Download to read offline

![5
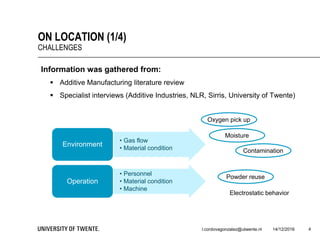
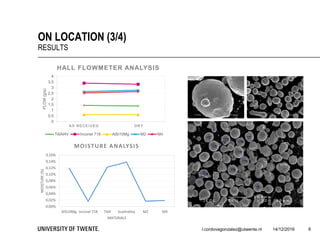
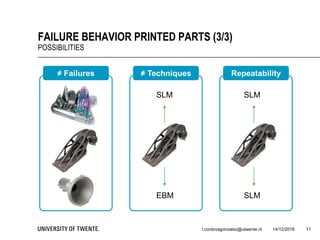
ON LOCATION (2/4)
IMPACT
l.cordovagonzalez@utwente.nl 14/12/2016
How raw materials condition is linked with the process and supply
chain:
Environment (moisture, contamination)
Storage conditions (time, containers, ambient)
Supply (frequency, supplier, transportation, quality)
Operation (powder reuse)
Cost (quality vs. price?)
Sustainability (energy & resources consumption)
Supply (frequency, quality)
[1] http://www.3dprinterworld.com/
Rapid Prototyping labs in Afghanistan
and Fort Belvoir, USA [1]](https://image.slidesharecdn.com/161130progressupdatewp1-161214145854/85/161130-Progress-Update-WP1-Laura-Cordova-Gonzalez-5-320.jpg)
![14/12/2016
[2] Aboulkhair, Nesma T. (2016) Additive manufacture of an aluminium alloy: processing, microstructure, and mechanical
properties. PhD thesis, University of Nottingham.
7
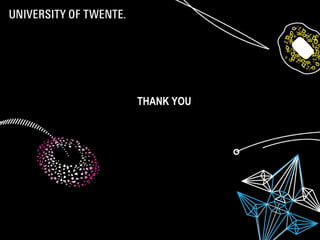
ON LOCATION (4/4)
WRAP-UP
Various parameters have effect on
process and powder properties.
The aim of the research is to identify
the most relevant ones and quantify its
influence.
Next steps are identifying the effects in
AM builds and testing its influence on
the mechanical properties.
Evolution of pores with various scan speed [2]](https://image.slidesharecdn.com/161130progressupdatewp1-161214145854/85/161130-Progress-Update-WP1-Laura-Cordova-Gonzalez-7-320.jpg)

This progress update summarizes work on package 1 which focuses on raw material conditions and failure behavior of printed parts. Regarding location, challenges of gas flow, moisture, contamination and their impact on process, supply chain and costs were analyzed. Results showed varying moisture levels and powder flow rates for different materials. Next steps are to identify effects on builds and mechanical properties. The framework presented examines failure mechanisms from raw materials through final properties. A top-down approach to select case studies of representative parts from partners will be used to understand and test for quality and potential failures under different materials and processes.



































































