
More Related Content
Viewers also liked
Similar to Final Report submission
Similar to Final Report submission (20)
Final Report submission
- 1. Nuclear, Plasma, and Radiological Engineering | University of Illinois at Urbana-Champaign 216 Talbot Laboratory, MC-234 | 104 South Wright Street | Urbana, IL 61801 217/333-2295 | fax: 217/333-2906 | email: nuclear@illinois.edu Authors: Kevin D’Souza Joel Exner Arsalan Muneeruddin Peter Ota Aditya Patel Instructors: Prof. J. F. Stubbins Dr. C. Sollima Advisors: Dr. D. W. Miller Christopher Gans Reduction of Cask Dose (RoCD) NPRE 458 / 548: NUCLEAR DESIGN 2015
- 2. NPRE – 458: Nuclear Design Page 2 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Abstract Nuclear utilities are tasked with transitioning their spent fuel from wet to dry storage. With no federal procedural standard in place for this transition, dose to workers during dry cask storage campaigns varies significantly across the nation. RoCD investigates universal means to reduce dose to workers during dry cask storage campaigns. After assessing this week-long process, procedures that lead to the most dose are identified. Techniques are proposed in order to reduce dose during these procedures. The potential impact of rearranging fuel assemblies based on source strength is modeled. Other techniques that are assessed include increasing worker distance, decreasing worker exposure time, and improving shielding. The cost of these improvements are weighed against the benefit of dose reduction in accordance with the ALARA principle.
- 3. NPRE – 458: Nuclear Design Page 3 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table of Contents Abstract........................................................................................................................................... 2 List of Symbols............................................................................................................................... 6 List of Figures................................................................................................................................. 8 List of Tables .................................................................................................................................. 9 1. Introduction............................................................................................................................ 10 1.1 Scope.............................................................................................................................. 10 1.2 Objectives....................................................................................................................... 10 1.3 Structure ......................................................................................................................... 10 2. RoCD Conceptual Design................................................................................................. 10 2.1 Background .................................................................................................................... 11 2.1.1 Dry Storage Origins ..................................................................... 11 2.1.2 Current Dry Storage Process........................................................ 11 2.2 General Dose Reduction Techniques ............................................................................. 13 2.2.1 Time....................................................................................... 14 2.2.2 Distance.................................................................................. 14 2.2.3 Shielding ................................................................................ 14 2.3 State-of-the-Art .............................................................................................................. 15 2.3.1 Robotic Technology............................................................... 15 2.3.2 Never Wet .............................................................................. 18 2.3.3 Spent Fuel Pool Demineralizer.............................................. 18 2.3.4 Fuel Assembly Cleaning........................................................ 18 2.3.5 Shielding Materials ................................................................ 19 2.4 Social Impact.................................................................................................................. 20 2.5 Environmental Impact.................................................................................................... 20 2.6 Regulations..................................................................................................................... 20 2.7 Ethical Impact ................................................................................................................ 21 3. RoCD Feasibility.................................................................................................................... 22 3.1 Decision Making Process............................................................................................... 22 3.2 Dry Cask Specifications................................................................................................. 23 3.3 Economic Analysis......................................................................................................... 23
- 4. NPRE – 458: Nuclear Design Page 4 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 3.3.1 Dose Model............................................................................ 23 3.3.2 Shielding Cost........................................................................ 24 3.3.3 Remote Technologies............................................................. 25 3.4 Robotics Feasibility........................................................................................................ 25 3.5 Mock-Up Assessment .................................................................................................... 26 3.6 Crowd Control................................................................................................................ 26 3.7 Fuel Assembly Positioning ............................................................................................ 27 3.8 Work Breakdown Structure............................................................................................ 27 3.9 Product Breakdown Structure ........................................................................................ 28 4. RoCD Preliminary Design ..................................................................................................... 29 4.1 Source Calculation ......................................................................................................... 30 4.2 Shielding Selection......................................................................................................... 31 4.2.1 Radiation Energies................................................................. 31 4.2.2 Shielding Material Selection.................................................. 31 4.3 Distance Model .............................................................................................................. 32 4.4 Time Calculation............................................................................................................ 33 4.5 Dose Calculation ............................................................................................................ 35 4.6 Economic Calculation .................................................................................................... 37 4.6.1 Shielding Economics ............................................................. 38 4.6.2 Types of Shields..................... Error! Bookmark not defined. 5. RoCD Technical Analysis...................................................................................................... 41 5.1 MPC Neutron Flux Model.............................................................................................. 42 5.2 MPC Gamma Flux Simulation....................................................................................... 46 5.2.1 Gamma Model ....................................................................... 46 5.2.2 Gamma Ray Source ............................................................... 47 5.2.3 Results.................................................................................... 48 5.3 Economic Model ............................................................................................................ 48 5.3.1 Methodology.......................................................................... 48 5.3.2 Results.................................................................................... 50 5.4 Recommendations.......................................................................................................... 53 5.4.1 Shielding ................................................................................ 53
- 5. NPRE – 458: Nuclear Design Page 5 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 5.4.2 Time....................................................................................... 58 5.4.3 Distance.................................................................................. 59 5.4.4 Crowd Control ....................................................................... 60 5.4.5 Fuel Rod Positioning.............................................................. 60 6. Conclusion.............................................................................................................................. 60 6.1 Achievements................................................................................................................. 60 6.2 Limitations ..................................................................................................................... 61 6.3 Future Activities............................................................................................................. 61 7. References.............................................................................................................................. 61 Appendix A: Ethics Exercise........................................................................................................ 64 Appendix B: Serpent MPC Model Code ...................................................................................... 65 Appendix C: Serpent Burnup Calculation Codes ......................................................................... 73
- 6. NPRE – 458: Nuclear Design Page 6 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD List of Symbols ALARA As Low As (is) Reasonably Achievable AWS Automated Welding System BWR Boiling Water Reactor CEA French Atomic Energy Commission COGEMA Compagnie Generale des Matieres Nucleaires (French Nuclear Company) DSC Dry Storage Cask EDF Électricité de France (French electric utility company) EWS Engineering Workstations GTAW Gas Tungsten Arc Welding HDPE High Density Polyethylene HI-STORM Holtec International Storage Module HRA High Radiation Area IAEA International Atomic Energy Agency INPO Institute of Nuclear Power Operations ISFSI Independent Spent Fuel Storage Installation ISOE Information System on Occupational Exposure MCNP Monte Carlo N-Particle Transport Code MPC Multi-Purpose Cask MRS Monitored Retrievable Storage NATC North American Technical Center for ALARA NPP Nuclear Power Plant NRC Nuclear Regulatory Commission PWR Pressurized Water Reactor
- 7. NPRE – 458: Nuclear Design Page 7 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD QC Quad Cities Generating Station R&D Research and Development RP Radiation Protection SFP Spent Fuel Pool SNF Spent Nuclear Fuel UIUC University of Illinois at Urbana-Champaign
- 8. NPRE – 458: Nuclear Design Page 8 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD List of Figures Figure 1. Fuel rod loaded in the spent fuel pool. .......................................................................... 12 Figure 2. Workers preparing the cask for welding. ...................................................................... 12 Figure 3. Manual welding of lid/ports. ......................................................................................... 12 Figure 4. Dry casks on Independent Spent Fuel Storage Installation (ISFSI) at D.C. Cook Generating Station. ....................................................................................................................... 13 Figure 5. MAGRITTE - French Virtual Reality Design for Telerobotics [3] .............................. 16 Figure 6. Japanese Two-Arm Bilateral System [3]....................................................................... 17 Figure 7. Operators of the Two-Arm Bilateral System [3]........................................................... 17 Figure 8. Ishikawa Diagram.......................................................................................................... 22 Figure 9. Flow Chart of Product Breakdown Structure. ............................................................... 29 Figure 10. Intensity of 1 MeV gamma rays versus the thickness of lead and tungsten................ 32 Figure 11. Dry Cask Campaign Dose (2012)................................................................................ 35 Figure 12. Economic Analysis of Gamma Shielding Materials. .................................................. 40 Figure 13. Economic Analysis of Neutron Shielding Materials................................................... 41 Figure 14. MPC-32 Assembly Loading Patterns. ......................................................................... 45 Figure 15. Plot of gamma ray intensity over distance inside a source material, steel, concrete and air. ................................................................................................................................................. 47 Figure 16. Optimization of Radiation Protection Cost-Benefit Model......................................... 49 Figure 17. Cost Optimization Model for Various Shielding Materials ........................................ 52 Figure 18. Top-down view of MPC lid with one half of RoCD shielding in place. Note: not to scale............................................................................................................................................... 54 Figure 19. Top-down view of RoCD shielding ............................................................................ 55 Figure 20. Side profile of RoCD shielding................................................................................... 55 Figure 21. Gamma Attenuation for T-Flex W [33]....................................................................... 57 Figure 22. Neutron Attenuation for Borotron [34]. ...................................................................... 57
