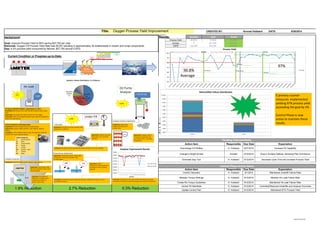
1) An oxygen fill process was yielding 90.8%, resulting in 30 bottles per week of rework or scrap. The goal was to improve yield to 95%, saving $57,700 annually.
2) Various experiments and improvements were tested, including inspecting bottles for surface defects, adjusting temperature sensors, replacing calculators, and re-torquing bottles.
3) As a result of implementing five primary countermeasures, the process yield improved to an average of 97%, exceeding the goal by 2% and entering a control phase to maintain results.
1. Title: Oxygen Process Yield Improvement CREATED BY: Konrad Hubbard DATE: 8/26/2014
Results:
Row LabelsSum of He Leak %Sum of Blow Off %Sum of Analyzer %Sum of Venting %Sum of Underfill %Sum of Other % Sum of No Fill %Sum of Leak (Fill) % Failure
Baseline 0.038309115 0.00330251 0.00627477 0.00627477 0.03 0.001651255 0.001321 0.000660502
Current 0.01875 0.000892857 0.00267857 0.00133929 0 0.000892857 0.00044643 0.000892857
Grand Total0.057059115 0.004195367 0.00895334 0.00761405 0.03 0.002544112 0.00176743 0.001553359
Savings
102,000COPQ
K. Hubbard 9/12/2014
K. Hubbard 9/12/2014
K. Hubbard 9/12/2014
K. Hubbard 9/12/2014
K. Hubbard 9/12/2014
Control Calculator K. Hubbard 9/1/2014
$44,300 $30,428
90.80% 95.00% 97.00%
0 $57,700 $71,572
1.9% Reduction
Baseline Goal
Eliminate Gap Tool
Maintain Torque Settings
Action Item
Change to Bright Anneal
Update Control Plan
Create Re-Torque Guidelines
Action Item
Control Fill Manifolds
Current Condition or Progress-up-to-Date:
Control Phase Action Items:
Pending Improvements:
Actual
Process Yield
9/12/2014 Drop in Surface Defects, Sampling Plan CommenceAmetek
2.7% Reduction 0.3% Reduction Maintained 97% Process Yield
Maintain He Leak Failure Rate
Maintained He Leak Failure Rate
Controlled/Reduced Underfills and Analyzer Dummies
Decrease Cycle Time and increase Process Yield
Maintained Underfill Failure Rate
Responsible Due Date Expectation
Responsible Due Date Expectation
Overcharge 014 Bottles K. Hubbard 8/27/2014 Increase Fill Capability
Surface Inspection and Categorization
Hypothesis: Surface Defects cause He Leak Failures.
Experiment: Inspect 100% cylinders, mark defects, observe
failures.
Conclusion: 15% of defects fail He Leak, 1% of process yield. W
and SD's are most relevant failures.
Background:
Goal: Improve Process Yield to 95% saving $57,700 per year.
Rationale: Oxygen Fill Process Yield Rate was 90.8% resulting in approximately 30 bottles/week in rework and scrap components.
Gap: 4.2% process yield consumed by failures, $57,700 annual COPQ
0.00%
1.00%
2.00%
3.00%
4.00%
5.00%
6.00%
7.00%
8.00%
9.00%
10.00%
Baseline Current
Before/After Failure Distriibution
Calculator
Hypothesis: Calculator truncates numbers, fails
good parts as Under Fill.
Temp Sensor Adjustment
< 99.5% O2
O2 Purity
Analyzer
0.6%
Analyzer Dummy Experiment
2 Fills
Hypothesis: Engineering
samples fail due to worn
rupture discs.
He Leak
Defect Categories:
C: OuterChamfer
D: Dent
IC: InnerChamfer
R: Rough
S: Scratch
SD: Scratch + Dent
T: Thread
W: Wavy
Ametek Inspection
Earlier Capping
Conclusion: No significant
difference in sealing surface
condition yet. Expect to
observe next month.
42% of
failures
LEAK RATE
(He
DETECTOR)
42%
UNDER FILL
(FILL
STATION)
32%
ANALYZER
DUMMY
7%
Baseline Failures Distribution, % of failures
90.8%
Baseline Process Yield
Under Fill
2.9%
Experiment: Analyze 2 fills of
16 Engineering Samples with
new Rupture Discs, controlling
components.
Experiment: Replace Calculator
with simple, non truncating
calculator.
Conclusion: Simplicity of new calculator eliminates truncation. No more cylinders
Hypothesis: Temperature Sensor reads colder
temperature, does not fill cylinders with
enough oxygen.
Experiment: Adjust
temperature sensor alignment.
Use finger to test if correctly
adjusted.
Conclusion: Temperature Sensor Adjustment reduces underfills and allows for more
accurate fill pressures.
Re-Torque Manifold to Bottle, Target Range is 2.14E-9
Hypothesis: Re-torque of He Leak Cylinders reduces leak to spec
level.
Experiment: Re-torque He Leakers in low E-8, E-9 ranges.
Conclusion: 63% of re-torqued cylinders pass. Effective method to
reduce He Leak Failures.
Hypothesis: Capping Cylinders earlier reduces surface defects.
Experiment: Cap cylinders right
after final inspection rather than
during shipping.
98.40%
98.60%
98.80%
99.00%
99.20%
99.40%
99.60%
99.80%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Bottle #
Analyzer Experiement Results
Sum of Fill1
Sum of Fill2
Conclusion: New Rupture Discs do not effect pass/fail of purity test.
Inconsistent Purities, but same fill average points towards Fill Manifold
70%
75%
80%
85%
90%
95%
100%
Process Yield
Total
Baseline Current
Re-torque
Calculator
Temp Sensor
Ametek
97%
90.8%
Average
5 primary counter
measures implemented
yielding 97% process yield
exceeding the goal by 2%
Control Phase is now
active to maintain these
results.
68F 71F
> spec
Pass
Fail
Copy of Konrad A3