Lean-MBA e-book

This Slideshare presentation is a partial preview of the full business document. To view and download the full document, please go here: http://flevy.com/browse/business-document/lean-mba-e-book-1000 DESCRIPTION Lean-MBA stands for Lean Management Business Architecture. In essence it is the business architecture required to successfully manage Lean. The term "Lean" to me is a state of waste free environment. Irrespective of the tools one uses, Lean thinking (a constant pursuit for eliminating non-value added activities in every sphere) is fundamental to Business Excellence. The Lean-MBA e-book offers a clear insight in to what is expected of an organisation thinking of or starting to implement best class practices. The goal of all the best-class practices is the same, , making profits for the share holders while remaining customer-centric. The tools vary from one approach to another and no approach is right or wrong. It all depends on a number of factors, such as the industry sector you are in, the type of processes you have, what you are planning to achieve etc. The Lean-MBA e-book clearly spells out the reasons for the failure of many Lean implementations, prepares you fully for your Lean journey, and provides you with a sequence of steps to follow and the various tools and methods used. This book offers only an overview of how to go about starting your Lean journey in achieving Business Excellence and in no way offers you all the solutions. As you can appreciate there is a lot for any organisation to do to be World-Class or Excel in its operations or business on the whole. This book is intended for the senior management as an overview guide to ensure that, they are starting off the Lean journey on the right path. I am confident this book will offer you good value for your time and lead you in the right direction.

Recommended
More Related Content
Viewers also liked
Viewers also liked (8)
More from Flevy.com Best Practices
More from Flevy.com Best Practices (20)
Recently uploaded
Recently uploaded (20)
Lean-MBA e-book
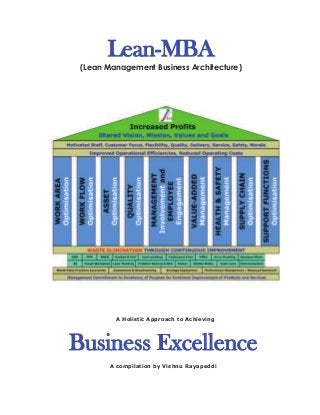
- 1. Lean-MBA (Lean Management Business Architecture) A Holistic Approach to Achieving Business Excellence A compilation by Vishnu Rayapeddi
- 2. 4 Contents Chapter Topics 0 Foreword 1 Introduction to Lean Thinking 2 Why do Lean implementations fail? 3 Managing Change – The best practice approach 4 Operational Excellence Strategy 5 Malcolm Baldrige Criteria for Performance Excellence 6 Lean Implementation – Are you ready? 7 Steps involved in achieving Operational Excellence 8 Management Commitment to Constancy of Purpose 9 Establishing Vision and Mission 10 Define your Kano 11 World-class practices awareness 11a. Lean Manufacturing 11b. Six Sigma 11c. Theory of Constraints 11d. Total Quality Management 12 Developing a Lean Culture 13 Respect for People 14 Operational Excellence Assessment 15 Value Stream Mapping 16 Performance Management 16a. Throughput Accounting 16b. The Balanced Scorecard approach 17 Strategy Development and Deployment 18 Value and Waste This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 3. 7 Japanese have accumulated years of experience and have a new production model handy, which matches the new paradigm: the TOYOTA Production System. The new paradigm - The new, actual context shows increased demand for customization and specific customer expectations, in a globally growing offer. Except for few products, mass production is changed to small batches with shorter life cycle. The challenge for industries is no more to mass manufacture at low cost, but propose products (and services) which suit the client's taste, at a price he / she is ready to pay. Hence more, with the number of competitors (alternative sources for customers), the clients are no longer ready to wait to get their wishes fulfilled. They rather seek satisfaction elsewhere. Manufacturers can no longer push merchandises they decide to design, manufacture and sell towards the market, but have to respond in a economic and quick manner to spot demand, triggered (pulled) by the market. In the new paradigm, new ways of linking operations and marketing arise. Lean manufacturing linked to Toyota's production system and further to what is called "Toyotaism", is already widespread. Tools and methods made Japanese industries a global success. They deeply impacted the decades 1980 – 1990 in the West. Lean manufacturing spreads from workshops and becomes global, Lean thinking, Thanks to authors like Goldratt (theory of constraints) and Womack & Jones (Lean thinking). The word “Lean” was coined by James Womack in the 1980’s. Lean is a term popularised in the 1980's and 1990's to encompass a number of approaches to managing manufacturing companies that included an emphasis on systems producing exactly what the customer wants at the lowest cost and with no waste. Many of the ideas were developed after the Second World War by Toyota. Their imperative was and remains, increasing profitability in low or no- growth markets. The focus was on producing cars of the best quality, at the lowest cost and with the shortest lead time through the systematic elimination of waste. Because Toyota developed so many of the ideas associated with Lean, the term “Toyota Production System” or TPS is used synonymously. How Toyota and their suppliers work was studied and popularised in the West by the book “The Machine that Changed the World, a study of Japanese car makers by Professors James Womack and Daniel Jones of Massachusetts Institute of Technology (MIT) (Professor Jones is based in the UK and This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 4. 10 change. Companies and organizations employing these Lean tools report significant gains in productivity and overall effectiveness within their specific entities. Lean Manufacturing “uses less of everything compared with mass production – less human effort in the factory, less manufacturing floor space, less investment in tools, less engineering hours to develop a new product in much less time. Also it requires keeping far less inventory on site (and) results in … fewer defects …” This is accomplished through: Teamwork, Communication, and Efficient Use of Resources & Continuous Improvement. In 2004, Jeffery K Liker, in his book The Toyota Way expands upon the basic principles of Lean Manufacturing. He seeks to empower companies to achieve results closer to those achieved by Toyota. Liker extends on Jones and Womack’s five step process to postulate fourteen principles of the Toyota Way. He attributes Toyota’s success to the pursuit of the following fourteen principles: Long-term philosophy 1. Base your management decisions on a long-term philosophy, even at the expense of short-term financial goals. The right process will produce the right results 2. Create continuous process flow to bring problems to the surface. 3. Use the "pull" system to avoid overproduction. 4. Level out the workload (heijunka). (Work like the tortoise, not the hare). 5. Build a culture of stopping to fix problems, to get quality right from the first. 6. Standardized tasks are the foundation for continuous improvement and employee empowerment. 7. Use visual control so no problems are hidden. 8. Use only reliable, thoroughly tested technology that serves your people and processes. Add value to the organization by developing your people and partners 9. Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others. 10. Develop exceptional people and teams who follow your company's philosophy. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 5. 13 Chapter 2: Why do Lean implementations fail? In the previous chapter, I covered the origins of Lean and what Lean Thinking is. Many organisations which start to implement Lean gain hugely in the initial stages and slowly the efforts die off and so the Lean implementations fail to last. This chapter looks at the reasons and what can be done to avoid such failures. Lean works. Lean is right. Lean is good. Lean consistently proves its worth through continuous, stepwise gains for companies brave enough to take on the challenge of looking within them to correct deep founded issues with their status quo and historical patterns of behaviours. So, why doesn’t Lean help every company that implements it? Recent publication of The Role of Change Leadership in an Operations Excellence Transformation Model reaffirms that the traditional Lean paradigm results in nearly two-thirds of the implementations ending in failure while only 16.67% of those implemented have sustained results - though for less than twelve months. With all the Lean techniques being utilized, why have so many failed in this vital strategic endeavor? The answer is the overlooked but critical aspect that Lean requires a completely different set of expectations, norms, practices; a new approach in day to day and hour to hour behaviors. It has been over 20 years since the Lean evolution took root in the U.S. Many companies have implemented some of the principles of Lean like “5S” or “SMED – Single Minute Exchange of Dies” or “Just in Time Inventory” or “Pull” systems. But according to Jeffery K. Liker, in his 2004 book The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer, almost no American business has realized the potential of following the Lean principles of the Toyota Way. Many have attempted to replicate Toyota’s success but none have matched the dramatic improvements achieved by Toyota. Why is it that with so much good writing and so many Lean implementations that so few American companies have fully realized the benefits of the Lean revolution? This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 6. 16 Many organisations work on the principle “if it ain’t broken, don’t fix it” and that means they are working in a totally reactive environment which is fully opposite in becoming operationally excellent, which involves proactive approach to running a business. 3. Lack of commitment and involvement of the senior management In a number of Lean implementations, there is commitment from the top with respect to approving the investment and some time commitments, but tend not to get involved in the actual implementation. This can be seen as the new way of doing things being applicable to only operational / shop floor staff and not for the top management. The management must lead by example to make the implementation a success by developing a team culture. 4. Lack of leadership and buy-in from the middle management It is highly important to get the entire leadership team on board before implementing Lean as this will have a “make” or “break” impact on the Lean implementation. If the buy-in lacks, the implementation doesn’t go far enough. 5. Lack of clear understanding of what it takes to achieve Operational Excellence Achieving Operational Excellence is difficult, but not impossible. It takes a lot of coordinated effort from all the employees from MD/CEO down to operators. There will a lot of time commitment initially to achieve certain standard and thereafter sustaining the gains. 6. Treating Lean as a set of tools rather than a business philosophy As discussed in Chapter 1, Lean thinking is a business philosophy and the tools are only enablers 7. Creating islands of excellence by deploying best-class practices in certain parts of the business Many organisations use Kaizen events to improve their operations. While Kaizen events are good to improve certain aspects of a business rapidly, they tend to overlook the continuous improvement culture required for Operational Excellence. Organisations need to use Kaizen events which offer high-impact results only when necessary rather than running them at monthly or bi-monthly intervals and nothing in between. Continuous improvement is not a “once a month” type of activity and should be in built into every employee work routine to identify waste and improve the products and processes on a continual basis. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 7. 