- 9. NPRE – 458: Nuclear Design Page 9 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD List of Tables Table 1. NRC 10 CFR Part 61 Dose Limits.................................................................................. 21 Table 2. Cost data from 1995 RP Calculation, Cook Nuclear Power Plant.................................. 23 Table 3. Cost data for different shielding type used in PWR/BWR dry cask............................... 25 Table 4. Work Breakdown Structure. ........................................................................................... 28 Table 5. Dose Rate at Various Locations (HI-TRAC).................................................................. 31 Table 6. Dose estimate from fuel loading campaigns................................................................... 34 Table 7. Federal Regulation 10 CFR 20 limits. ............................................................................ 35 Table 8.Assumptions and equations utilized by the economic model.......................................... 38 Table 9. Percent Reduction of Gamma Dose for Various Shielding Materials and Thicknesses. 39 Table 10. Cost Data for Gamma Shielding Materials................................................................... 39 Table 11. Thickness Required to Achieve 90% Reduction in Gamma Dose for Shielding Materials ....................................................................................................................................... 39 Table 12. Summary of Neutron Shielding Materials.................................................................... 41 Table 13. Westinghouse Standard 17x17 Fuel Assembly Specifications..................................... 43 Table 14. Serpent MPC Neutron Model Results .......................................................................... 44 Table 15. Properties of fuel assemblies used in simulation.......................................................... 48 Table 16. Summary of Assumptions for the Cost-Benefit Analysis............................................. 50 Table 17. Optimal Thickness for Various Materials..................................................................... 51 Table 18. Overall dose with 10% time reduction. ........................................................................ 59
- 10. NPRE – 458: Nuclear Design Page 10 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 1. Introduction This project explores the possibility of reducing the overall acquired dose during dry storage campaigns. Currently NPPs report an average of up to 300-500 mrem per dry cask. However, some NPP’s have reported a dose of 150 mrem for a single dry cask. The industry goal for the overall dose received is less than 100 mrem per dry cask. 1.1 Scope Dry cask storage is an essential step between spent fuel pool storage and permanent storage. This project focuses on dose optimization during this transition. RoCD incorporates general dose reduction techniques as well as in-depth analysis of fuel rod positioning to reduce worker dose. These techniques are applicable to dry cask storage campaigns throughout the world. 1.2 Objective The objective of this project is to reduce worker dose to more desirable levels during dry cask storage campaign based on the ALARA principle. Methodology for accomplishing this objective includes the following: assessing current work practices, time-motion studies of work, shielding assessment and design, and strategic fuel assembly positioning. 1.3 Structure of the Report The structure of this report is organized into broad chapters with specific sub-sections: 1) Introduction 2) Conceptual Design – Development and motivation of RoCD. 3) Feasibility – Initial analysis of the ease of dose reduction technique implementation. 4) Preliminary Design – Considers information from Chapters 2 & 3 and develops inputs for technical analysis. 5) Technical Analysis – Perform analysis on radiation and economic models. 6) Conclusion – Achievements, Limitations and future activities of RoCD. 2. RoCD Conceptual Design The main purpose behind RoCD’s mission is to uphold the ALARA principle as is required by the NRC. RoCD seeks to reduce the amount of radiation dose that is acquired from transferring SNF from wet storage to dry storage. This senior design project is an idea proposed by Quad Cities Senior Radiation Protection Technical Specialist Christopher Gans and NATC Regional Director David W. Miller. The goal is to further minimize the dose received by the employees working on the transferring process by looking into relevant dose reduction techniques. The idea
- 11. NPRE – 458: Nuclear Design Page 11 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD proposes the challenge of making the wet to dry storage transition safer. This chapter contains background on the current loading and welding process, dose reduction techniques, economic, ethical and social impacts. 2.1 Background This section summarizes the reason for dry storage canisters. It also discusses the current dry storage canister loading process. 2.1.1 Dry Storage Origins As spent fuel pools (SFPs) at nuclear power plants (NPPs) near their capacities, more and more nuclear utilities in the US are tasked with transitioning SNF from wet storage to dry storage. Without a long-term spent nuclear fuel (SNF) storage option in sight, and with the NRCs clearer commitment to dry storage after the events of Fukashima, dry storage is the sole option for SNF storage beyond the SFP in the US. 2.1.2 Current Dry Cask Storage Process The current dry cask storage process is generally standard between NPPs, so a broad step-by-step procedure of this process follows. Data on current work practices referenced in this report have been provided by D.C. Cook and Quad Cities Generating Stations. Quad Cities and D.C. Cook use storage and transport canisters supplied by Holtec (HI-TRAC, HI-STORM 100 and MPC-32/68). The outer steel envelope is made of Alloy 22, a Ni-Cr-Mo alloy. This steel layer is generally 3-5” thick and is designed for corrosion resistance and welding. Borated shielding (polyethylene) is about 6” thick. The storage canister is nearly 20’ tall and has a diameter of about 11’. It weighs over 180 tons. Due to these massive dimensions, it is necessary to use a crane to transport the cask around the facility. Prior to fuel loading, the MPC is inserted into the HI-TRAC. There is a small space between the MPC and HI-TRAC. This space is called the annulus gap. The annulus gap is filled with demineralized water prior to insertion in the spent fuel pool to provide shielding during later steps. Fuel Loading Process
- 12. NPRE – 458: Nuclear Design Page 12 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD The empty storage container (HI-TRAC and MPC) is lifted by a crane and placed above the spent fuel pool. After it is lowered into the pool and is fully submerged and filled with water, the fuel assemblies are loaded into the MPC individually (Figure 1). The loading pattern varies based on fuel age and thermal limits. The loading crane is controlled by a worker that is at a safe distance above the SNF pool. Once all the fuel rods are loaded into the storage canister, a MPC lid (with drain and vent ports) is lowered and placed on top of the cask. The cask is then pulled from the pool, beginning the next stage of the storage process. Drying, Preparation, and Decontamination Once the cask is pulled from the pool, it is dried, prepped, and decontaminated. The annulus gap filled with water provides shielding during this step. Figure 2 shows the workers performing these preparation procedures. Welding Once the cask is dried, the lid welding process begins. The MPC lid is welded remotely or by a worker if remote welding isn’t available. After the lid is welded, an inert gas (usually helium) is pumped into the MPC lid ports to remove any residual moisture. The annulus gap that was filled Figure 2. Workers preparing the cask for welding. Figure 1. Fuel rod loaded in the spent fuel pool. Figure 3. Manual welding of lid/ports.
- 13. NPRE – 458: Nuclear Design Page 13 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD with water is drained and dried. Vent and drain port covers are installed by a few workers and manually welded shut (Figure 3). Next, a closure ring around the annulus gap is installed and welded remotely or by a worker if remote welding isn’t available. Transport to Storage Area After the welding process is completed, the DSC is transported to the storage area. Before it can be transported, the DSC is placed into the HI-STORM cask. After both the HI-TRAC and MPC is placed inside the HI-STORM, the HI-TRAC is removed and prepped for reuse. The HI- STORM and MPC is transported to the storage bay, where it will remain until final storage. Figure 4. Dry casks on Independent Spent Fuel Storage Installation (ISFSI) at D.C. Cook Generating Station. Dose reduction methods that can be applied during these steps and an optimized procedure focusing on dose reduction will be discussed in later sections. 2.2 General Dose Reduction Techniques There are three general dose reduction techniques: reducing time near the source, increasing distance from the source and increasing shielding between the worker and source. An important goal of any work procedure that involves radiation exposure is ALARA: “As Low As Reasonably Achievable.” With ALARA being a federal mandate, all dose reduction techniques must be considered. Economic considerations are based on the term “reasonable” and can vary from plant to plant. This section explains these fundamental concepts. The concepts will be applied in Section 3.
- 14. NPRE – 458: Nuclear Design Page 14 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 2.2.1 Time The general dose reduction method of time reduction will be discussed in the following section. The equation for dose acquired is shown below: 𝐷𝑜𝑠𝑒 𝐴𝑐𝑞𝑢𝑖𝑟𝑒𝑑 = 𝐷𝑜𝑠𝑒 𝑅𝑎𝑡𝑒 ∗ 𝑇𝑖𝑚𝑒 (1) The dose acquired is directly proportional to the time spent in the radiation zone. An example of a dose calculation based on time is shown below: DC Cook’s projected dose rate during the cask welding/processing step is 0.6 mREM/hr. The total man hours spent on this step is estimated at 300. 𝐷𝑜𝑠𝑒 𝐴𝑐𝑞𝑢𝑖𝑟𝑒𝑑 = 0.6 𝑚𝑅𝐸𝑀 ℎ𝑟 ∗ 300 ℎ𝑟 = 180 𝑚𝑅𝐸𝑀 (2) The dose acquired calculation if the time is reduced by 20% is shown below: 𝐷𝑜𝑠𝑒 𝐴𝑐𝑞𝑢𝑖𝑟𝑒𝑑 = 0.6 𝑚𝑅𝐸𝑀 ℎ𝑟 ∗ (300 ℎ𝑟 ∗ 0.8) = 0.6 𝑚𝑅𝐸𝑀 ℎ𝑟 ∗ 240 ℎ𝑟 = 144 𝑚𝑅𝐸𝑀 (3) Equations 2 and 3 show the effect of time reduction on total acquired dose. Reducing time is an effective dose reduction method and the feasibility will be analyzed in later sections. 2.2.2 Distance Increasing the distance between the worker and the radiation source reduces the worker’s dose. Ways that distance will be utilized in reducing dose are as follows: Investigating robotic technologies for remote operation near the source Strategically arranging fuel assemblies in the MPC (multipurpose canister) in order to distance workers from the assemblies with the highest source. Ensuring unnecessary personnel are not present in radiation areas, particularly during work associated with higher dose rates. 2.2.3 Shielding Ionizing radiation consists of alpha particles, beta particles, neutron radiation, gamma rays, x- rays and ultraviolet radiation. Alpha particles and beta particles are stopped by very thin solid materials and can be ignored due to the thickness of the dry shielded canister. High energy UV radiation is also stopped by thin solid materials and can be ignored. X-rays do not have enough energy to penetrate through the DSC. Gamma rays and neutrons are the only forms of radiation that RoCD is concerned with while sealing the dry canister.
