Downloaded 99 times
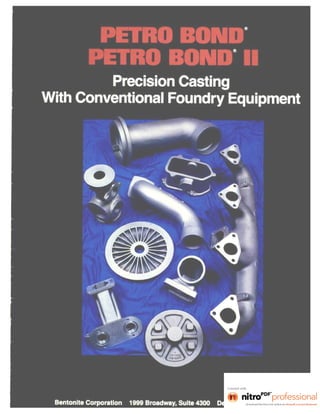








1) PETRO BOND is a bonding agent that uses oil instead of water to bond sand for foundry molds, allowing for finer sands and smoother castings. 2) It was developed in the 1980s as an alternative to water-bonded sands for precision casting using existing foundry equipment. 3) PETRO BOND sands can be reused after moderate maintenance and produce savings through reduced finishing costs and scrap compared to traditional foundry methods.















































