This document provides an operation plan for a new factory producing ski locks. It outlines the manufacturing process which will use batch production. Key aspects include:
- The manufacturing process involves 5 stages: preparation, bending/drilling, hardening, injection moulding, and assembly/testing.
- A total of 7 employees are needed, including a managing director, operations manager, and 5 production operators.
- Two components, a locking bar and retractable wire, will be outsourced to specialized suppliers to ensure quality and cost-effectiveness.
- Quality management procedures like testing and ISO certification are described to meet customer and business requirements.
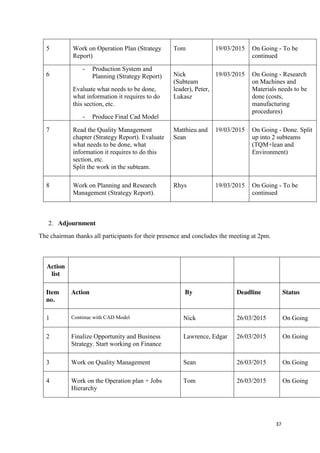
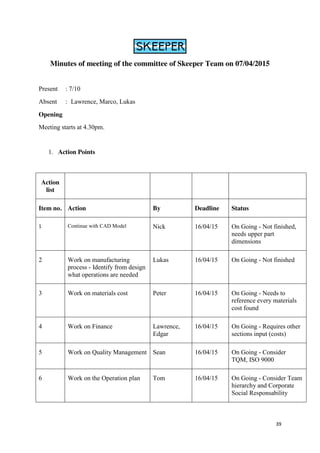
- Environmental sustainability is also considered through material sourcing
































![32
Slack, N.S., Chambers, S.C. and Johnston, R.J. (2010) Operations Management. 6th ed. Edinburgh
Gate: Pearson Education Limited.
web-friendly version of the Health and Safety Law pocketcard, published 04/09. available from:
http://www.hse.gov.uk/pubns/law.pdf
GOV.UK (2015) Health and safety at work [Online] Available from:
https://www.gov.uk/browse/employing-people/health-safety
BSSA, British Stainless Steel Association (2014) “Environmental aspects of stainless steel”
http://www.bssa.org.uk/sectors.php?id=99
Sibur, (2013) “LDPE” http://sibur-int.com/product/polymers/catalog/item205.php
Pollution issues, (2013) « Plastic » http://www.pollutionissues.com/Pl-Re/Plastic.html
CIPS (2007), “How to develop a waste management and disposal strategy”
https://www.cips.org/Documents/About%20CIPS/Develop%20Waste%20v3%20-%2020.11.07.pdf
TABLE OF FIGURES
Figure 1 Variety- Volume Diagram for Batch Manufacturing .................................................................................5
Figure 2 Technology Integration Graph..................................................................................................................6
Figure 3 Supply Network ........................................................................................................................................8
Figure 4 Employee Hierarchy Diagram ...................................................................................................................8
Figure 5 Company Management Hierarchy Diagram ...........................................................................................13
Figure 6 DMAIC.....................................................................................................................................................18
Figure 7 Anticipation Inventory............................................................................................................................19
Figure 8 Process Control.......................................................................................................................................20
Figure 9 Waste Recycling......................................................................................................................................23
Figure 10 GANTT Chart .........................................................................................................................................27
Figure 11 PERT Chart ............................................................................................................................................28
Figure 12 Work Breakdown Structure ..................................................................................................................28
Figure 13 Floor Plan..............................................................................................................................................30](https://image.slidesharecdn.com/fd16fac5-72df-46f8-a1e6-ff75615066b9-151130110307-lva1-app6891/85/Strategy-Report-33-320.jpg)