- 15. NPRE – 458: Nuclear Design Page 15 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 2.3.3.1 Gamma Shielding Equation 4 is used to find the number of transmitted gamma rays through a medium [2]. I0 is the number of transmitted photons without any shielding. The thickness is t and μ is the linear attenuation coefficient. The larger the attenuation coefficient, the more gamma rays the material absorbed. I is the number of photons at distance t through the shielding. A thicker piece of material will absorb more high energy electromagnetic radiation. 𝐼(𝑡) = 𝐼0 𝑒−𝜇𝑡 (4) 2.3.3.2 Neutron Shielding Equation 5 is used for neutron interactions with matter [2]. It is the same as the gamma ray transmission equation except the linear attenuation is replaced by the total macroscopic cross section of the material. A larger cross section absorbs or scatters more neutrons. I(t) is the intensity of uncollided neutrons. This equation does not account for scattered neutrons. 𝐼(𝑡) = 𝐼0 𝑒−Σ 𝑡𝑜𝑡 𝑡 (5) To account for scattered neutrons, a Serpent code is used. Serpent is a three-dimensional continuous-energy Monte Carlo reactor physics burnup calculation code. Shielding parameters are an input for the code. More details on Serpent are in Section 5.1. 2.3 State-of-the-Art Dose-reducing innovations are already being implemented. Methods include implementing a variety of robotic technologies, innovative types of shielding, and analyzing how the effect of cleaning and repositioning the fuel affects the amount of dose received. RoCD expects to present these ideas and assess how each of these innovations can be beneficial to the primary objective. 2.3.1 Robotic Technology Existing robotic technology can be classified into two different categories. The two types of robotic implementations that can be utilized are remote technology and automated technology. The automated system has an employee supervising from a different room that is either far away from the source or shielded so that no harmful radiation is experienced. This system is more like an assembly line, much like the automotive industry. Everything functions by itself through coding and robotic interactions. There will be a few individuals enforcing quality control through either a live video feed or through specific shielded areas. The next system that can be implemented is the remote technology system. Remote technology systems require an operator to control the machinery directly so the human element is still present. The employee is attempting to work in 3D space through a monitor. Gaging depth in this scenario is difficult and additional training must be provided in order to perform.
- 16. NPRE – 458: Nuclear Design Page 16 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 2.3.1.1 Remote Technology Considering the concern of the amount of dosage received by laborers, nuclear companies and associations around the world began developing remote handling systems. Many are prototypes that still need to be tested and optimized, while others are used currently in nuclear facilities. The following information depicts the current progress of leading innovators in countries around the world. France has increased its attention on developing robotic solutions to handle radioactive materials. The CEA is leading the cause along with its associates (COGEMA, EDF, and Framatome). Some examples of projects they are working on are of the following: the Dexterous Arm for Teleoperation (BD250), and the Virtual Reality for Telerobotics (MAGRITTE). The Dexterous Arm for Teleoperation provides an impressive reduction of cost and includes a force-feedback teleoperation control system. This helps with increasing the execution processes of the system. It was marketed by SICN Company, and was vetted in 1998 at COGEMA La Hague plant. MAGRITTE is a virtual system that trains future operators on how to handle remote control systems. It was established mainly as a safety technique, which allows operators to practice before testing their skills on an actual radioactive system. This allows for a safer environment and provides a confidence boost to the operating personnel. It also prevents mistakes from happening. [3] Figure 5. MAGRITTE - French Virtual Reality Design for Telerobotics [3] Japan is another leader in the robotic industry. They currently have many machines being prototyped to be used in the nuclear industry. It is often compared to the robots that are operating in the automobile industries. They are investigating many possibilities of how robots can serve their dose reducing agenda. They are currently researching robotic inspection, maintenance, and handling of SNF. An example of robotic involvement with handling nuclear waste is the two-arm bilateral servo manipulator system. This system entails of a robotic system that has a cameras on both sides of the machine and allows it to be controlled remotely by another individual. This
- 17. NPRE – 458: Nuclear Design Page 17 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD robotic system has countless applications once further testing and optimization is done in the future. [3] Figure 6. Japanese Two-Arm Bilateral System [3] Figure 7. Operators of the Two-Arm Bilateral System [3] Incorporation of remote technologies is beneficial because it can be a feasible addition to a NPP. It increases the distance between the source and the employee resulting in a negligible amount of dose experienced. Further feasibility analysis is done in Section 3.4.
- 18. NPRE – 458: Nuclear Design Page 18 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 2.3.1.2 Automated Technology Automated technologies have been a solution many countries have looked at in reducing the amount of exposure that employees receive. Some of those technologies are mentioned in the Remote Technologies section above. The United States was also in the process of creating a mechanical system for handling SNF at Yucca Mountain, until the geological repository was closed down through the loss of federal funding and political reasons in 2011. The waste handling building had five different systems that were incorporated. Those five systems included of securing, raising, unloading, holding, reloading, and encasing. The main mechanical systems at this building would be automated in an assembly line fashion. The mechanical process that would be in place had the potential to be efficient and safe at the same time. It solved the problem of personnel dose rate by having majority of the work being conducted by assembly line machines. Direct employee contact with the system could be modified to video loop feeds and select safe locations where temporary shielding would be present. [3] A completely automated process presents many solutions to the dose problem. It completely takes the employee out of contact with the source. This is beneficial in that it allows a complete reduction of the dose experienced by employees. Further feasibility analysis is done in Section 3.4. 2.3.2 Never Wet NeverWet is a silicon based liquid that is sprayed on the surface of a material. When said material comes in contact with water, a small air pocket is formed between the water and the coating, allowing for any moisture to quickly be shed from the surface. This is because a surface that has high micro-roughness and low surface energy will exhibit hydrophobic properties. The use of NeverWet technology at the Robinson plant reduced the decontamination time and saved an estimated 30 mrem/cask [4]. 2.3.3 Spent Fuel Pool Demineralizer A demineralizer intended to remove radioactive ions in spent fuel pools via ion exchange may assist in lowering worker dose. 2.3.4 Fuel Assembly Cleaning At some nuclear power plants, fuel assemblies are cleaned between fuel cycles in order to lower Co-60 deposit amounts. Fuel assemblies can be cleaned either ultrasonically or with resin. This cleaning leads to less Co-60 circulating through the plant, therefore lowering the dose to workers in NPPs.
- 19. NPRE – 458: Nuclear Design Page 19 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD It is not current practice to clean fuel assemblies prior to placing the fuel assemblies into wet storage as SNF. However, removing Co-60 deposits (CRUD) from the fuel assemblies could lower gamma dose to workers placing these fuel assemblies into dry storage. 2.3.5 Shielding Materials The materials used for shielding are broken up into two categories, gamma and neutron shielding. 2.4.5.1 Gamma Shielding Gamma radiation is best absorbed by materials with heavy nuclei. Lead is commonly used due to its high atomic weight and density. Tungsten is also considered due to its density and reduced toxicity. Other dense metals are rarer than tungsten and lead, therefore, are not considered feasible for economic reasons. Heavy, thick shielding is necessary for gamma radiation protection. The amount of shielding may vary for different canisters based on their purpose. It may not be economical to have 12 inches of heavy lead shielding for a transportation cask but the shielding must be adequate for NRC spent fuel transportation policies. Since the cask design will stay the same, additional shielding may be added while workers are present. Lead blankets and plates are considered for additional gamma shielding. Tungsten can be mixed with plastic to form plastic pellets. Information provided by Exelon indicates that the tungsten pellets are 1.16 times as effective as a solid sheet of lead of the same thickness. 2.4.5.2 Neutron Shielding Materials with high neutron scattering cross sections and low atomic weights are good for slowing neutrons. The most efficient way to remove energy from a neutron is to moderate it with a particle with similar mass. The mass of hydrogen is nearly identical to the mass of a neutron. Therefore, a large amount of hydrogen is good for reducing the energies of neutrons. High density polyethylene ([C2H4]n) has a high density of hydrogen. Borated high-density polyethylene (HDPE) is common in neutron shielding in medical vaults, nuclear reactors and other radiation applications [5]. It combines a neutron absorber with a material that has a high density of hydrogen. Borated HDPE is lightweight, cost-effective and durable. Sheets of HDPE are ideal for neutron protection while having high mobility. These sheets are recommended for additional neutron protection around a DSC while it is being loaded and sealed.