19 Chapter 3: Managing change Change is Inevitable! An old Chinese Proverb states: “You can’t do today’s job with yesterday’s methods and be in business tomorrow”. When the circumstances change we need a different model and in our modern world of high-speed communication and data interchange, shareholder demands, competitive pressures and an increasingly knowledgeable and value orientated customer, the circumstances are changing all the time. There are few things that we can be certain about in business or indeed any other environment, but one of them is that things will change. “Change is our only certainty” We should expect to see new products and services, new technology offering radically new solutions, new customers, new suppliers, new competitors, new channels of distribution; new everything. We all hate change! The result of all this change is that the solutions that were the most effective yesterday may not be the most effective solutions for today and certainly will not be for tomorrow. Intellectually this makes sense but the reality is that most of us find it difficult to accept the truth. Most of us want to hang on to cherished views, opinions, attitudes and paradigms. We do not want to replace favourite products or change well understood techniques. We accept that change is happening in general but we don’t want to accept the particular consequences. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 8. 22 A change in employee attitude IS possible! The main components of the change implementation process are: · An explanation of why we are doing it · Win hearts and minds · Sell the benefits · A summary of the expected results compared to the current results (Focus on the process not the people) · Explain how it works - A summary of the new processes and components · A detailed discussion about how the new process should be used · An example of each of the tools that will be used · A training process to teach the new process and skills if necessary · A measurement and follow up process · Offer constant support from all levels – maintain the momentum Explain how Lean works So the next step is to explain the ‘what’. Once again it’s a matter of how you tell it. No one wants to hear that another person or another group is smarter. Therefore we do not want to present the Best Practice model as John’s or Jane’s or head office driven. In fact we want it to belong to everyone rather than be associated with any one group. And we certainly do not want it to be presented as the “consultants’ solution”! If we can present the comparative results between the Best Practice approach and the traditional approach, it is better not to attribute the results to any one person or team but rather to present them as ‘the results’. It is generally helpful to convince everyone that the new model offers a superior approach if possible. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 9. 25 Assuming that all goes well then following the test phase, the model would be rolled out across the whole organisation, using the superior results gained from the test. Change Management Matrix According to Phil Harding, Head of Sustainable Business, Government Office for the South West, 2004. © Government Office for the South West, change management has 4 phases and 4 levels as described below. “Plot in each column where the organisation stands and then try to make progress by moving down the matrix in a straight horizontal line, targeting the weaker areas first”. Awareness > Interest > Desire > Action Level Pressure for change Clear shared vision Capacity (resources) Action (and performance) 0 No explicit policy ‘Business as usual’, no forward planning Lack of consistent leadership & responsibility (buck- passing) De-motivated staff kept in the dark No communication. General mistrust No investment. High stress levels in over-worked and under-valued staff No training & development Zero action (or limited to crisis management) 1 Board level “champion” appointed Drafting of policy Key and supportive staff identified for assisting in drafting policy, taking action, and driving the process “Champion” appointed at middle management level (to support the Board’s “Champion”). Training & development needs assessment Commencement of action at some levels of the organisation. Some ‘no-cost’ measures implemented 2 Policy agreed and communicated to all staff Representatives from all levels of management chain involved in planning process and drawing up action plan(s) All staff given opportunity to make an input Key staff working on plans and projects. Staffing and funding needs identified and resources becoming available Wider engagement across the organisation ‘Low-cost’ and more ‘no-cost’ measures implemented 3 Policy and action plan in place Regular reviews Active commitment from top management High level of awareness and support at all levels Staff highly motivated Resources (staff and funding) routinely committed Cost savings re- invested for further improvements Action being taken and embedded throughout the organisation Monitoring and reporting of progress “Businesses are nothing more or less than organisations of people trying to get to a jointly defined future” – Professor Howard H Stevenson, Harvard Business School. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 10. 28 Having the above two pillars (Organisation and People) established, the businesses can move on to the 3 rd pillar, Process Management, using tools such as Value Chain Management, Total Quality Management (TQM), Performance Management and others. Another approach is to use the Process Management pillar to develop people. Let us examine what this Process Management pillar is all about. The Process Management deals with the following aspects: 1. Customer First attitude (Customers want the best possible product at the lowest cost and as soon as possible. If the customer is not satisfied, nothing else matters) 2. Building Quality at Source (There is an increase in Quality when team members learn to identify and eliminate waste. Eliminating waste consists of preventing defects which will improve quality. It is important to realize that quality should be “built-in” at each process which is known as Jidoka). 3. Just-in-Time (Getting the right things to the right place, in the right quantities, at the right time) That leads us to the goal of Operational Excellence, which is … “Getting the right things to the right place, in the right quantities, at the right time and at the desired quality, the 1st time, while minimizing waste and being open to embrace change.” It is very easy to say we need all these. But, how can we achieve it? Some of the popular concepts and tools which businesses can use are: · Lean – The core idea is to maximize customer value while minimizing waste. Simply, Lean means creating more value for customers with fewer resources. A Lean organization understands customer value and focuses its key processes to continuously increase it. The ultimate goal is to provide perfect value to the customer through a perfect value creation process that has zero waste. To accomplish this, Lean thinking changes the focus of management from optimizing separate technologies, assets, and vertical departments to optimizing the flow of products and services This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 11. 31 Chapter 5: Malcolm Baldrige Criteria for Performance Excellence Source: Baldrige website, www.baldrige.nist.govt The Baldrige criteria represent a continuous improvement framework that is focused on the customer, led by management, based on facts and data, and directed toward results. The framework: · Defines what constitutes quality and performance excellence. · Projects clear values. · Measures both qualitative and quantitative aspects of performance and quality management systems. · Is compatible with different approaches and systems. · Applies to any organization of any size and kind that provides a product or service to a customer or user. · Together with the scoring guidelines, forms a diagnostic assessment system comprising three basic elements Baldrige Core Values The Baldrige criteria rest on a foundation of core values and concepts that define how key business requirements are integrated within a results-oriented framework. · Customer-driven quality. Quality is defined and judged by the customer, and must therefore account for all product and service features and characteristics that contribute value to customers. · Leadership. Senior leaders set directions and create a customer orientation, clear stakeholder-driven values, and high expectations. · Continuous improvement and learning. Performance excellence requires that continuous improvement and learning be a regular part of daily work, seek to eliminate problems at their source, and be driven by opportunities to do better. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 12. 34 Chapter 6: Assessing your readiness to implement Lean Lean, Six Sigma, the Toyota Production System and other best-class practices, all have tremendous power and potential to improve a company's operations. They can fix many problems quickly. Unfortunately because of this many people tend to think of them as “quick-fix” solution. In reality to be truly effective you have to adopt these concepts as a way of life. It is not just a tool for fixing manufacturing problems. It’s the way we do business – from the way we manufacture, to the way we purchase our materials, to the way we handle sales and even to the way we do our back office operations. It is only when we buy into this at the emotional level will we be able to be relentless in our use of it. And being relentless is the key. The following is from the book “Lean Six Sigma That Works” by Bill Carreira and Bill Trudell: “It's not even about continuous improvement, It is about relentless improvement. To be truly successful in applying or implementing Lean Six Sigma, you and your organization have to have the mindset of relentless improvement. This means a never-ending stream of efforts to drive improvement into your organization, product or service quality, and profitability." Jon Miller in his blog on Gemba Panta Rei states, "It's not what's in the factory, it's what's in the minds of people. It's a will to make things better. It's a will to personally make things better. It's a will to make things better that is absolutely relentless [emphasis added] and determined. It's a will to improve quality, customer service, safety, the work environment, cost no matter how challenging." The rest of this chapter is from an article written by By James Cavalluzzi, President of Consolute, LLC and reproduced here with his permission “As we are deeply entrenched in the Lean era, most small to medium businesses are of the same mindset. Just as we saw company after company abandon the ISO certification process or Quality Circles because it was too time consuming, costly and wasn’t bringing those throngs of customers to our doorsteps, so too are many companies abandoning, or in many cases, taking only a random or unsystematic approach to this concept. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 13. 