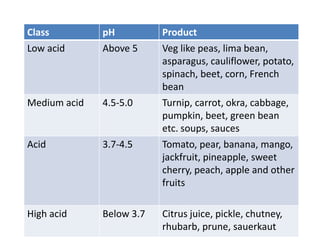
1. Class pH Product
Low acid Above 5 Veg like peas, lima bean,
asparagus, cauliflower, potato,
spinach, beet, corn, French
bean
Medium acid 4.5-5.0 Turnip, carrot, okra, cabbage,
pumpkin, beet, green bean
etc. soups, sauces
Acid 3.7-4.5 Tomato, pear, banana, mango,
jackfruit, pineapple, sweet
cherry, peach, apple and other
fruits
High acid Below 3.7 Citrus juice, pickle, chutney,
rhubarb, prune, sauerkaut
2. Material Used
• Tin Containers- Coated inside(laquered)
1. Acid resistant- AR cans, R-enamel. Acid
foods
2. Sulphur resistant- C-enamel, SR cans Non
acidic foods
• Glass containers
3. General considerations in establishing a
commercial fruit and vegetable cannery
• Availability of raw materials
• Site and building
1. rec and storage section
2. preparation section
3.Filling, exhausting, sealing, and processing sections
4. Finishing section
5. Laboratory.
• Availability of labour
• Duration of canning season
• Water supply
• Disposal of cannery waste
• Transport Facilities
4. Causes of spoilage of canned foods
• Physical and chemical changes
• Microorganisms
Physical and chemical changes
1. Swell; Bulging of cans
a. Hydrogen swell- hydrogen gas produced by action of food acids
on the metal of the can
b. Flipper- can when struck against a tabletop one or both ends
become convex and springs or flips out. Pushed back to original
by small pressure.
c. Springer- Mild swell at one or both ends is springer. Hydrogen
swell or insufficient exhausting or overfilling.
d. soft swell- swelling on both ends, goes back to original when
pressed but springs back after force is removed.
e. Hard Swell- final stage of swell. The bulge cannot be pressed
back to original. Cans burst.
5. 2. Overfilling- during retorting the overfilled cans
become strained due to expansion of the contents
and swells and overflows.
3. Faulty retort operation- steam pressure is reduced
rapidly at the end of processing, high pressure
develops inside can resulting in distortion and cans
look like swells.
4. Under exhausting- result in severe strain during
heat processing due to the large amount of internal
pressure of gas present in it.
5. Panelling- Body is pushed inside due to the high
vaccum inside. Seen in large cans. Occurs when tin
plate is thin or cans are pressure cooled at high
pressure
6. 6. Rust- rust formation checked by externally lacquering.
7. Foreign flavours- development of off flavours during
operations, transportation, unhygienic storage etc.
8. Damage
9. Leakage
10. Corrosion of cans
11. Breathing
12. Bursting.
13. Buckling-Distortion of can resembling swell will happen due
to improper cooling, which causes strains in the can, entry of
micro organisms from this strained seams results in spoilage
called buckling.
14. Discolouration
15. Stack burning- Processed cans are not to cool down
sufficiently before storing, content remians hot for long time.
Results in discolouration, cooked flavour and soft or pulpy
product.
7. FREEZING OF FRUITS & VEGETABLES
• Observed in Prehistoric period by people during
Cold weather.
• Frozen storage cabinets were developed in the late
1800s.
• Clarence Birdseye was first person to experiment
with quick freezing as way to retain fresh taste and
texture.
• In 1930s his products were introduced in US
consumers
8. • In Frozen Foods- Microbial growth is prevented
completely and the action of food enzymes greatly
retarded.
• The lower the storage temperature the slower will
be the rate of a chemical or enzymatic reaction.
But most of them will still continue at any
temperature.
• So to inactivate enzymes in vegetables- Scalding or
Blanching before freezing is done.
Blanching/Scalding- Blanching is also known as
scalding, parboiling or precooking. How water
treatment at a temperature range of 75 to 95 Deg C
for 1 to 10 minutes.
9. Rate of freezing of food depends on
• Method of freezing
• Temperature
• Circulation of air or refrigerant
• Size and shape of the package
• Kind of food.
10. Advantages of Freezing over other
preservation methods
• Requires least amount of food preparation
before storage
• Under optimum conditions it has the best
nutrient, flavour and texture retention.
• Freezing is cheaper than canning
• Better quality than canned products
11. • At -18 deg C fruits retain good quality for 12
months, Vegetables- 8-12 months.
• For each 10 deg C increase in temperature the
storage time is approximately cut in half.
• Sliced foods (Increased surface area), Cured food
(Low water activity) and Fatty foods(rancidity)- lose
quality more rapidly.