- 20. NPRE – 458: Nuclear Design Page 20 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 2.4 Social Impact The social impacts corresponding to this objective is in majority all positive. Minimizing the amount of radiation experienced by employees is seen as a socially acceptable enterprise. A standardized procedure to move SNF from wet storage to dry storage creates a community amongst nuclear power plants that can further influence better techniques for dose reduction. These innovative techniques can then be shared from power plant to power plant so that an increased reduction can be seen on a collective front. 2.5 Environmental Impact The overarching environmental issues that need to be taken into account when approaching this problem all revolve around the effect of the radiation that is being emitted from the dry casks. The entire process of taking the SNF out of the pool and putting it into the dry cask is taken care of in the nuclear facility. Nuclear power plants are designed so that there is not much leakage outside to the environment. Therefore, there is not much environmental impact within the scope of this project. After the casks are transported out, they need to be stored in a secure location away from any type of water supplies or residential areas. Mixed waste, a byproduct of using lead shielding, can be hard on the environment and thus increasing the amount of nuclear waste that is produced each year. The incorporation of different types of shielding materials will help reduce the levels of mixed waste products. This will lead to a more beneficial environmental impact. 2.6 Regulations Federal and local regulations need to be assessed thoroughly at the beginning of our process. An action towards reducing worker dose cannot be performed if it will violate an existing policy. Federal occupational dose limits for adults are listed in Table 1, which are established by the NRC in 10 CFR Part 61 [6]. Notably, local control levels for maximum occupational exposure at QC have not yet been received. Additionally, Exelon sets an upper limit of 2 rem/yr for all employees. These levels are more limiting than those of Table 1. However, even these local control limits will be less limiting than our objective’s constraint: to lower total worker dose to under 0.100 man-rem for the operation of concern.
- 21. NPRE – 458: Nuclear Design Page 21 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table 1. NRC 10 CFR Part 61 Dose Limits Dose Limit rem/year Total effective dose equivalent 5 Sum of deep-dose equivalent and committed dose equivalent to any individual organ other than those listed 50 Skin tissue 50 Lens of the eye 15 Reference [7] covers federal regulations for the control of exposure in high radiation areas (HRA). The following entries from [7] could be of use: 1. “In place of the controls required by paragraph (a)* of this section for a high radiation area, the licensee may substitute continuous direct or electronic surveillance that is capable of preventing authorized entry.” 2. “The licensee may apply to the Commission for approval of alternative methods for controlling access to high radiation areas” *paragraph (a) outlines requirements for locking and controlling entry for areas >100 mrem/hr. These regulations will allow for the use of a remote, electronic HRA guard system. Additionally, the NRC could be receptive to new, inventive means of controlling HRAs. 2.7 Ethical Impact Basing off of the ALARA principle, the nuclear facility is responsible for lowering the amount of radiation experienced by workers. It is ethically binding that the nuclear facility in question makes a reasonable effort to keep the dose experienced below the limits described by regulations. This way, they are in accordance with ethical and legal constraints. The entire scope of this project revolves around lowering employee dose. The impact will thereby be positive. Appendix A outlines an exercise that concluded with RoCD’s ethics statement: “RoCD is committed to researching ways in which nuclear power plant utilities can reduce radiation exposure to their employees in accordance with the ALARA principle. Helping NPPs safely and
- 22. NPRE – 458: Nuclear Design Page 22 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD efficiently reduce health risks to their workers is our goal, and is in keeping with our shared core values: integrity, safety, and accountability.” 3. RoCD Feasibility This section contains the decision making process, DSC specifications, economic analysis, robotic feasibility, mock-up assessment, crowd control, fuel assembly positioning and the work breakdown structure. 3.1 Decision Making Process The primary objective of RoCD is lowering dose to the workers loading dry storage casks. There are three general techniques to lower dose, as discussed earlier: minimizing the time that the worker spends in the area, maximizing the distance of the worker from the source, and increasing shielding between the source and the worker. In addition, RoCD is interested in optimizing fuel assembly placement in the DSC based on a variety of factors, including distancing workers from the radioactivity of the source (the SNF). A computer model is used to assess optimization techniques. For each dose-lowering technique, costs vs. man-rem saved is assessed in order to determine the economic viability of the technique. Figure 8. Ishikawa Diagram
- 23. NPRE – 458: Nuclear Design Page 23 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 3.2 Dry Cask Specifications The Holtec MPC-32 is used as the basis for calculations and design during later portions of this report. Since it is proprietary information, specifications obtained are not made explicit during this report 3.3 Economic Analysis No new design for optimizing fuel transfer to dry cask can be implemented until it is proven that it is economically viable compared to existing technology. The ALARA principle guides the economic viability of the dose-lowering techniques explored by RoCD. Different NPPs each have their own definition of “reasonable,” those definitions are based on costs. While each man- rem saved is worth different amounts of money to different plant operators, our client is QC, and it serves as the basis for our economic calculations. The amount of worker dose that we remove via a particular method will be calculated into the money saved per man-rem according to QC, which will then be compared to the cost of the dose-reducing method used. If money saved via man-rem saved is greater than the costs of the dose-reducing method, the method will be considered recommendable. 3.3.1 Dose Model In this section, a preliminary cost-benefit calculation is performed from the data received from 1995 RP Calculation report received from Cook Nuclear Power Plant. The variables are defined in the calculation below and multipliers are applied based on the changes that have occurred since the 1989 calculation [8]. The equation used in the 1989 calculation is as follows: 𝐶𝑜𝑠𝑡 𝑝𝑒𝑟 𝑝𝑒𝑟𝑠𝑜𝑛 𝑟𝑒𝑚 𝑠𝑎𝑣𝑒𝑑 = 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐴𝑛𝑛𝑢𝑎𝑙 𝑆𝑎𝑙𝑎𝑟𝑦×𝐵𝑒𝑛𝑒𝑓𝑖𝑡 𝐹𝑎𝑐𝑡𝑜𝑟 ×𝐷𝑜𝑠𝑒 𝑊𝑜𝑟𝑡ℎ 𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝑛𝑛𝑢𝑎𝑙 𝐷𝑜𝑠𝑒 𝐿𝑖𝑚𝑖𝑡 (𝐴𝐷𝐿) (6) Table 2. Cost data from 1995 RP Calculation, Cook Nuclear Power Plant Average Annual Salary $50,780 Benefit Factor 1.43 Annual Dose Limit 2 rem/year Dose-Worth Factor 0.1 to 1.0 The Dose-Worth factor will remain at the 1989 value of 0.5. Therefore, the above Equation 6 can be solved by using the values from Table 2, and the cost per person rem was calculated to be $18,154. The NATC 2013 data on occupational exposure indicates that the cost per person rem at DC Cook NPP is $32,632
- 24. NPRE – 458: Nuclear Design Page 24 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD According to IAEA report, the ALARA-based credit for the reduced total population dose of 1 person-rem is $1000 [9]. Information System on Occupational Exposure (ISOE) estimates that it costs from $10,000 to $80,000 per person rem which varies from different plants and utility companies [10]. Each nuclear power plant has its own monetary value that can be used to evaluate dose reduction proposals. Currently, Exelon fleet which operates 17 nuclear reactors developed a new formula which can help determining $/person-rem saved in different sites. The formula starts off by taking a base of $20,000 for each site and then using a multiplier factor of 1, 2, 3, or 4 based on the current sites quartile rating for collective radiation exposure rating [10]. For Quad Cities, the current cost per person rem saved is calculated using the following formula: $20,000 × 𝐼𝑁𝑃𝑂 𝑅𝑃 𝑅𝑎𝑡𝑖𝑛𝑔 = 𝐷𝑜𝑙𝑙𝑎𝑟𝑠 𝑀𝑎𝑛 𝑅𝑒𝑚 (7) The INPO RP Rating for Quad Cities falls on 3rd quartile, and thus the cost per person rem saved is $60,000 which is substantially higher than the national average for all US nuclear power plants. Therefore, the primary goal of radiation protection management at any nuclear power plant is to economically optimize every possible way to minimize occupational dose. In particular, Quad Cities Generating Station has higher INPO RP rating due to several factors which are still unknown. These factors will be beneficial in providing the optimization of transferring spent fuel from pool to the dry cask in a way that can lower the worker dose and still uphold the economic viability. 3.3.2 Shielding Cost For the purpose of this project, cost of different shielding can be evaluated to analyze the design cost of reducing the worker dosage. One of the major contributions to reducing neutron dose exposure is the implementation of shielding. Currently, around 12 sites in the United States use high temperature lead wool shielding as a first layer of lid shielding. It corresponds to 60% gamma attenuation of Co-60. The cost of high-temperature lead wool shielding is around $9,000 to $14,000 depending on various nuclear sites. Then, the composite shield is used which is composed of Borated PE and Tungsten T-Flex. It is useful for the neutron and gamma shielding. The cost of composite shield is anywhere from $75,000 to $125,000. This makes the total cost of the lid shielding $84,000 to $139,000. This can be an important economic factor in reducing the worker’s neutron dose exposure [11]. In addition to lid shielding, another way to reduce the dose received by workers is to use movable shielding while welding the dry cask. The cost of 4’ by 8’ Borotron sheet 1 inch thick is over $600. When water is sucked out of the annulus gap, the annulus lead shielding is used for gamma attenuation which costs around $50,000. All of the cost for different shielding is shown below.