37 Once you have a complete and concise understanding of what is truly involved you can determine reasonable time frames, budget resources accordingly, assign the appropriate personnel, and develop acceptable expectations. Break the processes down into smaller, more manageable tasks that can be scheduled into reasonable time frames. Commit to addressing these tasks on a regular basis. And most importantly, understand that it is going to take time. Take advantage of the projects you’ve identified to groom your employees, set long and short term goals, involve your entire organization and truly promote that team approach we all claim to practice. As goals are met, publish your success and reward the participants. Taking small steps in the early stages has several key advantages. This allows for small successes to be realized which foster a sense of worth in those involved as it provides a means of gaining experience and confidence to take you to the next level. Smaller projects take less time, tie up significantly less capital, and still provide the ability to handle your day to day business. These smaller projects facilitate two major advantages which are often overlooked. First they generate savings that can be used to offset current losses in poor productivity and inaccurate estimates which can defer the costs of overtime, additional equipment and customer dissatisfaction. And secondly, they provide a means to identify and finance your future projects. Adaptation No matter how accomplished you become in the short term, continued long term success can only be achieved by the realization that the system, complete with all its procedures, documentation and controls is a living entity and it must be allowed to grow and adapt. If you think you will get it right the first time, every time, you are destined to fail. As you improve your processes you will inevitably become aware of opportunities that were previously unseen. Changes in company direction or market demands will move you into new territories and you will need to adapt quickly. If something doesn’t work as well as it should, change it. Don’t be afraid to admit your shortcomings. Audit your systems, evaluate your controls, assess your needs, and when warranted, adapt your system so it serves your purpose. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 14. 40 employees to take on more of a management role than a labourer attitude, to mentor and train your new recruits, and to apply their experience in finding and minimizing defects in the system. Nothing will stop a person dead in their tracks and send them packing more quickly than the thought that their hard work was taken for granted. So make sure the raises you give out are commensurate with the employees’ worth. Increase your perks and benefits; sick days, flex time, education, team building activities. Promote from within. Make it a given that when a person embraces the responsibilities imposed upon them, the experience gained has value and that as the company grows so will its’ employees. Why would you take a chance hiring an unknown when a perfectly capable leader is already on the premises? It is important to keep this in mind when setting employee goals and determining what training you will provide. Make a commitment to grow your employees just as you have committed to growing your business. Spend some of that money on improving your equipment. Get that newer, faster, more accurate equipment on the floor; it will increase throughput and productivity, keep you on the leading edge of technology, and open new doors to capabilities and customers you didn’t have before. Purchase software to reduce the documentation burden, improve the look and conditions of your facility, and hire a higher calibre of employee. And don’t forget about your customers. Passing a significant amount of your savings on to the customer will pay back exponentially. By reducing your costs you demonstrate a commitment to improvement and cost control, you also lend credibility to your organization much more than you might think. When everyone else is raising prices and tacking on surcharges, if you can hold, or better yet, reduce prices, who are your customers going to deal with? You’ll not only retain the customers you already have, but you’ll attract new ones looking to increase their own bottom line. Additionally, when you inevitably underestimate that one quote, you’ll stand a better chance of having your customer accept an adjustment. If you can demonstrate time after time that you are reducing your pricing, when the time comes that you need to raise one, your customers will be much more willing to accept it and still feel confident that overall, they are still getting the best value out there. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 15. 43 22. Expand Lean initiatives beyond the shop floor to office processes 23. Introduce a Throughput Accounting system 24. Make performance measures transparent. 25. Right-size your tools, such as production equipment and information systems. 26. Complete the Transformation by extending Lean beyond the 4 walls of your organisation 27. Convince your suppliers and customers to take the steps just described. 28. Convert from top-down leadership to bottom-up initiatives. Note: The above steps will be covered in the next chapters in detail. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 16. 46 Constancy of purpose means that quality decisions are not situational. End of month quality is the same as beginning of month. It means that the long term benefit of the organization is not sacrificed to hit quarterly targets. It means having your eye on the competition, whether it is in your industry or coming from elsewhere, with plans to stay ahead. Constancy of purpose doesn't require the threat of a customer leaving to implement corrective actions based on root cause. It means that while your team may argue about how best to accomplish it, no one is confused about the commitment to deliver reliable quality. Constancy of purpose can only exist when leadership lives it, demonstrates it, and won't accept anything else. Do your employees, suppliers, and customers see constancy of purpose in you? Lean Thinking is an interlocking set of three underlying elements: the philosophical underpinnings, the managerial culture and the technical tools. The philosophical underpinnings include a joint shop-floor, customer-first focus, an emphasis on people first, a commitment to continuous improvement or kaizen, and a belief that harmony with the environment is of critical importance. The managerial culture for Lean is rooted in several factors, including developing and sustaining a sense of trust, a commitment to involving those affected by first, teamwork, equal and fair treatment for all, and finally, fact-based decision making and long-term thinking. Summary: 1. The human dimension is the single most important element for success. Management has no more critical role than motivating and engaging large numbers of people to work together toward a common goal. Defining and explaining what that goal is, sharing a path to achieving it, motivating people to take the journey with them, and assisting them by removing obstacles - these are management's reason for being. 2. The greatest challenge would be "to lead the organization as if one had no power." In other words, shape the organization not through the power of will or dictate, but rather through example, through coaching and through understanding and helping others to achieve their goals. This is the role of management in a healthy, thriving, work environment. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 17. 49 beliefs and whilst values and beliefs are different, they are inextricably linked and their relationship to each other is worth looking at. Values are always a consequence of our underlying beliefs. A value can be considered to be a cluster of beliefs about a specific concept. For example, the value of ‘honesty’ is simply a title or name we give to a collection of beliefs we hold about the importance or preference we have for being honest; beliefs such as: ‘it always pays to be honest’ or ‘honesty will set you free’ or ‘people only trust you when you’re consistently honest.’ Values are constantly at work. Wherever human beings are acting, thinking, evaluating, deciding*, communicating, planning, serving, counting, or aspiring, values are at work. Values guide behaviour and thinking and provide focus and a sense of direction. They indicate what is most important to individuals, groups and organisations, and form the basis of any group or organisational culture. When a collection of people come together in an organisation the range of values and associated beliefs operating can vary enormously and lead to an extremely complex social system or culture. The ability for any culture to function effectively is predetermined by the degree to which there is a consistent and aligned set of values that form the social and intellectual framework of the group or organisation. A group’s or organisation’s culture is a result of the values at work within the group or organisation, enabling values to be seen as the DNA of an organisation’s culture. Just like DNA, values provide clues to understanding the larger and more tangible aspects of human beings’ social, productive and creative interaction. Examples of values: 1. Integrity 2. Honesty 3. Committed 4. Team(s) 5. Flexibility This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 18. 52 1. Rate your satisfaction if the product has this attribute? and 2. Rate your satisfaction if the product did not have this attribute? Customers should be asked to answer with one of the following responses: A) Satisfied; B) Neutral (It’s normally that way); C) Dissatisfied; D) Don’t care. Basic attributes generally receive the “Neutral” response to Question 1 and the “Dissatisfied” response to Question 2. Exclusion of these attributes in the product has the potential to severely impact the success of the product in the marketplace. Eliminate or include performance or excitement attributes that their presence or absence respectively lead to customer dissatisfaction. This often requires a trade-off analysis against cost. As Customers frequently rate most attributes or functionality as important, asking the question “How much extra would you be willing to pay for this attribute or more of this attribute?” will aid in trade-off decisions, especially for performance attributes. Prioritisation matrices can be useful in determining which excitement attributes would provide the greatest returns on Customer satisfaction. Consideration should be given to attributes receiving a “Don’t care” response as they will not increase customer satisfaction nor motivate the customer to pay an increased price for the product. However, do not immediately dismiss these attributes if they play a critical role to the product functionality or are necessary for other reasons than to satisfy the customer. The information obtained from the Kano Model Analysis, specifically regarding performance and excitement attributes, provides valuable input for the Quality Function Deployment process. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 19. 55 · Value-Stream Mapping · Continuous Improvement · Elimination of waste everywhere, including o Defects o Over Production o Waiting o Transportation o Inventory o Motion o Excessive Processing Though Lean concepts have come from the automobile industry, they have been applied successfully in a number of industry sectors including, Aerospace, Military, Healthcare, Job shops, Manufacturing, Accounting and more recently in Education. One way of defining Lean is producing value (a product or a service) with less of everything (inventory, human effort, equipment and tools, plant floor, design and development, total cost etc) to maximize the profit, while delivering a product of highest quality when the customer needs it in the quantity needed. The focus then is on seeing and eliminating the waste from all the aspects of the job. It means a commitment to minimize the total cost (a waste-free operation) while offering a product or service that is focused on your customer's success. To achieve the lowest cost you will have to simplify and improve continually all the processes and relationships in an environment of trust, respect and full employee involvement. Toyota Production System House This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 20. 