBEE
KFC
ARBY'S
DAIRYQUEEN
WENDYS
checkers
CHICK-FIL-A
Wendy's
Chickfil-A
BOB'S
KFCRestaurant
MCDONALDS
popeyeschicken
SONIC
0%
20%
40%
60%
80%
100%
0
100
200
300
400
500
600
700
Cumulative%
Defects
Causes
Customer
Vital Few Useful Many Cumulative% Cut Off %
[42]
The first 2 Causes cover 81.23% of the Total Defects
DamagedPart
LooseConnection
Defectivepart
Seized
GearsStripped
MaintenanceIssue
NotAdjustedProperly
By-Pass
OpenCircuit
MissingScrews
Worn/Chafed
BurntTerminal
CustomerAbuse
NoTroubleFound
Obstruction/Clogged
Unknown
AirTrapCracked
Broken/Cracked
BurntWire
ImproperInstallation
NotToSpec
Shorted
0%
20%
40%
60%
80%
100%
0
50
100
150
200
250
300
350
400
450
500
Cumulative%
Defects
Causes
Cause
Vital Few Useful Many Cumulative% Cut Off %](https://image.slidesharecdn.com/2018-6sfinaldraft2-180317192413/85/2018-6s-final-draft-2-24-6-320.jpg)
![Six Sigma Project - Group 3
7
[42]
The first 4 Causes cover 80.96% of the Total Defects
MOTOR
SWITCH,POWER
SWITCH,INTERLOCK
BEARINGS
CHAINANDSPROCKET
SPROCKET
Multiple
FAN
IdlerAssy.
MOTOR/GEAR/DRIVE
MOTORS
CONTROLBOARD
THERMOCOUPLE
BLADE,FAN
CamAssembly
OTHER
SHAFT
BRACKET
CHAIN
DOOR/DOORHINGES
HOUSING
LOCKLEVERWELDMENT
RELAY
SLIDERAIL
TENSIONER
0%
20%
40%
60%
80%
100%
0
50
100
150
200
250
300
Cumulative%
Defects
Causes
Component
Vital Few Useful Many Cumulative% Cut Off %
[42]
The first 1 Causes cover 88.58% of the Total Defects
GEARMOTORKIT230V
3RPM
BALLBEARINGKIT(2-PAK)
REPLACEMENTFANKIT
FOR
GearmotorKit
INTERLOCKSWITCHKIT
POWERSWITCH
REPLACEMENT
GearMotor
IdlerSprocket
CHAINDRIVE112LINKS
DRIVEMOTORKIT120V/9
ENDHOUSINGCOVER
GEARMOTORKIT3RPM
GEARMOTORKIT9RPM
POWERSWITCH
REPLACEMENTKIT
SPROCKET25B201/2BORE
SPROCKET/RETAINER
0%
20%
40%
60%
80%
100%
0
50
100
150
200
250
Cumulative%
Defects
Causes
Part Number
Vital Few Useful Many Cumulative% Cut Off %](https://image.slidesharecdn.com/2018-6sfinaldraft2-180317192413/85/2018-6s-final-draft-2-24-7-320.jpg)



















