- 25. NPRE – 458: Nuclear Design Page 25 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table 3. Cost data for different shielding type used in PWR/BWR dry cask Shielding Type Cost Lead wool shielding $9,000 to $14,000 Composite shielding $75,000 to $125,000 Borotron sheet (15-20 used per dry cask) $600 per sheet * (15 to 20 sheets) = $9,000 to $12,000 Annulus lead shielding $50,000 Total Cost for High Dose Shielding $143,000 to $201,000 Different types of shielding can be utilized in a way which can reduce the cost in a cost efficient way. Waste storage costs of shielding materials is not considered as an additional cost because the NPPs already dispose of shielding and much of the shielding is stored on site and reusable. 3.3.3 Remote Technologies Ideally, the preliminary design of reducing the worker dose attempts to incorporate both automated and remote systems. The steps of removing the SNF from the pools can potentially all be done through mechanical systems, all functioning through limited human contact. The transportation of the cask should be done remotely if possible to avoid any additional exposure. The next problem that needs to be addressed is the factor of welding the dry cask shut. Currently, both manual and automatic welding is used for two different welds. Incorporating another automatic welding machine for the manual weld deems too costly and can add additional time the employees are around the cask. Remote welding systems could be a valid solution to look into in place of manual welding. As of now, there are existing remote welding systems, specifically at Berkeley, that allow an operator to successfully weld up to 100 feet away remotely[12]. The Berkeley’s welder has been known to be the most reliable in the industry, and has been operational since 1995 [12]. The AWS uses GTAW, which is known to provide a better quality weld. 3.4 Robotics Feasibility There are many constraints with incorporating automated systems into nuclear facilities, especially when dealing with high level wastes. In terms of reliability, if there is a problem with a machine in an assembly line type of system, then there needs to be a way to repair the machine remotely because the assembly line machine will be handling high level nuclear waste. This will be more costly because the company would then need to investigate into remote robotic repairing practices.
- 26. NPRE – 458: Nuclear Design Page 26 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Contrastingly, remote control technologies are more reliable because they allow the operator to have more control over what is happening to the SNF. They are directly responsible for what happens to the nuclear waste. Thus, making safety another key factor that needs to be addressed. Remote technologies are a lot safer because of the reduction of dose that is experienced by the employee. Mechanical systems are also safer because they allow for minimal direct human contact. When considering the economic portion of the design process, it will cost a lot of money in implementing the system of additional automated technologies, than the ones already in place. Remote technology also requires a substantial cost. The training of the operators is a lengthy process. In the long run, the company saves money because fewer employees will be needed to run the process from pool to dry cask. Thus, the company spends less on the value per person/rem. Based off this feasibility analysis, switching to more automated and remote technologies to save workers from extra dose is achievable but not probable. 3.5 Mock-Up Assessment Key steps in the procedure from transferring SNF from wet storage to dry storage are prepared for via a mock-up. The purpose of the mock-up is to ensure worker familiarity with the procedure in order to accomplish the work safely and efficiently. Observing this mock-up would be instrumental in assessing ways in which worker dose could be lowered. Potential sites for observing a mock-up include Quad Cities Power Station and D.C. Cook Nuclear Generating Station. 3.6 Crowd Control Crowd control is an important method of dose reduction that will be explored in RoCD. There are tasks during the pool to cask storage procedure that require many workers to be in high radiation areas. As a result, steps that do not require many workers are often overcrowded with unnecessary personnel. A recent campaign to move SNF from wet to dry storage at Robinson NPP concluded that one of the greatest threats to dose limits is crowd control. Simple crowd control techniques can be utilized to significantly reduce worker dose at a negligible economic risk. Many plants utilize a “safe zone.” Workers should wait in the safe zone (low radiation) until a remotely operated swing gate is opened when the task is ready to be performed. This has been found to be highly effective in terms of limiting time spent in a high radiation area. This remote operated swing gate is an inexpensive addition and does not require any adjustments to the plant design.
- 27. NPRE – 458: Nuclear Design Page 27 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 3.7 Fuel Assembly Positioning The arrangement of the fuel assemblies inside of the DSC should factor into the dose rate outside of the DSC. Fuel assemblies in the center of the cask use the outer assemblies’ materials essentially as shielding. This “self-shielding” dynamic is assessed in a computer model in order to investigate the possible dose rate outside of the DSC. Serpent and MATLAB is used to model dose rate outside of the DSC. Input parameters include DSC dimensions, materials, thicknesses, fuel assembly amount, fuel type, fuel assembly type, fuel burnup, and years of wet storage (cooling time). Calculation packages for HI-STORM transport casks from Holtec International may provide additional insight into this model. While employees primarily work radially adjacent to the DSC, the welders operate above the DSC. Therefore, the dose rate is calculated in the vertical and radial direction. This type of modeling is not possible for the MATLAB simulation. A more rigorous calculation with three dimensional code is recommended for precise dose rates. 3.8 Work Breakdown Structure The work breakdown structure table is a table that depicts the actions that are taken to carry out RoCD’s objective. The table helps illustrate the amount of time taken for each of the steps and states who led the task. The chart also presents the order of activities that are taken. It is split up into three main phases, conceptual design, preliminary design and technical design.
- 28. NPRE – 458: Nuclear Design Page 28 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table 4. Work Breakdown Structure. 3.9 Product Breakdown Structure The product breakdown structure chart is used to visualize the thought process for making the decision on which dose reduction techniques should be used in our final protocol. It shows a rough procedure on the very left of the chart and on the right side there are different decision parameters that are followed in order to find a feasible solution to the dose problem. It must be emphasized that the solution should be help lower the total worker dose to below 100 mrem and the dose saved should outweigh the cost of the dose minimizing technique.
- 29. NPRE – 458: Nuclear Design Page 29 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Figure 9. Flow Chart of Product Breakdown Structure. 4. RoCD Preliminary Design The objective of this section is to consider calculations involved in the preceding sections and develop an input for the technical analysis. This section establishes all the relevant equations which are used to calculate neutron and gamma calculations as well as final recommendations to optimize the worker dose. The primary design is divided into six different analysis that include: source calculations, shielding selection, distance calculation, dose calculation and economic calculation. Specifically, the source calculation, distance calculation and dose calculation are used to help determine the impact of rearrangement of spent fuel in the dry cask to lower worker dose. The importance of shielding selection and economic calculation is to provide a guideline for developing an optimal dose saving process that is economically viable.
- 30. NPRE – 458: Nuclear Design Page 30 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD The equations in this section set a fundamental base for the neutron and gamma simulations performed in Section 5. Most of the calculations in this section are performed from the data obtained from DC Cook nuclear power plant. The six analyses in this section are interconnected with each other. The source calculation is calculated using the fuel assembly data obtained from DC Cook nuclear power plant. The shielding selection, distance calculation and dose calculation are based from source calculations’ results that provided how much neutron and gamma flux will be radiated. The economic calculation is performed using the shielding calculation and dose calculation and it generates a process to optimize worker dose in the most cost effective way. 4.1 Source Calculation Dose to the workers is dependent on the source to which the workers are exposed. RoCD considers the fuel assemblies placed inside of the MPC during the dry storage cask campaign as the source. Each fuel assembly has a number of parameters that may affect the overall source strength: cooling time, burnup, enrichment, and fuel assembly type. Co-60 depositions will not be considered during technical analysis. The source term for a given DSC can be calculated by using the above fuel assembly parameters as inputs. Gamma and neutron flux will be modeled in Matlab and in Serpent (a MCNP burnup calculation code), respectively. In order to calculate the source term, a burnup calculation will be made using Serpent. Currently, RoCD is interested in how varying the fuel assembly cooling time, burnup, and the fuel assembly layout in the MPC can beneficially lower dose to workers during the dry cask storage campaign. RoCD is assessing the MPC used at DC Cook Power Station: the Holtec MPC-32, intended for use with PWR fuel assemblies. Although the focus is on only one MPC type, the findings on percent-reduction of dose based on radial loading will apply to all MPCs. While the NRC only requires 5 years of fuel assembly cooling time and has authorized fuel assembly movement to dry storage after as few as 3 years, the industry standard is 10 years of cooling [13]. However, there is no upper limitation for cooling time according to federal regulations. With this in mind, RoCD assesses how dose rate could be lowered utilizing a combination of fuel assemblies that have been cooled for 10, 20, and 30 years. The longer a fuel assembly has been allowed to stay in the SFP, the higher the amount of radionuclide decay inside of the fuel assemblies.
