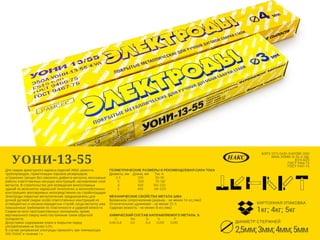
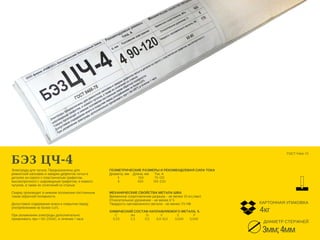
Документ описывает производство электродов для сварки, включая их типы, характеристику и применения в зависимости от марки стали. Приведены технические параметры, такие как диаметр, длина, сила тока, а также содержание влаги перед использованием и условия прокаливания при увлажнении. Указаны механические свойства и химический состав наплавляемого металла, а также рекомендации по их применению в различных условиях.