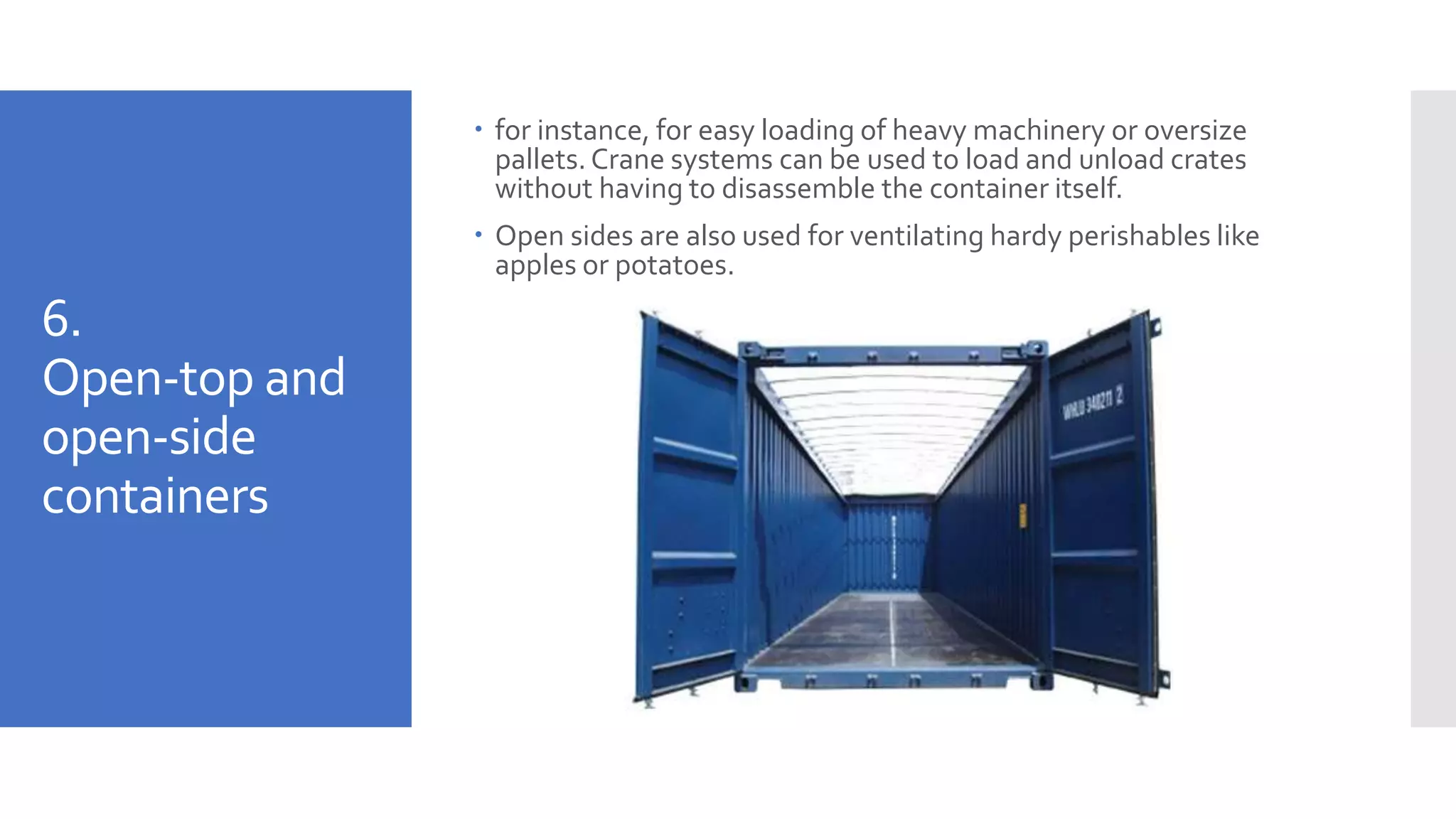
The document presents an analysis of the shipping container market, emphasizing the growth and dominance of plastic materials as alternatives to traditional metal containers. It details the various types of shipping containers and the benefits of using polymers and composites for manufacturing, highlighting their lower weight, resistance to chemicals, and cost-effectiveness compared to metal. The conclusion stresses that plastics and composites are becoming competitive materials to metals, with applications in shipping container production due to their advantageous properties.