- 31. NPRE – 458: Nuclear Design Page 31 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 4.2 Shielding Selection As listed in the conceptual design, gamma and neutron radiation are the only types of radiation that penetrate through the DSC lid and walls. This section discusses the energies of the gamma rays and neutrons and general requirements for shielding materials. 4.2.1 Radiation Energies Some gamma ray energy data is supplied by Holtec in report HI-2084188. Gamma ray creation rates are tabulated for three SNF assemblies. These rates are divided into seven energy groups all between 0.3 and 3.0 MeV [32]. The gamma ray data is not listed here because the report is proprietary. This data is used in the gamma ray simulation in Section 5.2 Gamma Simulation. Neutron data from the same assemblies is also tabulated. The range of energies for neutrons is 0.1 and 20 MeV [32]. More details on the neutron simulation are in Section 5.1 Neutron Model. To properly assess which steps to include supplementary shielding, it is important to understand the dose rates from different locations around the storage canister. Survey data taken from a particular DCSC at D.C. Cook show gamma and neutron data from the top of the MPC, the side of the HI-TRAC, and the annulus gap (after water is drained) can be seen in Table 7. Table 5. Dose Rate at Various Locations (HI-TRAC) Location Gamma (mrem/hr) Neutron (mrem/hr) Top of MPC 12-15 19-25 (at edge) 65-70 (at center) Side of HI- TRAC 20-25 15-20 Annulus Gap 700-800 20-30 Gamma dose rate at the annulus gap and neutron dose rate at the top of the MPC are the highest dose rates. Since welders work in these areas, these dose rates will be the focal point for the RoCD shielding design. 4.2.2 Shielding Material Selection High atom density material is desired for all types of shielding. The gamma shielding will either be lead or tungsten. Pure tungsten is slightly better than pure lead when it comes to shielding. Figure 10 is a direct comparison of lead and tungsten attenuation of 1 MeV gamma rays. The
- 32. NPRE – 458: Nuclear Design Page 32 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD attenuation coefficients for lead and tungsten at 1 MeV are .77 cm-1 and 1.08 cm-1 , respectively [14]. Borated high density polyethylene is industry standard for neutron shielding. Water was previously (and can still be) used, but borated PE is easier to move. PE is easily purchased in 1” thick sheets and is lightweight. It slows and captures some neutrons as they pass through it. The total macroscopic cross section for PE is 0.449 cm-1 for 1 MeV neutrons [15]. Exact pricing of borated HDPE is available from multiple vendors. Shielding is reusable, so additional shielding will be one-time costs for the life of the shielding. More detail on pricing and economics will be calculated in Section 4.6 Economic Calculations. Figure 10. Intensity of 1 MeV gamma rays versus the thickness of lead and tungsten. 4.3 Distance Model Increasing distance is an important component of reducing employee dose. There are many different approaches to achieve this solution. The most basic and simplest form of increasing distance that can be integrated into the current procedure is to make sure every employee is
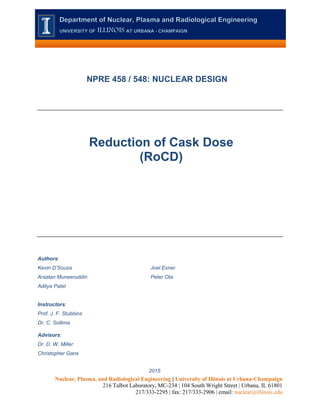
- 33. NPRE – 458: Nuclear Design Page 33 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD accounted for. There must be announcements to clear specific areas, and warnings for other unaware employees preventing them from entering a possible radiation site zone. Furthermore, a greater separation from the source can be accomplished by physically situating an employee away from the source. If the person is not working on the dry cask, they should not be near the dry cask perimeter. Robotic instrumentation is also a feasible solution to reducing the amount of dose that is attributed to each worker. The economic calculation for incorporating automated and remote robotics into nuclear facilities is seen below in the Economic Calculation Section. 4.4 Time Calculation Time reduction will be considered in this section. A recent assessment at Cook developed a person rem estimate using information gathered from benchmarking other sites that performed fuel loading campaigns using Holtec systems. Table 6 shows the acquired dose estimate for a DC Cook’s 2012 Dry Cask campaign.
- 34. NPRE – 458: Nuclear Design Page 34 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table 6. Dose estimate from fuel loading campaigns. Figure 11 shows the estimated dose and the actual dose obtained during the 12 cask loadings done in the dry cask storage campaign of Cook in 2012. The dose is reduced to nearly 100 mrem during this campaign. The techniques used in Cook will heavily influence the optimal procedure that is developed in Section 5.4. Time based recommendations are listed in Section 5.4 Task (MPC 1) Number of Workers Duration Person Hrs Eff. Dose Rate Est. mrem Mobilize Equip./Prep Cask 10 100 1000 0.02 20 Load Fuel in MPC 3 20 60 0.5 30 Decon/Movement 10 6 60 1 60 Welding/Processing 6 50 300 0.6 180 Transfer MPC to HI STORM 10 10 100 1 100 Place on ISFSI Pad 5 5 25 0.4 10 TOTAL 400 Task (MPC 2-3) Number of Workers Duration Person Hrs Eff. Dose Rate Est. mrem Mobilize Equip./Prep Cask 10 12 120 0.02 2.4 Load Fuel in MPC 3 20 60 0.5 30 Decon/Movement 10 5 50 1 50 Welding/Processing 6 50 300 0.55 165 Transfer MPC to HI STORM 10 10 100 0.9 90 Place on ISFSI Pad 5 5 25 0.4 10 TOTAL 347.4 Task (MPC 4-7) Number of Workers Duration Person Hrs Eff. Dose Rate Est. mrem Mobilize Equip./Prep Cask 10 12 120 0.02 2.4 Load Fuel in MPC 3 20 60 0.5 30 Decon/Movement 10 5 50 1 50 Welding/Processing 6 50 300 0.5 150 Transfer MPC to HI STORM 10 10 100 0.85 85 Place on ISFSI Pad 5 5 25 0.4 10 TOTAL 327.4 Task (MPC 8-11) Number of Workers Duration Person Hrs Eff. Dose Rate Est. mrem Mobilize Equip./Prep Cask 10 12 120 0.02 2.4 Load Fuel in MPC 3 20 60 0.5 30 Decon/Movement 10 4.5 45 1 45 Welding/Processing 6 50 300 0.45 135 Transfer MPC to HI STORM 10 10 100 0.8 80 Place on ISFSI Pad 5 5 25 0.4 10 TOTAL 302.4 Task (MPC 12-16) Number of Workers Duration Person Hrs Eff. Dose Rate Est. mrem Mobilize Equip./Prep Cask 10 12 120 0.02 2.4 Load Fuel in MPC 3 20 60 0.5 30 Decon/Movement 10 4 40 1 40 Welding/Processing 6 50 300 0.4 120 Transfer MPC to HI STORM 10 10 100 0.75 75 Place on ISFSI Pad 5 5 25 0.4 10 TOTAL 277.4
- 35. NPRE – 458: Nuclear Design Page 35 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Figure 11. Dry Cask Campaign Dose (2012) 4.5 Dose Calculation External dose calculation can be described as a function of time, distance and shielding. In order to calculate dose rate, the first step is to layout dose limits set by the NRC as listed in Table 7 [16]. These dose limits are in unit of rem/yr. The unit rem, often referred to as roentgen equivalent man, is commonly used for equivalent absorbed dose of radiation. It takes into account the relative biological effectiveness of different forms of ionizing radiation. It also takes into account for the varying ways in which the radiation transfers its energy to human tissue. The unit rem can be defined using the following equation: 𝑟𝑒𝑚 = 𝑟𝑎𝑑 × 𝑄 (8) Q is described to be as the quality factor. Table 7. Federal Regulation 10 CFR 20 limits. 0 100 200 300 400 500 600 700 800 1 2 3 4 5 6 7 8 9 10 11 12 Dose(mrem) Cask # Dry Cask Campaign Dose 2012 ED = 3292 mrem Actual = 2293 mrem ED Actual
- 36. NPRE – 458: Nuclear Design Page 36 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Body Part Dose Limit (rem/yr) Whole body (TEDE) 5 Lens of eye 15 Skin 50 Extremities 50 Internal organs 50 The quality factor converts absorbed dose (rad) to dose equivalent (rem) [17]. The quality factor is equivalent to one for gamma and beta source. Therefore, the rem equals rad for gamma and beta sources. Dose exposure is classified into external and internal radiation exposures. External radiation exposure is caused from a source external to the body which penetrates the skin and leads to a dose of ionizing radiation. These exposures occur from neutrons, beta particles or gamma rays. Internal radiation exposure is caused from radioactive materials present in the body through different uptake which includes: skin contact, ingestion and inhalation. Primary internal exposure occurs when radioactive material is inhaled and deposited in the respiratory system [18]. Dose as function of time is a linear function. It can be calculated using the following equation: 𝐷 = 𝐷̇ × 𝑡 (9) Where D = radiation dose, 𝐷̇ = radiation dose rate and t = exposure time [19]. Dose as a function of distance is directly correlated to the area of the source [19]. The relationship of dose as a function of distance is shown below: 𝐷(𝑟) ∝ 𝐴 4π𝑟2 (10) Furthermore, the radiation dose decreases with increase in distance. This is proved by using the following equation: 𝐷2 𝑆2 2 = 𝐷1 𝑆1 2 (11) Where D1 is dose rate at distance 1, S2 is distance 1, D2 is dose rate at distance 2 and S2 is distance 2 [19]. The above Equation 11 indicates that radiation dose decreases as the square of the distance from the radiation source emitting radiation. This equation is used to create a general relationship between distance and dose rate for neutron and gamma model. Finally, the dose as function of shielding is calculated using the following equation:
- 37. NPRE – 458: Nuclear Design Page 37 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD 𝐷 = 𝐷𝑜 𝑒(−𝜇𝑥) (12) Where D is the dose rate after passing through a thickness x Do is the original radiation dose rate µ is the linear attenuation coefficient (cm-1 ) x is the thickness of attenuating material (cm) The Equation 12 is used to determine the relationship between dose and shielding. This equation is a simple shielding calculation. It can be used to assume how much additional shielding is required to help mitigate dose experienced by workers. This equation is also used to find the percent dose reduction for each shielding material that can help create the final shielding design. Overall, dose variation can be related to time, shielding and distance by the following correlation: 𝐷 ∝ 𝐴 𝑡 𝑒(−𝜇𝑥) 𝑑2 (13) Where D is the dose rate, A is the activity, t is time, 𝜇 is the linear attenuation coefficient and 𝑥 represents the thickness of the attenuating material and d2 represents distance. The dose rates due to the neutron source, gamma source and the overall dose is listed in Figure 11 for all of the employees working during the first dry cask campaign [19]. The average neutron dose rate at the top surface of the DSC is modeled using Serpent software. 4.6 Economic Calculation The goal of RoCD is to reasonably lessen dose for workers during the wet to dry storage transition process. The term reasonably is rather vague but stems from the ALARA model (As Low as Reasonably Achievable). “Reasonable” takes into account the economics and ease of implementation. This section delves into the economic analysis and what steps must be taken to determine whether a dose reduction method implementation is reasonable. The various methods of saving dose that are explored in Section 4.4 must be analyzed in terms of cost and dose reduction effectiveness. A tabulated Excel program is utilized to help with this analysis. This program takes into account plant quartile and allows for the user to select a type of dose reduction method. Each method has a known dose saved and cost. Using these parameters, the program performs a check for how many dry cask processes that must take place before the “break-even” point. Knowing the number of casks that are loaded and stored per year, the break- even point can be determined in number of years. This is valuable information for a NPP because it provides a tangible worth for a dose saving method. Using this economic model, an optimal procedure can be formulated.
