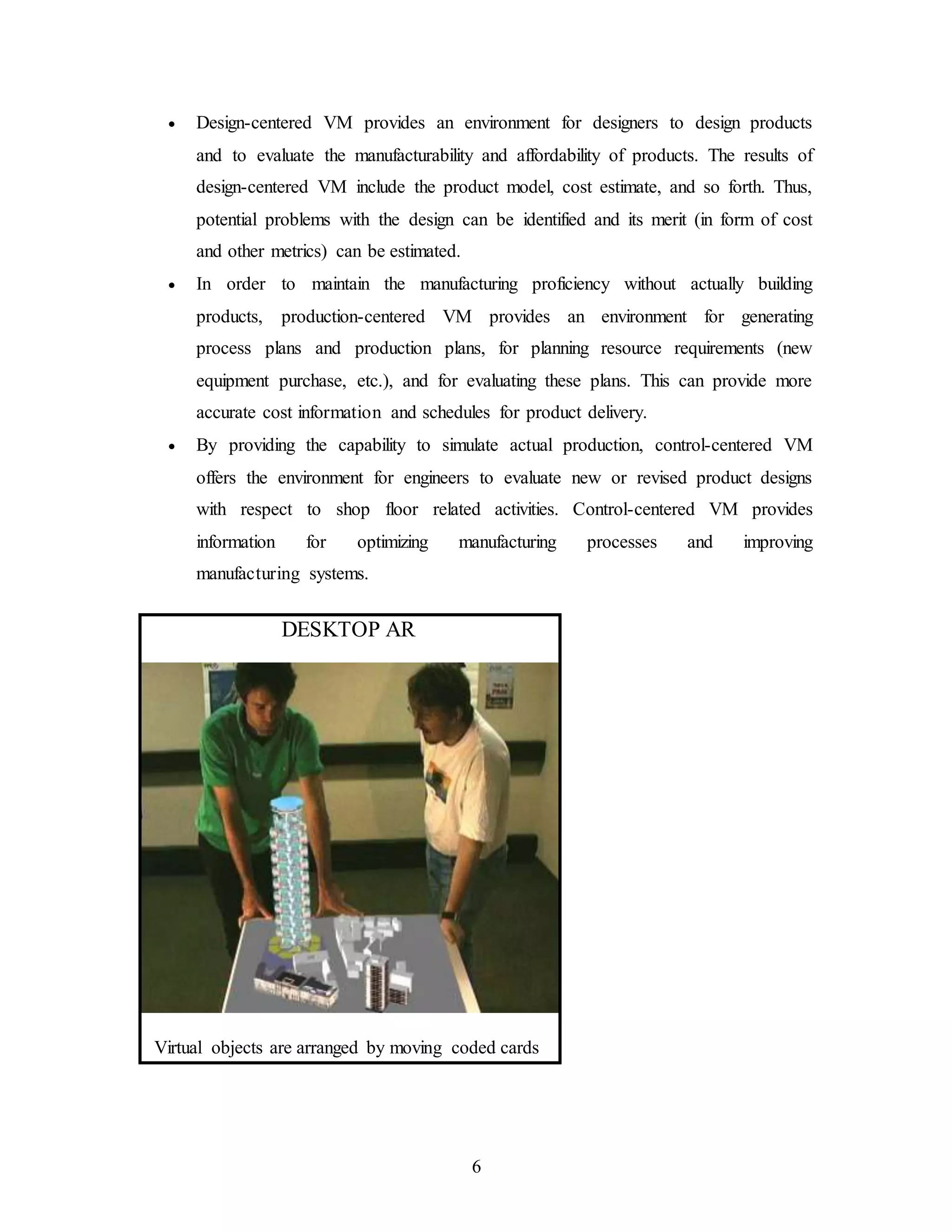
The document discusses virtual manufacturing (VM), which involves simulating manufacturing processes on a computer before producing physical prototypes. VM can reduce costs and development time by identifying potential issues early on. It works by breaking models down into finite elements and simulating how the parts and processes would interact. The document outlines three main types of VM - design-centered for evaluating designs, production-centered for planning processes, and control-centered for simulating actual production. It also provides an example of using VM and finite element analysis to simulate a machining process and optimize factors like manufacturability.