12. Technological flow sheet for freezing
of F/V
• Fruit/vegetable (Fully matured)
• Washing
• Trimming
• Cutting into pieces
• Scalding/blanching
• Keeping in syrup or brine (except-Strawberry
packed after freezing)
• Packing
• Freezing
13. Methods of Freezing
• SHARP FREEZING (Slow freezing);
First used in 1861.
Freezing by circulation of air, either naturally or with
the aid of fans.
Temperature vary from -15 to -29 Deg C
Freezing time- 3 to 72 hours
Disadv- The ice crystals formed are large and
rupture the cells.
First products frozen by slow freezing are- Meat and
butter.
Freezer rooms are maintained at -23 to -29 deg C
14. • QUICK FREEZING
Ice crystal formation (0 to -4 Deg C) in 30 min or
less.
Very small crystals are formed and minimum
disturbance of cell structure.
3 Methods;
1. Direct immersion
2. Indirect contact with refrigerant
3.By air Blast.
15. • CRYOGENIC FREEZING-
Freezing at very low temperatures.
Below -60 deg C
Mushrooms, sliced tomatoes, strawberries,
raspberries- require ultrafast freezing.
Refrigerant used for Cryogenic freezing- Liquid
nitogen and liquid carbon dioxide.
16. • DEHYDRO FREEZING;
Freezing is preceded by partial dehydration
50 percent of moisture is removed by dehydration
prior to freezing.
Dehydro frozen foods are relatively more stable.
• FREEZE DRYING:
First frozen at -18 deg C on trays in lower chamber of
freeze drier
The frozen material is dried (initially at 30 deg C for 24
hours and then at 20 deg C) under high vaccum (0.1
mm Hg) in the upper chamber.
Sublimation happens.
The product will be highly hygrosocpic , excellent in
taste and flavour and can be reconstituted readily.
Ex- Mango pulp, orange juice concentrate, passion fruit
juice and guava pulp are dehydrated by this method.
17. QUICK FREEZING
1st Method- By Direct Immersion:
Foods are frozen rapidly by direct immersion in a
liquid such as brine or sugar solution at lower
temperature.
Ex- Berries in sugar solution, packed fruit juices and
concentrates.
The refrigerant should be edible and capable of
remaining unfrozen at -18 deg C and slightly below.
Examples of Direct Immersion Equipments-
Ottesen Brine freezer, Zarotschenzeff fog freezer,
TVA freezer, Bartlett freezer etc.
18. • Advantages of Direct Immersion
1. Rate of heat transfer is very high
2. Fruits are frozen with a coating of syrup which
preserves the colour and flavour during storage.
3. Frozen product is not solid block as each piece is
separate.
• Disadvantages
1. Brine cannot be used for fruits.
2. Difficult to make a syrup that will not become viscous
at low temperature
3. Refrigeration temperature should be maintained- at
high temp the medium will enter the producer by
osmosis and at low temp the medium may freeze solid.
4. Difficult to maintain the medium at a definite
concentration and keep it free from dirt and
contamination.
19. • 2nd Method- Indirect contact with refrigerant;
Freezing by contact of the product with a metal
surface which is self cooled by freezing brine or
other refrigerating media.
Old method of freezing in which the food or
package is kept in contact with the passage through
which the refrigerant at -18 to -46 deg C flows.
Ex of Freezers- Automatic package freezer,
patterson continous plate freezer, FMC continous
can freezer and birdseye freezers.
20. • 3rd Method- Air Blast Freezing;
Vigorous circulation of cold air in order to freeze the
product.
Freezing done by placing the foodstuffs on trays or on a
belt which are then passed through an insulated tunnel
containing air in it.
Air temp- -18 to -34 Deg C.
Fluidised Bed Freezing- Foodstuff is fludised to form a
bed of particles and then frozen. More rapid rate of
freezing, dehydration of product is less.
Plate Freezing; Foods placed in contact with a cold
surface. Suitable for Packaged food Product. It is
economical and minimises the problem of dehydration,
defrosting of equipment and packet bulging.
21. ADV of QUICK FREEZING over SLOW
FREEZING
• Smaller ice crystals, hence less mechanical damage
of intact cells of food.
• Period for ice formation is shorter, therefore less
time for diffusion of soluble material and for
seperation of Ice.
• More rapid prevention of microbial growth
• More rapid slowing down of enzyme reaction.
22. CHANGES DURING FREEZING
• Slows down chemical and enzymatic reactions in food and
stops microbial growth.
• There is an expansion in volume of the frozen food and ice
crystals form and grow in size.
• Water is redistributed in food, which alters character of food
upon thawing as separated water does not return to its
original position.
• There is 9% increase in volume that is responsible for textural
changes.
• Ice crystals rupture fruit and vegetable tissue cells.
• Kill microorganisms.
• Increased concentration of solutes in the cell hastens their
salting out, dehydration and denaturation of proteins.