- 38. NPRE – 458: Nuclear Design Page 38 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Table 8.Assumptions and equations utilized by the economic model. Known Variable Description $ 𝑚𝑎𝑛 𝑅𝑒𝑚 𝑠𝑎𝑣𝑒𝑑 a This value is known based on the IPO factor multiplied by the base price of $20,000. This is the value that a plant attributes to 1 saved man rem. 𝑚𝑎𝑛 𝑅𝑒𝑚 𝑠𝑎𝑣𝑒𝑑 𝑐𝑎𝑠𝑘 b A method of dose reduction can be evaluated and the amount of dose that is saved per cask is reported. 𝑐𝑜𝑠𝑡 𝑜𝑓 𝑖𝑚𝑝𝑙𝑒𝑚𝑒𝑛𝑡𝑎𝑡𝑖𝑜𝑛 ($) c Implementation costs of dose reduction methods are determined and reported. 𝑎 ∗ 𝑏 = $ 𝑐𝑎𝑠𝑘 (14) The Equation 14 represents the dollar value a plant accredits to a dose reduction method 𝑐 𝑎∗𝑏 = $ $ 𝑐𝑎𝑠𝑘⁄ (15) Using the Equations 14 and 15, an economic model is created to determine the number of casks it requires until a ‘break-even’ point is reached. The reason the economic model is developed is to determine the steps of an optimal wet to dry storage procedure. Also, this economic model helps to provide a guideline for developing a dose reduction process that is fiscally feasible for the power plant. 4.6.1 Shielding Economics To achieve the collective dose goal of under 100 mrem, it is necessary to make some adjustments to the current storage procedure. Based on the Feasibility Analysis, the most viable option for dose reduction is the incorporation of additional shielding. Although reducing time and increasing distance from a radiation source are effective in lowering acquired dose, these methods are already optimized and incorporated in the current procedure. NPPs place a large emphasis on limiting the time spent in high radiation zones. The work on and around the storage canister cannot be done at an increased distance. Therefore, shielding will be the focus of RoCD’s final recommendations. Additionally, worker positioning during certain tasks will be explored. Due to the ease of transporting and repositioning, blanket and sheet shielding are the best types of shielding to use on the top of the MPC/HI-TRAC. Moveable shielding is optimal for use on the side of the MPC/HI-TRAC because it can be set up on the ground and placed around the
- 39. NPRE – 458: Nuclear Design Page 39 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD perimeter of the canister. Finally, the annulus gap is best shielded by ring shielding. Ring shielding is a thin, snake-like ring that sits around the top of the annulus gap. 4.6.1.1 Gamma Shielding All of the different forms of shielding can be made of various materials, and each type of material must be analyzed for effectiveness (in terms of dose reduction) and cost. Table 9 shows the percent reduction of 1 MeV gamma rays for viable shielding materials [14]. The shielding thickness ranges from 1 cm to 5 cm. The materials are listed in order of shielding effectiveness. Table 9. Percent Reduction of Gamma Dose for Various Shielding Materials and Thicknesses Material Density (g/cm^3) Micro. x- section (cm^-1) Percent Reduction with Respect to Thickness 1 cm 2 cm 3 cm 4 cm 5 cm Tungsten 19.25 1.27 72.03 92.18 97.81 99.39 99.83 Lead 11.34 0.805 55.31 80.03 91.07 96.01 98.22 Bismuth 9.87 0.712 50.93 75.93 88.19 94.20 97.16 Iron 7.874 0.472 37.63 61.10 75.74 84.87 90.56 It can be observed that tungsten is the most effective gamma shielding material. Lead and bismuth have relatively similar shielding effectiveness, while iron is the least effective. In order to determine which material to use, the cost of each must be determined. Table 10 summarizes the cost data for the various gamma shielding materials [20]. The materials are listed in order of cost by volume (high to low). Table 10. Cost Data for Gamma Shielding Materials Material Density (g/cm^3) Cost by weight ($/g) Cost by volume ($/cm^3) Tungsten 19.25 0.0295 0.5679 Bismuth 9.87 0.0283 0.2793 Lead 11.34 0.0002 0.0023 Iron 7.874 0.0002 0.0016 For the sake of analysis, the benchmark for percent reduction will be set at 90%. The thickness required to achieve this percent reduction for each material is shown in Table 11. Table 11. Thickness Required to Achieve 90% Reduction in Gamma Dose for Shielding Materials Material Thickness required to achieve 90% dose reduction (cm)
- 40. NPRE – 458: Nuclear Design Page 40 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Tungsten 1.81 Lead 2.86 Bismuth 3.23 Iron 4.88 It is observed that tungsten requires much less thickness for the indicated gamma dose reduction benchmark than any other materials. By combining information from Table 9-Table 11, it is possible to illustrate the thickness, cost and effectiveness in the same graphic (Figure 12). Figure 12. Economic Analysis of Gamma Shielding Materials. Figure 12 shows the percent reduction of gamma dose as a function of the cost per area of shielding. The thickness of the shielding material used is shown in the data labels. The cost effectiveness and the relative thickness can be compared between materials. For iron and lead, there is not much added cost for increasing thickness due to the low cost of these materials. Tungsten and bismuth, however, have a significant added cost for increasing their thicknesses. Using thickness data labels along with the conclusions from the economic analysis (Figure 12), the optimal material for the different types of shielding (blanket, moveable, and ring) can be determined. 4.6.1.2 Neutron Shielding Next, neutron shielding effectiveness is explored. The same methodology that is seen in the analysis of gamma shielding is used for neutron shielding. The neutron shielding materials are 1 cm 2 cm 1 cm 2 cm 3 cm 1 cm 2 cm 3 cm 1 cm 2 cm 3 cm 4 cm 5 cm 30 40 50 60 70 80 90 100 0 0.2 0.4 0.6 0.8 1 1.2 PercentReductionofGammaDose Cost ($/cm^2) Percent Reduction of Gamma Dose vs Cost Tungsten Bismuth Lead Iron
- 41. NPRE – 458: Nuclear Design Page 41 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD summarized in Table 12 [15, 20]. The thickness of material and the percent reduction of neutron dose is tabulated as well. Table 12. Summary of Neutron Shielding Materials Material Cost ($/cm^3) Micro. X- Section (cm^-1) Percent Reduction with Respect to Thickness 1 cm 2 cm 3 cm 4 cm 5 cm Borated Poly. 0.008 0.1907 17.36 31.71 43.57 53.36 61.46 Concrete 1.18E-04 0.2572 22.68 40.21 53.77 64.26 72.36 Water -- 0.56 42.88 67.37 81.36 89.35 93.92 Again, it is possible to illustrate the cost effectiveness and dose reduction on one diagram. Figure 13. Economic Analysis of Neutron Shielding Materials. Figure 13 shows the percent reduction of neutron dose as a function of cost. The thickness required is included in the data labels. 5. RoCD Technical Analysis The primary objective of this section is to perform technical analysis of the neutron model, gamma model and final recommendations to optimize worker dose using economic analysis. The inputs are taken from the preliminary design to model them using serpent and matlab for neutron and gamma model respectively. The final recommendations optimize the worker dose includes using extra shielding keeping it cost effective. 1 cm 2 cm 3 cm 4 cm 5 cm 1 cm 2 cm 3 cm 4 cm 5 cm 0 10 20 30 40 50 60 70 80 0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045 PercentReductionofNeutronDose Cost ($/cm^2) Percent Reduction of Neutron Dose vs Cost Borated Ployethylene Concrete
