1. PLA Micro-Scaffolds for Cell Culture
Nathan Tahbaz
Lichen Wang
Abstract
3D bioplastic scaffolds are regularly used to culture cells into a specific shape or pattern
for use in tissue engineering application. These structures are typically acquired from a
commercial fabricator, or produced in lab. A high resolution scaffold with micro-scale structures
Introduction
PLA (polly-lactic acid) is a biodegradable thermoplastic with a melting point of 150-160°
C. Because of these characteristics, it is well suited for use as a scaffold substrate. PLA
provides an acceptable surface quality for cells to seed onto, and can theoretically be dissolved
after cell propagation has been achieved. Its melting point and low viscosity allow for
sterilization at room temperature using conventional UV or alcohol methods.
Experimental procedure
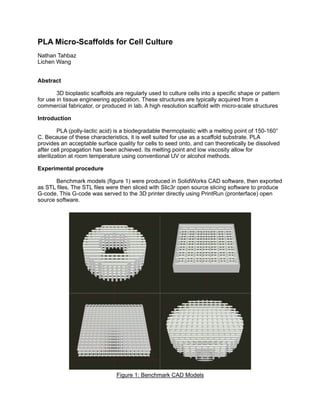
Benchmark models (figure 1) were produced in SolidWorks CAD software, then exported
as STL files. The STL files were then sliced with Slic3r open source slicing software to produce
G-code. This G-code was served to the 3D printer directly using PrintRun (pronterface) open
source software.
Figure 1: Benchmark CAD Models
2. During the slicing step of the procedure, variables such as tool speed, temperature, and
extrusion multiplier were adjusted. This adjustment was made based on a quantitative analysis
of the previously produced scaffold via digital bright-field microscopy. This process produced
incremental improvements in the quality of preceding samples as well as iterative data gathering
Results
The primary factors in determining filament diameter and consistency appear to be tool
speed, temperature, and extrusion multiplier. Profiles for different model types and required
filament diameters were extrapolated from data. These profiles can constantly produce
acceptable scaffold structures with a tolerance of +/- 50 micrometers (with a bias towards over
extrusion, e.g. + ).
The majority of the trials were conducted with the goal of producing a 250 micrometer
filament diameter, as such the profile for producing models with a filament diameter of 250
micrometers is the most refined. The filament diameter of scaffolds produced with the refined
profile measured within +/- 5 micrometers of each other. This result establishes a standard for
precision in terms of filament diameter (figures 3 & 4)
Conclusions
The overall goal of the experimental series was to refine the settings required to produce
a scaffold structure within expectable tolerances of the CAD model it was printed from. Based
on this goal, the initial data gathered would show the experiment to be a moderate success. At
the end of the experimental trials, filament diameter tolerance was at +/- 50 micrometers. While
the hypothesized final tolerance was +/- 25 micrometers, the final result shows an improvement
of 60 micrometers from initial trials.
Figure 2: Filament Diameter