58 (maintenance which is done periodically) and Autonomous Maintenance (uses the operators to do some basic maintenance activities such as greasing, oiling etc). TPM is a necessary condition to increase the life expectancy of machines. OEE (Overall Equipment Effectiveness) is a tool used in TPM and is a factor of availability, performance and quality. Standardised Work is used as a means of doing work consistently to reduce the variability in the processes. Standard Operating Procedures and Visual procedures form part of this. Plant Layout – Having a proper layout of plant and equipment, such as manufacturing cells is a necessary condition to minimise the 7 deadly wastes on the shop floor. Load Levelling (or Heijunka, in Japanese) is a methodology used to level the production there by being able to produce small batches every day or week. Continuous Improvement (or Kaizen, in Japanese) is methodology used to make small changes over a long period of time to get maximum advantage from the idea generation. This methodology is used to improve every aspect of the business. Also, PDCA (Plan-Do-Check-Act) which is also known as Deming’s Wheel is used extensively as part of the Kaizen approach. Kaizen has 2 parts to it. Kai means taking it apart and Zen means making it better or seen as a whole, Kaizen means change for the better. Kaizen approach is fundamental to changing the culture of an organisation. Just-in-Time (JIT) is a philosophy of producing what’s needed, when it is needed and in the right quantities. It has four components to it, Takt Time, Flow, Pull and SMED. Takt is a German word, meaning Target and is used to synchronise the pace of sales with pace of production. Flow is the term used to denote smooth flow of material between the processes without the build up of inventory or WIP, and without any bottlenecks. Pull is used as a methodology to produce only what has been consumed by the downstream activity. Customer requirement signals the need for production and every downstream activity is treated as a customer of upstream process. The end result is nil or minimal inventory of both finished goods and work in process. Remember Inventory consumes cash resources and may not add any value (Waste) and some industries have the issue of materials potentially This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 21. 61 All of these are taken into consideration, and then the corrective action that is supposed to bring the process to within Six Sigma of the target value is implemented, or in other words, the process is improved. Over time, the process is conducted with the corrective action in place, and the parameter, once again, is measured. This measurement is plotted, just as it was prior to the corrective action implementation, and the corrective action is analyzed for its effectiveness. The team then discusses what actions can be implemented to ensure the quality improvements are maintained and the progress is not lost by a lack of control over the corrective action. The beauty of Six Sigma is that it can be used in any application, in any business, at any time. As stated before, there are plenty of documented case studies that show how Six Sigma can be effectively used inside of everything from sales and marketing to very complex manufacturing procedures. With the proper training and teams in place, the sky is the limit with regards to the amount of improvement an organization can realize by implementing the Six Sigma infrastructure. As can be seen in the above Figure, there are five basic steps to completing a Six Sigma project. The first is “Define”, in which the parameter that will be the focus of the project is identified. Additionally, the impact to the bottom line of the business is discussed and the potential savings is measured. It is at this point the organisation will decide whether or not to pursue further action in the improvement of the parameter, and whether the time and funding spent toward the improvement will pay off in the end. Next, the parameter is measured in the “Measure” phase. Statistic relevance is taken into consideration as well as other sources of variation such as gauge error. It is determined how well the Define Measure Analyze Improve Control This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 22. 64 Chapter 11c: Theory of Constraints Theory of Constraints (TOC) is an overall management philosophy. Dr. Eliyahu M. Goldratt introduced the Theory of constraints in his 1984 book titled The Goal. It is based on the application of scientific principles and logic reasoning to guide human-based organizations. The publicity and leadership behind these ideas has been dominated by Dr. Goldratt through a series of books, seminars and workshops. TOC is geared to help organizations continually achieve their goals. TOC is based on a set of basic principles (axioms), a few simple processes (Strategic Questions, Focusing Steps, Buy-In processes, Effect-Cause-Effect), logic tools (The Thinking Processes or TP) and through the logical derivation of these some applications to specific fields (Operations, Finance, Distribution, Project Management, People Management, Strategy, Sales and Marketing). According to TOC, every organization has at any given point in time, at least one constraint which limits the system's performance relative to its goal. These constraints can be broadly classified as an internal constraint, policy constraint or a market constraint. In order to manage the performance of the system, the constraint must be identified and managed correctly (according to the Five Focusing Steps below). Over time the constraint may change (e.g., because the previous constraint was managed successfully, or because of a changing environment) and a new analysis starts. The critical question to ask is: how do constraints affect our performance? A constraint is a bottleneck, delay or a barrier to our full potential. The more we can reduce the barriers (constraints) to our performance, the closer we can come to realizing our full potential. Performance = Full Potential – Constraints To find the constraints we need to look for the things that are holding us back. This is a lot easier than it sounds. Ask anyone in production what is holding up the delivery of an order and you will get an This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 23. 67 Example: The system’s conditions change when constraints are broken violating old rules, or policies. Solution: Review the system’s components again including existing policies. Policy constraints typically have the greatest effect on limiting system performance. Note: The TOC concepts can be used in association with Lean. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 24. 70 TQM organizations use the techniques of process management to develop cost-controlled processes that are stable and capable of meeting customer expectations. TQM organizations also understand that exceptional performance today may be unacceptable performance in the future so they use the concepts of process improvement to achieve both breakthrough gains and incremental continuous improvement. Process improvement is even applied to the TQM system itself! The final element of the TQM model is total participation. TQM organizations understand that all work is performed through people. This begins with leadership. In TQM organizations, top management takes personal responsibility for implementing, nurturing, and refining all TQM activities. They make sure people are properly trained, capable, and actively participate in achieving organizational success. Management and employees work together to create an empowered environment where people are valued. All of the TQM elements work together to achieve the desired results… This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 25. 73 · Start with your own performance rather than someone else’s ineptitude · Understand problems before debating solutions · Teach rather than solve problems yourself · Using brains rather than just using hands Leaders need to be mindful of their role in creating culture change. Here are seven ways to initiate this evolution and learn respect and humility, day by day: 1. Really Listen. Look at people when they talk. Give them your undivided attention. Ask follow- on questions during the conversation. 2. Don't waste time. If you keep employees or customers waiting you are saying to them "your time is not as important as mine" 3. Go to the Gemba. Go see for yourself at the place the work is done. If you allow a worker to use a machine that produces defects, you are in effect telling the worker their work does not matter. 4. Develop people. Encourage learning, teamwork and continuous improvement. Build knowledge in problem solving thinking and countermeasures. 5. Acknowledge the accomplishments of others. If things go well, give away the credit. If things go poorly, take the fall. This humble approach will ensure your team rallies behind you. 6. Temper authority. Don't use authority just because you have it. Encourage your people to make decisions, set their own goals, and take responsibility as often as possible. 7. Promote others often. Grooming talent is good for your organization and for you as a leader. Promote people around you, giving them opportunities to match or even surpass your success. Achieving a Lean culture with humility and respect requires constant demonstration over a long period of time. Remember the shop floor is a reflection of management. You can't listen and learn if you don't go to the Gemba. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 26. 76 · Encourage coaching and mentoring of the teams and team members · Explore the role that attitudes play in promoting respectful workplaces · Encourage team based self directed improvements requiring cooperation and communication throughout the organization · Promote respect for both self and others as a foundational value · Developing a culture that respects people will provide the necessary foundation and will accelerate your lean transition. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 27. 79 You will have the ability to prioritize Lean Manufacturing issues and provide for a plan on which to base future resource commitment. You will have a Lean Manufacturing direction upon which to continually reduce costs. Who Should Conduct the Assessment? A variety of methods are available for conducting the assessment: 1. An internal team of employees can review work areas and score the assessment in approximately four hours. 2. The Lean manufacturing champion or plant manager can conduct the assessment and review it with key stakeholders. 3. An outside Lean Manufacturing improvement consultant can do the assessment and review it with the appropriate management team or stakeholders. This method provides the most unbiased score on which to base future resource allocations. Whichever method is chosen, the person or team must have a thorough knowledge of Lean Manufacturing practices and processes. If multiple work areas in an organization are conducting an assessment, involving a Lean Manufacturing champion or plant manager reduces variations in the final tally and provides a more consistent approach to the scoring. Remember, this assessment can be completed for an entire facility, a focused factory, or a specific area or value stream within the organization. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 28. 82 Chapter 15: Value Stream Mapping Value Stream Mapping or in short VSM is one of the most important concepts of Lean Manufacturing which helps businesses in identifying the waste(s) thereby identifying opportunities for improvement and make plans to improve the flow by eliminating waste and hence reducing total lead time. So, what is VSM? It consists of mapping all activities or process steps involved in both material flow and information flow and analysing all steps and identifying the wastes associated. At the bottom of the VSM, a value adding analysis is done to calculate the % of value added activities. It will be surprising to see that, most businesses will have a value adding % of below 5. Obviously there are some exceptions depending on the industry you are in. The challenge is to eliminate or minimise as much of waste or non-value adding steps so that the % of value addition goes up and this we call as productivity improvement, as the efforts which were wasted earlier will be used for adding value. This process can be applied to any process, including manufacturing, supply chain or services. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 29. 85 Future state: Now draw a future state map, which will be an ideal state (for now) without the constraints you have identified and after the improvements have been made. Once you have drawn the future state VSM, develop an annual implementation plan to fix the issues, form teams to work on various projects and implement them. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 30. 88 Productivity (P) = Throughput / Operating expense = T/OE Investment turns (IT) = Throughput / Investment = T/I Managers intent on maximizing throughput can employ TOC's five focusing steps which allow them to move the firm toward the achievement of the goal. The five steps are as follows, which were discussed in Chapter 11c on pages 65 and 66: 1. Identify the system's constraints. 2. Exploit the system's constraints. 3. Subordinate everything else to the decision made. 4. Elevate the system's constraints. 5. Restart the process if a constraint has been broken. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 31. 91 Balanced Metrics FINANCIAL CUSTOMER 1. Net Profit (NP) = Throughput - Operating Expense = T-OE 2. Return on Investment (ROI) = Net profit / Investment = NP/I 3. Productivity (P) = Throughput / Operating expense = T/OE 4. Investment turns (IT) = Throughput / Investment = T/I 5. Cost of Quality 6. % Sales from New Products 7. % Sales from Proprietary Products 8. % Earnings Growth 1. Customer Retention 2. Customer Value Perception 3. Customer Satisfaction 4. Customer Complaints 5. % Market Share 6. Brand Recognition 7. Brand Management 8. Flawless Execution Index BUSINESS PROCESSES LEARNING & GROWTH 1. First Pass Yield 2. Waste / Scrap 3. Rework / Returns 4. Delivery On Time 5. Inventory Turns 5. $ in Sales per Employee 6. $ in Profit per Employee 7. New Product Introduction v. Competitors 8. Time to Develop Next-Gen Products 1. Employee Satisfaction 2. Employee Retention 3. Employee Productivity 4. Published Successful Suggestions 5. Benefits Achieved Through Suggestions 6. Safety (lost Time due to Accidents) 7. Openness of Communication 8. Training Hours per Employee This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 32. 94 Chapter 18: Value and Waste (Waste Elimination is the Central Theme of Lean) Are you aware that 95% of all the activities undertaken by traditional manufacturing businesses do not add any value OR in other words a waste??? Waste elimination is the central theme of Lean manufacturing. So, what is waste? Waste is defined as anything that does NOT add value from a customer perspective or the customer is not prepared to pay for. If we carefully analyse all the activities of a business, we can categorise them in to 3 types, Value- Adding activities (VA), i.e., which directly add value to a product or service, Non-Value Adding but Required (NVA-R), i.e., the activities do not directly contribute towards a product or service, but have to be undertaken for legal requirements or to comply with certain regulatory bodies etc and those which do not add any value at all, or Non-Value Adding activities (NVA) or in other words, “muda”, the Japanese term for Waste. Taiichi Ohno was the Toyota executive largely responsible for structuring and implementing the system over four decades after World War II, known today as the Toyota Production System and it was Taiicho Ohno who proposed the 7 deadly wastes in production. The eighth waste, Non-Effective use of Staff Talents was added later. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 33. 97 Storage. Examples include, looking/searching for tools and information, bending, reaching, double handling, walking etc. Motion leads to improper utilisation of productive time, health & safety issues thereby operators becoming the victim. Solutions: Introduction of work-cells, shadow boards etc. 8. Excessive Processing - Doing more than required which doesn’t add value from a customer perspective. Examples include more steps than required, Excessive paper work, Lack of clear communication, Lack of Standard Operating Procedures, Lack of understanding of what customer needs are etc. Excessive Processing leads to Unnecessary $$$, Discourages operator ownership, Leads to running machine as often as possible rather than only when needed, Encourages general purpose machines that may not be ideal for the need at hand, Poor layout (extra transportation, poor communication), Inevitable defects because machines and processes are not quality capable. Examples include, Variation between operators, Variation from standard, Having to use a “fast” machine shared between several lines Solutions: Think “small is beautiful”. Smaller machines avoid bottlenecks, improve flow, can be maintained at different times, and may improve cash flow and keep up with technology. Also challenge every step, activity and process to ascertain the need to have it and if everyone agrees that, it is superfluous eliminate it without compromising quality. Summary – It is hard to see these wastes for staff who have been working in organisations for a number of years. Therefore it is essential that, every employee of the business undergoes formal training in these eight wastes, so that everyone keeps an eye out for the wastes in whatever they do. The easiest way to remember the 8 wastes is to join the first letters to get DOWNTIME, which represents unproductive time. The trick lies in learning to see the waste(s) so that these can be eliminated. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 34. 100 understand why it is important to exercise discipline over your own actions for the long term and sociological benefit to yourself and others. An organization has to be consistent and persistent in the application of 5S or it will not work because the employees develop the attitude that it is just another fade that will go away. However, when done properly 5S becomes the bases for the implementation of all the other “Lean” tools. b) Visual Displays communicate important information but does not control what people or machines do. Displays help avoid confusion, mix-ups and speeds up activity; for example, 1. Coloured lights or what are known as Andon lights at each machine/process indicate status: material shortage, running, breakdown, etc 2. Every part always stored in the same identified location 3. Separate locations for good parts and defective parts 4. Machines, cells, departments marked with painted lines and identified 5. Every control, adjustment, displayed labelled 6. Attendance and Skill Versatility Chart c) Visual Controls communicate information so that activities are performed according to standards and help monitor and control. Some of the examples of visual controls are: 1. Standard Operating Procedures 2. Statistical Control Charts 3. Process Control Specifications 4. Workmanship Standards 5. Control Plans True Visual Management shares real-time information about the status of the factory: • What are our goals? • What are our key measures? • How is the factory / work area performing in relation to those goals? • What is preventing us from reaching our goals? • Most importantly, how does my individual effort contribute toward success? This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 35. 103 prevention and Maintainability Improvement gave birth to Productive maintenance. The aim of productive maintenance was to maximize plant and equipment effectiveness. By then Nippon Denso had made quality circles, involving the employees participation. Thus all employees took part in implementing Productive maintenance. Based on these developments Nippondenso was awarded the distinguished plant prize for developing and implementing TPM, by the Japanese Institute of Plant Engineers (JIPE). Thus Nippondenso of the Toyota group became the first company to obtain the TPM certification. Why TPM? TPM was introduced to achieve the following objectives: • Avoid wastage in a quickly changing economic environment. • Producing goods without reducing product quality. • Reduce cost. • Produce a small batch quantity at the earliest possible time. • Goods sent to the customers must be non-defective. Similarities and differences between TQM and TPM: The TPM program closely resembles the popular Total Quality Management (TQM) program. Many of the tools such as employee empowerment, benchmarking, documentation, etc. used in TQM are used to implement and optimize TPM. Following are the similarities between the two. Total commitment to the program by upper level management is required in both Employees must be empowered to initiate corrective action, and A long-range outlook must be accepted as TPM may take a year or more to implement and is an on- going process. Changes in employee mind-set toward their job responsibilities must take place as well. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 36. 106 3. Rate of quality output (Defects and rework) Thus OEE = A x P x Q A - Availability of the machine. Availability is proportion of time machine is actually available out of time it should be available. Availability = (Planned production time - unscheduled downtime) Planned production time Production time = Planned production time - Downtime Gross available hours for production include 365 days per year, 24 hours per day, 7 days per week. However this is an ideal condition. Planned downtime includes vacation, holidays, and not enough loads. Availability losses include equipment failures and changeovers indicating situations when the line is not running although it is expected to run. P - Performance Efficiency. The second category of OEE is performance. The formula can be expressed in this way: P = Performance (Speed) = (Cycle time x Number of products processed) Production time Net production time is the time during which the products are actually produced. Speed losses, small stops, idling, and empty positions in the line indicate that the line is running, but it is not providing the quantity it should. Q - Quality rate, Which is percentage of good parts out of total produced. Sometimes called "yield". Quality losses refer to the situation when the line is producing, but there are quality losses due to in-progress production and warm up rejects. We can express a formula for quality like this: Q = Quality (Yield) = (Number of products processed - Number of products rejected) (Number of products processed) This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 37. 109 If we aim to produce 20 Pcs a day we have no need to produce an item in every 24th minute. In this case system may not run smoothly. For an example it might produce 12Pcs in first 7 hours and the remaining 8Pcs in the last hour (of cause if they have enough capacity). This is not the aim of a Lean manufacturing system. So you can understand that not only the work, but also the way the work is carried out is important in Lean manufacturing context. If we produce a piece of that particular product in 20 minutes what will be the end result. You will either produce quantities greater than required or you might have an idle time. Over production and waiting are wastes in Lean manufacturing. Both will lead to higher WIP accumulation and related problems. The greatest problem of implementing this kind of manufacturing concept is the mentality of the people. If you tell your finance guys “I worked on takt principle and I produced a part in every 24th minute, although I could have produced a piece in 20 minutes” I am sure that guy will go mad. Only very few people understand that we should only produce to the customer demand not extra. So what are the advantages of sticking to the takt time? 1. It will give you the rhythm in which the system should operate 2. Production is smoothly planned and operations will be carried out without interruptions 3. The system is in synchronization with customer requirement 4. Pull scheduling is enabled 5. No over production 6. No rush hours in work 7. WIP reduced and problems in the system will be revealed Takt time principle will work very well in cases where the demand can be traced easily. In a system where there is a fluctuating demand the takt will change continuously on the customer demand. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 38. 112 A pull system is exactly what it sounds like. The production of a product or system is varied depending strictly on the demand from the customer or the market, not from forecasts or previous performance. While most businesses strive to use a pull business model from end user to shop floor, it is rare for this to happen, as there are usually some aspects of the supply chain that are push systems. A pull system is one in which the supply chain sends a product through the supply chain because there is a specific demand for that one product, as opposed to creating inventory and “pushing” the product out to distributors, wholesalers, vendors, or customers so they have to keep inventory, or worse, the production company has to keep inventory. A “push” supply chain is the exact opposite: they consist of many warehouses, retail stores, or other outlets in which large amounts of inventory are kept to satisfy customer demand on the spot. As previously mentioned, it is very rare to see a system that is completely run on pull versus push methodologies. For example, one supply chain may be run on pull methodologies from the distributor to the customer. When the customer orders a product from the distributor, the distributor turns that order around immediately and orders that product from the manufacturer. The product is never sitting on the distributor’s shelves, and the supply chain from the distributor to the customer is strictly a pull system. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 39. 115 Kanban is known as the nervous system of Lean production because it manages production just as our brains and nerves manage our bodies. The primary benefit of the Kanban system is to reduce overproduction; and its aim is to produce only what is ordered, when it is ordered, and in the quantities ordered. Functions of Kanban Rules for use 1. Provides pick-up or transport information Later process picks up the number of items indicated by the Kanban at the earlier process 2. Provides production information Earlier process produces items in the quantity and sequence indicated by the Kanban 3. Prevents overproduction and excessive transport No items are made or transported without a Kanban 4. Serves as a work order attached to goods Always attach a Kanban to the goods 5. Prevents defective products by identifying the process making the defectives Defective products are not sent on to the subsequent process. The result is 100% defect-free goods 6. Reveals existing problems and maintains inventory control Reducing the number of Kanban increases their sensitivity Kanban and Reordering Point Method: The Kanban system is based on an inventory management system called reordering point method. This is a statistical method that allows factories to reorder the same amount of parts / products each time. When inventory drops to certain level (the reorder point), a new order is made to replace the used inventory. Both Kanban system and Reorder Point Methods require that the market demand is stable. Both are unsuitable for products that have large and unpredictable ups and downs. Even Kanban cannot prevent shortages or gluts in such cases. Instead the Kanban system minimises waste by using level production, which averages out the product models and volumes to be produced, and eliminates This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 40. 118 factories using Kanban use the coloured board system (Heijunka Box or Load Levelling Box). This consists of a board created especially for holding the Kanban cards. Chapter 21e: Load Levelling “The slower but consistent tortoise causes less waste and is much more desirable than the speedy hare that races ahead and then stops occasionally to doze. The Toyota Production System can be realized only when all the workers become tortoises. - Taiichi Ohno, 1988 Many companies today are working towards the ultimate Lean goal of continuous or one-piece flow. They want to be able to make just what the customer wants when they want it. Instead, what we often see is a “hurry up, then slow down” build-to-order approach. Customers’ orders vary from month to month, creating uneven production scheduling. Build-to-order companies will be building huge quantities, paying overtime, and stressing their people and equipment one week, but then sending them home the next due to light orders. This environment can also create large amounts of inventory, hidden problems, and poorer quality. What many organizations fail to do is the difficult process of creating a true balanced Lean workflow. This is the Toyota concept of heijunka, levelling out the work schedule. Heijunka is the levelling of production by both volume and product mix. This system does not build products according to the actual flow of customer orders. Heijunka takes the total volume of orders in a period and levels them out so the same amount and mix are being made each day. In a true build-to- order system you build products A and B in the production sequence of customer orders (e.g., A, A, B, A, B, B, B, A …). This causes you to build product irregularly. If your orders are twice as much on Monday compared to Tuesday, you end up paying overtime on Monday and sending employees home on Tuesday. The answer is to build a level schedule everyday by taking the actual customer demand, determine the pattern of volume and mix, and building your level schedule. If you know you are making This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 41. 121 unloading of tooling and fixtures, getting new tooling, getting tools, loading fixtures, getting materials, getting paperwork and inspection of the first part. In many cases, this entire process can take place in less than 10 minutes Single Minute Exchange of Die = Exchange dies in less than 10 minutes. SMED is a theory and techniques for performing setup operations in fewer than ten minutes, i.e., in a number of minutes expressed in a single digit. The SMED method was revolutionized by Mr. Shingo since 1950 in Japan. The concepts and techniques became available to other countries around 1974 in West Germany and Switzerland and in 1976 in Europe and United States. However, not until 1980s, the SMED technique got acceptance in companies outside of Japan. Shingo's 1985 book "A Revolution In Manufacturing: The SMED System" describes the theory and practice of the SMED system in detail. SMED was the result of a project that Toyota assigned Shingo to. Toyota realized that they needed to make more than one model car to succeed. They also realized that multiple car models meant multiple changeovers of stamping presses. Under this strategy, they could no longer live with 10-12 hour press changeovers. Shingo used standard industrial engineering techniques to analyze the changeover. His major breakthrough was in realizing that the key to reducing changeover time was externalization of as many tasks as possible. That is, perform as much of changeover as possible with the press still running. Some examples included: · Bringing the dies to the press ahead of time · Assuring that the dies were complete including all fasteners · Modifying all dies to the same physical size, eliminating setup adjustments These and other techniques allowed Shingo to reduce the typical press changeover from 10-12 hours to under 10 minutes. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 42. 124 Chapter 22: Total Quality Management (TQM) In chapter 11d we learnt about TQM. Having a Quality Policy, management commitment to quality and a strategic plan to achieve quality in all aspects is important. In this chapter we will learn the Lean way of achieving and managing quality. One of the Pillars of Toyota Production System is Jidoka, meaning “Building Quality at Source”. Jidoka is a process or technique of detecting and correcting production defects, that always incorporates the following devices: · a mechanism to detect abnormalities or defects, and · a mechanism to stop the line or machine when abnormalities or defects occur By involving the human mind in jidoka, there are two ways to stop a line. One method involves the judgment of the line worker and the other is the machine shutting off with its automatic devices. The first method requires line workers to be empowered to shut down production to address problems. The tool most commonly used to shut down the line by a line worker is called "andon". An andon system stops the line and signals to the rest of the shop floor that something is wrong and needs to be addressed, with the problem then usually being addressed by a team of individuals. A tool used for shutting machines down as part of the jidoka system is "poka yoke". Poka yoke, or mistake-proofing, is a practice of ensuring that defects can not occur. Examples of poka yoke can include things like automatic switches, lasers, jigs, etc. Whenever a defect is detected or whenever the specified amount of product is produced, a signal is sent to the machine to shut down. This practice frees up front line staff to be able to manage more than one machine at a time. An example of jidoka in practice can be found in Toyota. Between processes is a mat like those that trigger a door to open at a supermarket. The assembly line is moving at a constant rate. If a worker This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 43. 127 requirements, but are seen as having little value to the company. FMEAs are a means to achieving better quality product and that's why they are now required by OEMs and industry standards in diverse industries such as automotive, medical device manufacturing, aerospace, electronics and chemical processing. Once we know what the failure modes are, we can use problem solving tools & root cause analysis to find out the root cause of the problem. Chapter 22b: Problem Solving: Pareto Chart In 1906 an Italian economist Vilfredo Pareto simplified the world for us with his 80/20 rule, or what is known as the Pareto principle. This is most often expressed in a Pareto chart. Identify the vital few that will give you the biggest impact towards closing the gap between current condition and target condition, and when that's done, move onto the next tallest bar in the Pareto. To focus on addressing the root causes of the top 20% factors that are keeping you from hitting the target, the next step is to dig deeper into the root causes using the Ishikawa Diagram. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 44. 130 assistance in determining whether the “why” they submit is a true, actual “why” and not a surface level quick fix. Example of 5 Why and 1 How approach: Q1. Why mop the floor every day? A1. Because oil collects on the floor Q2. Why does oil collect on the floor every day? A2. Because there is a leak from the drill press machine. Q3. Why is there a leak from the drill press machine? A3. Because oil is leaking from a valve. Q4. Why is oil leaking from a valve? A4. Because it’s broken. Q5. Why hasn’t the valve been replaced? A5. Because we didn’t notice it was broken. Q6. How can we coordinate getting the valve fixed? A6. The maintenance team will order the part and the operator will replace it. The 5 why technique is a great tool when used in conjunction with other tools, in finding the root cause of a problem. Like any other tool, it should be wielded by someone who understands how to thoroughly investigate problems and conduct a solid root cause analysis. Once you have identified the root causes of your problem, you are ready to implement countermeasures. For that, you'll need an action plan. Gantt Chart Henry Gantt was a management consultant who popularized the project management tool known as the Gantt Chart some time around 1910. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 45. 133 term was Baka-Yoke, which means fool proofing. In 1963, a worker at Arakawa Body Company refused to use baka-yoke mechanisms in her work area, because of the term's dishonourable and offensive connotation. Hence, the term was changed to Poka-Yoke, which means Error Proofing or Mistake-Proofing. Today, we use Shingo's idea in two ways: Mistake-proofing is the term applied to prevent mistakes from occurring in the manufacturing process, to eliminate the error from further processing, to warn that the error has occurred etc. We use error-proofing in design to prevent assembly errors. Examples include adding design features upside-down; backwards or reversed assembly; using snap-together features to eliminate fasteners (thus eliminating missing fasteners or incorrect, high/low torque etc.). However, most people use the terms mistake-proofing and error-proofing interchangeably. In a modern Lean production system, Poka-Yoke is a process improvement designed to prevent a specific defect from occurring. It prevents personal injury, promotes job safety, eliminates faulty products, and prevents machine damage. Poka-Yoke mechanisms mistake-proof an entire process. Ideally, Poka-Yoke will ensure that proper conditions exist before actually executing a process step, and so prevent defects from occurring in the first place. Where this is not possible, Poka-Yoke performs a detective function, eliminating defects in the process as early as possible. Many people think of Poka-Yoke techniques as the application of limit switches, optical inspection systems, guide pins, or automatic shutoffs that should be implemented by the engineering department. This is a very narrow view of Poka-Yoke. Poka-Yoke mechanisms can be electrical, mechanical, procedural, visual, human, or any other form that prevents incorrect execution of a process step. Poka- Yoke can also be implemented in areas other than production, such as sales, order entry, purchasing, or product development, where the cost of mistakes is actually much higher than the cost of mistakes that occur on the shop floor. The reality is that defect prevention, or defect detection and removal, has widespread application in most organizations. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 46. 136 The two requirements for working in a truly Lean enterprise are 1) follow standard work, and 2) find a better way. There must be more to it than that, I hear you say, and you are right. For most of us who lack Standard Work, there certainly is more. First we need to establish the standards. Then we need to train people to these standards. Then we need to audit and verify that these standards are being followed. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 47. 139 Training Within Industry: The J-Programs Three training programs, frequently called "J" programs (J stands for "jobs"), comprise Training Within Industry (TWI), along with a fourth program called Program Development. The three J programs are: Job Instruction (JI) - JI training teaches supervisors how to instruct the people doing the jobs. This training includes explaining to workers why their jobs are important; breaking down the job into logical steps and key points, and teaching the correct method of performing the task; confirming that the workers can do the task on their own; and following up to confirm that standard work is enforced. John Shook, senior advisor for the Lean Enterprise Institute, says Toyota still teaches job instruction in this fashion with little modification to the program. Job Methods (JM) - The Job Methods program was developed to provide management with a tool whereby supervisors could acquire skills in improving methods, according to the original training materials. JM can be described as the kaizen and continuous improvement component, says Patrick Graupp, senior master trainer at the TWI Institute and author of The TWI Workbook: Essential Skills for Supervisors. Key to the JM training is teaching supervisors how to make the best use of the people, technology and resources available right now. Job Relations (JR) - Original training materials describe job relations as a tool to help supervisors acquire leadership skills. This tool recognizes that job relationships are an important component of a supervisor's job and provides instruction about how to address "people" problems, such as morale issues or grievances. While personnel issues may prove an uncomfortable part of a supervisor's duties, Graupp notes that "without the cooperation of the people, not much is going to get done." The original JR manual outlines a four-step process for meeting job relations situations that says: 1) get the complete facts about a situation; 2) weigh and evaluate the facts; 3) take action; and then 4) check the results of those actions. Excerpts taken from an article by Jill Jusko and published by Industry week This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 48. 142 As you can see, the process can be practiced by anyone in the workplace, not just CEO’s or Lean managers. In fact, when Kaizen is internalized by a company, it will only become effective if every single member of the company jumps on board with the changes. Because of the small change nature of the practice, if this is not internalized by all, the company may only see small changes in their bottom line. If practiced correctly, a business that employs Kaizen thinking will always have an improving bottom line. They will be constantly thinking of ways on the worker level to improve their own jobs, even if it is slightly and borderline immeasurable. After a short period of time, however, many small changes turn into big changes (for the better) to the bottom line. Given below is another example of Kaizen and how the concept can be used to improve the flow within a business. Improving the Process flow Before Kaizen: In order to prepare your meal, a cook has to prepare meat, then move to prepare vegetables, then move back to prepare potatoes, cheese etc. Sometimes poor cook forget to add cheese or vegetables as cooking process has a complicated flow. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 49. 145 adopted this strategy and have determined it to be a critical component in transforming the culture and elevating performance. The walk is conducted on a daily basis, and at times accompanied by another manager or a team member from the production floor. A central theme is predetermined, derived from the tactical attributes that the team is engaged in to drive improvement and elevate performance. By selecting different themes for every walk, all the core concepts of the organization would eventually be covered. The intention of the “gemba walk” is to verify purpose and value of the various concepts that drive the vision both from the perspective of the company and also of the team. The themes vary from quality, safety, cost savings, continuous improvement, 5S, people development, eliminating waste, culture and awareness, morale, communication etc. Throughout the walk, a series of questions are asked of the team leaders and team members. Questions are asked to gain clarity as to how the team use the concepts, what improvement suggestions they have, how often do they use the tools/charts etc. The greatest value is in listening to the responses, the sharing of ideas and encouraging the team to understand the importance of their work. In conducting these “gemba walks”, several things can be accomplished: the creativity of the team unleashed, a sense of contribution and purpose established, an engaged team created, and most importantly, a link to the overall goals and vision demonstrated along with a common purpose and vocabulary. In conclusion, when a leader takes an active interest in a given subject matter, the team in turn is interested in supporting the leader. The opposite is also true and if the leader shows no interest in an item, the team will generally think it is not important as well. Leaders set the tempo and set the example for the rest of the organization to follow. Walking the talk is the critical leadership link that enables organizations to achieve operational excellence and cultural transformation. The above article has been taken from an article “WALKING THE TALK” by Domenic Paolucci published on http://domenicpaolucci.com/ This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 50. 148 Issues Generation and Analysis A way of eliciting many issues connected with a problem or opportunity. Team members write down their issues on post-it notes and they are displayed on the wall under appropriate categories or groupings. e.g. Requirements, Constraints, Problems, Opportunities, Assumptions, Uncertainties, Risks Voting of the top 10 important issues follows. Actions to address issued then explored. Value Stream Mapping Uses material and information flow to review steps in processes Identifies processes in a diagrammatic format in a step by step manner. Often used in manufacturing of system type processes. Used to identify value added steps and waste. Risk Analysis A structured approach to identifying risks that could affect project, product, process or service success. Risks are identified, evaluated (in terms of cost, time, and other impact) and robust action planning applied. Often used in parallel with Value Management as there are genuine links. Assists decision making or option selection. SWOT Analysis Identifies strengths, weaknesses, opportunities and threats. A tool used in many organisations to assist in focussing activities where required and minimise those items that can impact negatively. Assists in understanding strengths, weaknesses, opportunities and threats that can impact on an organisation, individual, product or process. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 51. 151 Actively disengaged employees erode an organization's bottom line while breaking the spirits of colleagues in the process. Within the U.S. workforce, Gallup estimates this cost to be more than $300 billion in lost productivity alone. In stark contrast, world-class organizations with an engagement ratio near 8:1 have built a sustainable model. As organizations move toward this benchmark, they greatly reduce the negative impact of actively disengaged employees while unleashing the organization's potential for rapid growth. Linking Employee Engagement to Critical Business Outcomes - Gallup's latest meta-analysis (an analysis of data from more than 125 organizations) shows dramatic differences between top- and bottom-quartile workgroups on key business outcomes. Beyond the significant differences engaged workgroups show in productivity, profitability, safety incidents, and absenteeism versus disengaged workgroups, it is proven that engaged organizations have 2.6 times the earnings per share (EPS) growth rate compared to organizations with lower engagement in their same industry. Proven Return on Investment - Increasing employee engagement correlates directly with a positive impact on key business metrics. Productivity - In a study of professional service firms, the Hay Group found that offices with engaged employees were up to 43% more productive. The most striking finding is the almost 52% gaps in operating incomes between companies with highly engaged employees and companies whose employees have low-engagement scores. High-engagement companies improved 19.2% while low- engagement companies declined 32.7% in operating income during the study period example, New Century Financial Corporation, a U.S. specialty mortgage banking company, found that account executives in the wholesale division who were actively disengaged produced 28% less revenue than their colleagues who were engaged. Furthermore, those not engaged generated 23% less revenue than their engaged counterparts. Engaged employees also outperformed the not engaged and actively disengaged employees in other divisions. It comes as no surprise, then, that engaged employees have been statistically linked with innovation events and better problem solving. (Source: Wikipedia) The 12 questions which Gallop uses for their surveys can be found here - http://www.workforce.com/section/09/article/23/53/40.html This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 52. 