This document contains information about spiral ductwork and fittings produced by Spiral Manufacturing Co., including:
- A table listing the weights of spiral galvanized pipe in various sizes and gauges.
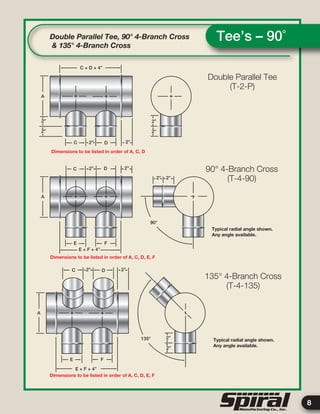
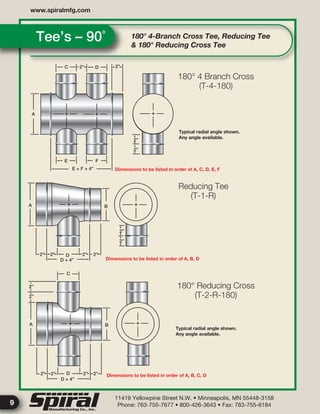
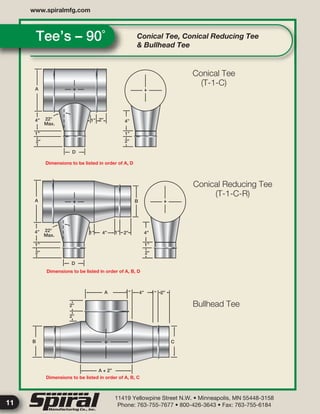
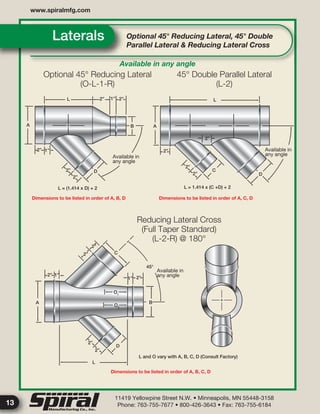
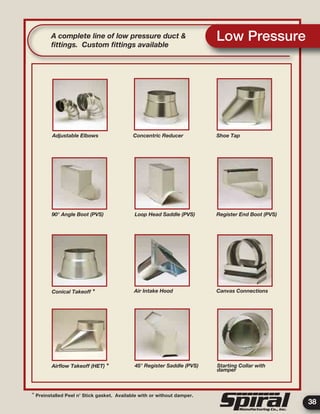
- Specifications for fittings like elbows, tees, laterals, manifolds, and other components.
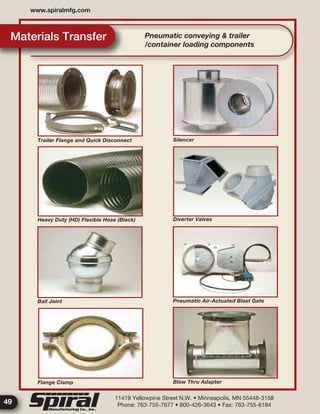
- Information on products like insulated duct, rectangular duct, dual wall duct and fittings, joints, and accessories.
- Notes on applications, materials handling, product selection, and other general information.
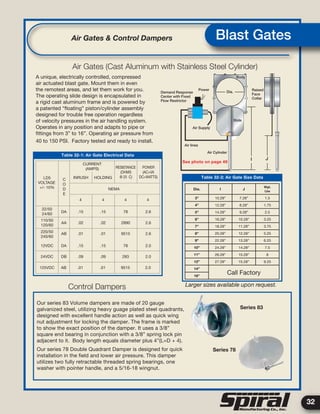
The document provides specifications and details for a complete line of high pressure ductwork and pneumatic distribution systems.