154 customer request. Businesses often find that they are using a number of shippers unnecessarily when they could be reducing their shipping options and reduce overall costs. Lean Customers – Lean customers understand their business needs and therefore can specify meaningful requirements. They value speed and flexibility and expect high levels of delivery performance and quality. Lean customers are interested in establishing effective partnerships—they are always seeking methods of continuous improvement in the total supply chain to reduce costs. Lean customers expect value from the products they purchase and provide value to the consumers who they interact with. Lean supply chain management requires businesses to examine every process in their supply chain and identify areas that are using unnecessary resources, which can be measured in dollars, time or raw materials. This will improve the company’s competitiveness as well as improve the company’s overall profitability. Excerpts taken from an article by Bruce Tompkins, Principal, Tompkins Associates Chapter 28b: Achieving Lean Distribution Lean manufacturing is helping producers throughout the world reduce inventories, lower labour costs, and increase their overall efficiencies. The same concepts embraced by Lean manufacturing practitioners can help distributors achieve the goal of effective inventory management: This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 53. 157 · Products were arranged by product line, in the vendor's item-number sequence. The vendor assigned part numbers based on characteristics such as size, style, and colour. The sales or usage of each item was not a factor. And each vendor supplied some fast-moving products, some items with moderate sales, and some that were really "dogs" with little or no sales. As a result, popular products were scattered throughout the warehouse. Order pickers often walked the length of the warehouse when filling orders. The warehouse manager maintained this was a good way to find things – "After all, most large retail stores place similar items next to each other." I pointed out that product placement in retail stores cannot be compared to material organization in warehouses. In a warehouse, employees fill orders; in a retail store customers normally shop for themselves. When customers fill their own orders, they must be able to find material without the benefit of pick tickets or Radio Frequency devices that designate bin location codes and picking sequence numbers. There is also little incentive for a retailer to speed the customer through the order picking process – the longer he or she is in the store, the more they probably will buy. · Products were stored wherever there was adequate space. Best-practice distributors carefully choose their storage systems and, within each storage medium (shelves, pallet racks, cantilever trees, etc.) reserve the most accessible locations for the products with the most hits. ("Hits" represent the number of times an item appears on an order to be filled, regardless of the quantity ordered.) They also consider locating products that regularly appear on the same order near each other. Finally, most best-practice distributors effectively utilize bulk storage. The most accessible storage locations in a warehouse are often referred to as the "gold zone." You want to store as many frequent-sale products as possible in this area. So it is probably a good idea to limit the amount of space allocated to each item in this primary pick zone to a one- to two-day supply (for warehouses with a high volume of orders) to a one-to two-week supply (for warehouses that have a moderate order volume). The balance of the stock of these products should be maintained in a bulk-storage location. It is far more efficient to restock the primary pick locations once a day or once a week than to have employees constantly walking through your warehouse as they fill each individual order. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 54. 160 Chapter 29: Lean Office and Administration The 21 st century has businesses competing like never before in a race to be the best. This ‘competition’ for Operational Excellence demands more streamlined processes and Companies must become efficient in their business practices and procedures. Customer and stakeholder satisfaction can be won or lost as a result of the administrative processes that are provided, and the extent to which their needs are met or neglected. Consider the time and effort involved in completing the following type of business transactions: · Clarifying lost or incorrect data · Waiting for information · Work duplication and double entry of data · Customer complaint handling · Tracking the progress of a customer request, and · Meetings to try and improve business performance Who is disadvantaged by this waste? Lean Office has an impact across the whole of business. It is the driver for a new way of conducting business and the results are immediate. When the ‘Lean Office Tools’ are applied by teams they will: · Identify and eliminate administration waste quickly and efficiently in any office environment, · Increase participation and communication at all levels of the organisation, · Standardize ‘best practice processes’ as the basis for improvement, and This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 55. 163 · Pull vehicle into parking lot and give already waiting attendant your information. · Pull into service area and leave vehicle with keys. · Wait in lobby for service associate (average 1 - 4 minutes) · Meet with a service associate to discuss the service and sign paperwork. The new process takes less than 15 minutes from start to finish. This very simple example shows that delays can be eliminated by re-balancing work, eliminating steps, re-locating people and processes, and applying other Lean concepts. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 56. 166 will be easier to identify oversized equipment that could be replaced by smaller, more energy-efficient alternatives. In many cases, we tend to over-engineer our plant assets and, therefore, spend more than we should to operate and maintain the system or asset over the life cycle period. Sustainable Life Cycle Management – From conceptual design of new assets to the disposal of depleted assets, all functions of your business must be integrated to efficiently manage plant assets over the entire life cycle period. Life cycle asset management, with regards to environmental performance, requires that your organization be capable of determining the environmental impact associated with components and materials installed in the manufacturing system, be that energy consumption or the generation of harmful by-products and waste. Sustaining businesses have demonstrated an ability to control cost and curb environmental impact through life cycle thinking and, therefore, have created additional value within their products which can be recognized by their customers. Efficient asset management is implemented via systems and structures to capture data for the purpose of decision-making in eight aspects of the asset life cycle: a) Design – conceptual design of new assets or modification of existing assets b) Procurement – purchasing new assets or re-engineered components in order to support configuration changes in the manufacturing process c) Storage – holding new assets or components in stores until they are installed in the manufacturing process d) Installation – installing new assets or components in the manufacturing process e) Commission – initial start-up of new assets or components f) Operate – daily operational standards of practice g) Maintain – routine maintenance standards of practice and maintenance strategies h) Decommission – shutdown and disposal of manufacturing assets, or shutdown and handling of components which are uninstalled for reconditioning This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 57. 169 Incentives to “Go Green” As we’ve seen thus far, applying lean manufacturing principles toward environmental performance improvement has the ability to dramatically reduce the overall impact of manufacturing on the environment, but there might be other incentives for your business to focus efforts on going green. Besides federal government programs, such as the EPA’s “Lean Manufacturing and the Environment”, there are several state and local government incentives designed to encourage manufacturers to further help conserve national resources through Renewable Energy Certificates (REC). In most states, RECs can be applied toward investments in alternative energy sources, utility loans and rate discounts, environmental grants, and even tax credits and exemptions, all of which help to further reduce the operational costs associated with manufacturing, as well as improve the image of your business. This is taken from the article “Use lean manufacturing principles to deliver green results” written by Darrin Wikoff and published on www.reliableplanet.com. This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 58. 172 Bibliography 1. The Machine that Changed the World - by Womack, James P., Daniel T. Jones, and Daniel Roos 1990 2. Lean Thinking, Second Edition by Womack, James P. and Daniel T. Jones 2003 3. Lean Solutions by Womack, James P. and Daniel T. Jones 2005 4. Toyota Production System – Beyond Large-Scale Production by Taiichi Ohno 1988 5. Kanban Just-in-Time at Toyota by Japan Management Association 1989 6. Quick Die Change 2 nd Edition by David Smith 2005 7. Keeping Score by Mark Graham Brown 1996 8. Hoshin Kanri Policy Deployment for successful TQM by Yoji Akao 1991 9. Using Lean for Faster Six Sigma Results – A synchronised approach by Mark A Nash, Sheila R. Poling and Sophronia Ward 2006 10. Quick Changeover Simplified The Manager’s Guide to Improving Profits with SMED by Fletcher Birmingham and Jim Jelinek 2007 11. Getting the Right Things Done – A Leader’s Guide to Planning & Execution by Pascal Dennis 2006 12. The Gold Mine – a novel of Lean turnaround by Freddy Balle & Michael Balle 2005 13. Six Sigma Fundamentals – A Complete Guide to the System, Methods and Tools by D.H. Stamatis 2004 14. Lean Production Simplified 2 nd edition by Pascal Dennis 2007 15. Value Stream Management by Don Tapping, Tom Luyster and Tom Shunker 2002 16. Pull Production for the Shop Floor – Productivity Press Shop Floor Series 2002 17. Standard Work for the Shop Floor – Productivity Press Shop Floor Series 2002 18. Mistake Proofing for Operators: The ZQC System - Productivity Press Shop Floor Series 1997 19. TPM for Supervisors - Productivity Press Shop Floor Series 1996 20. Hoshin Kanri for the Lean Enterprise by Thomas L. Jackson 2006 21. The Lean Company – Making the Right Choices by James A. Jordan, Jr. and Frederick J. Michel 2001 22. The Goal by Eliyahu M. Goldratt and Jeff Cox 2004 This document is a partial preview. Full document download can be found on Flevy: http://flevy.com/browse/document/lean-mba-e-book-1000
- 59. 1 Flevy (www.flevy.com) is the marketplace for premium documents. These documents can range from Business Frameworks to Financial Models to PowerPoint Templates. Flevy was founded under the principle that companies waste a lot of time and money recreating the same foundational business documents. Our vision is for Flevy to become a comprehensive knowledge base of business documents. All organizations, from startups to large enterprises, can use Flevy— whether it's to jumpstart projects, to find reference or comparison materials, or just to learn. Contact Us Please contact us with any questions you may have about our company. • General Inquiries support@flevy.com • Media/PR press@flevy.com • Billing billing@flevy.com