- 42. NPRE – 458: Nuclear Design Page 42 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD The neutron model and gamma model is performed using several assumptions from the data obtain from DC Cook nuclear power plant. Both the models supports that the rearrangement of spent fuel rods have correlation to the worker dose. 5.1 MPC Neutron Flux Model Serpent, a Monte Carlo burnup calculation code, is used to model the effectiveness of strategically arranging fuel assemblies of higher source values towards the center of the MPC. The MPC is modeled as a 2-D infinite cylinder containing 32 fuel assemblies, based on the Holtec MPC-32 used for storing spent PWR fuel assemblies. Geometry infinite in the axial direction is applied in order for Serpent’s output of neutron leakage to only apply to the radial direction, which better gauges the effectiveness of self-shielding in a given MPC fuel assembly arrangement. Self-shielding refers to a fuel assembly’s material ability to attenuate its own neutrons or a neighboring assembly’s. Additionally, the MPC-32 has neutron-absorbing materials between each of its fuel storage cells. Each of these materials are included in the Serpent model of neutron leakage outside of the geometry of the MPC. Neutron leakage is measured by one of the reaction mode counters in the Serpent output file, which records each instance of a neutron leaking outside of the model’s geometry. MPC fuel assembly arrangements are tested for neutron shielding effectiveness by varying one of two properties: burnup or cooling time. The total number of a given type of fuel assembly inside of the MPC will not vary from one arrangement to the next as long as said arrangements are being compared to each other. The Serpent MPC model includes the following assumptions: Thermal and burnup limits are assumed to be met Fuel assemblies are 17x17 Westinghouse Standard All fuel is 3.6 weight % U-235 initial enrichment The final boundary of the MPC is the outer diameter of the outermost fuel storage cells Each fuel assembly is in the exact center of its respective MPC fuel storage cell MPC sides are equidistant (no protrusions) Neutron absorbing material (boral) is on each fuel storage cell wall, including the outermost fuel storage cell walls (note: boral thickness was decreased by half in order to help compensate for this assumption) For code symmetry purposes, the outermost fuel storage cell walls are assumed to have half of actual steel thickness There are no gaps between boral and the corners of the fuel storage cell walls Assume any void space is filled with air (vice pressurized Helium) Each fuel assembly contains 264 identical fuel pins, plus 25 guide tubes
- 43. NPRE – 458: Nuclear Design Page 43 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Due to cross section libraries limitations, materials are assumed to be at either 600 K or 300 K (for fuel and non-fuel, respectively) Table 13 shows the dimensions of the fuel assemblies used in the MPC Serpent model [30]. MPC-32 dimensions are based on a Holtec schematic [31]. Table 13. Westinghouse Standard 17x17 Fuel Assembly Specifications Fuel Cell Pitch 1.26 cm Fuel Pellet OD 0.8192 cm Cladding ID 0.83566 cm Cladding OD 0.950 cm Guide Tube ID 1.143 cm Guide Tube OD 1.224 cm An example of one run of the Serpent MPC model code can be seen in Appendix B. In order to provide varying inputs into the Serpent MPC model, a burnup calculation is run in Serpent. Burnup is calculated for a single fuel pin of 3.6% enrichment as previously discussed. This fuel pin is subjected to burnup of 10, 20, and 40 MWd/kgU. 214 decay and fission yield products are tracked through each of these burnup amounts. Not all of these nuclides contribute to neutron flux: key contributors to gamma flux are also tracked for other potential purposes. These three burnup calculations can be seen in Appendix C. For each of these three burnup amounts, fuel composition is obtained for the fuel pin after cooling times of 5, 10, 20, and 30 years from the completion of burnup. In total, twelve sets of depleted fuel pin data were collected. The fuel composition of these depleted fuel pins are applied to the fuel assembly MPC model in Serpent. The burnup and cooling times chosen for analysis reflect typical values in NPP SFP inventory. The Serpent burnup calculation includes the following assumptions: Each burnup step contains 500 source neutrons, 1000 active cycles, and 20 inactive cycles The gap between fuel pellet and cladding may be ignored Burnup occurs in light, non-borated water In order to simulate adjacency to other fuel pins, Serpent boundary condition 3 is applied (i.e. neutrons do not escape during the burnup process, they simply reenter at the opposite end of the fuel pin) During this calculation, fuel is at 900 K and non-fuel materials are at 600 K
- 44. NPRE – 458: Nuclear Design Page 44 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD With the MPC-32 geometry modeled and fuel composition calculated for the twelve aforementioned types, Serpent is then used to model different arrangements of fuel assemblies inside of the MPC in order to assess neutron flux outside of the MPC. Figure 14 shows the six MPC loading patterns that have been modeled. Referring to Figure 14: MPC 1 was compared to MPC 2, MPC 3 was compared to MPC 4, and MPC 5 was compared to MPC 6. Note that for each set of compared MPC loading patterns, the total number of fuel assemblies of any given type between the two patterns stays the same (e.g. MPC 5 and MPC 6 both contain four assemblies of 40 MWd/kgU burnup, 12 assemblies of 20 MWd/kgU burnup, and 16 assemblies of 10 MWd/kgU burnup). Calculation type: criticality does not refer to modeling the MPC as a critical system; this modeled system’s keff was expectedly much less than 1. “Criticality” refers to the fact that this was modeled using actual nuclear fuel data vice an “external source” calculation where neutron population is determined by the user at every step. Table 14. Serpent MPC Neutron Model Results shows noteworthy Serpent MPC model inputs and results from these six MPC loading patterns. Table 14. Serpent MPC Neutron Model Results
- 45. NPRE – 458: Nuclear Design Page 45 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Figure 14. MPC-32 Assembly Loading Patterns. The results of the RoCD MPC neutron model shown in Table 14 suggest three key points: Spent fuel pool cooling time has very little effect on the neutron source term. MPC loading patterns 1 and 2 While the Serpent model has a limited selection of material temperatures to choose from, the neutron model is not affected notably by introducing either a much higher (900 K) or much lower (300 K) temperature. While the difference in neutron leakage is 0.64136% between the same MPC loading when material temperature changes from 600 K to 300 K, in reality, the actual fuel assembly temperature is not be as low as 300 K, so this error is exaggerated in this case. The reason in the error is due to scattering cross sections varying for a given material as temperature changes. Strategically arranging fuel assemblies based on burnup can reduce neutron flux outside of the MPC. Neutron leakage decreased by 10.8% from MPC 3 to MPC 4 by swapping
- 46. NPRE – 458: Nuclear Design Page 46 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD the higher source term (assemblies with 10 MWd/kgU burnup) at the perimeter of the MPC with the lower source term (assemblies with 40 MWd/kgU burnup) at the center of the MPC. The same effect can be seen when only four fuel assemblies are switched in a similar manner, i.e. from MPC 5 to MPC 6, where neutron leakage was reduced by 5.32% (note that statistical error data is not available for this Serpent output data). 5.2 MPC Gamma Flux Simulation Along with a neutron model to compare radial and uniform sources, a gamma model is necessary. MATLAB was used for this model. 5.2.1 Gamma Model Using MATLAB, a gamma source region could not be created. Instead, the source region is created by making line sources throughout the region. There is one line source per centimeter of source region. An accurate radial dependence could not be created using a line source method for the source region, therefore, the simulation uses a 1-D slab geometry. Figure 15 shows a plot of two gamma ray intensities coming from the source region. One relies on a decreasing source with a maximum at the center of the slab, the other is uniform throughout the slab. The axis of this simulation centers the slab at 70 cm. The steel and concrete regions have thicknesses of 3 cm and 32 cm, respectively. The thicknesses of the chosen to simulate a MPC.
- 47. NPRE – 458: Nuclear Design Page 47 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Figure 15. Plot of gamma ray intensity over distance inside a source material, steel, concrete and air. 5.2.2 Gamma Ray Source Both sources have the same amount of gammas created per second over the entire source region. Since this is true, the intensity numbers listed on the y-axis are arbitrary. The ratio between the gamma creation rates for the decreasing and uniform source will not change for a given distance from the center if the intensity changes. This ratio is determined by the minimum (140 cm) and maximum (70 cm) gamma production rates for the decreasing source. 5.2.2.1 Source Strength The center and edge of the decreasing source uses the data from two assemblies with different burnup and enrichments. This is shown in Table 15. All assemblies in the data used have a cooling time of 7 years. The assemblies with the lowest and highest radioactivity are used. Further detail on how many gamma rays produced in these assemblies are protected by Holtec Industries and are not be listed in this report. The rate of gamma ray production is given for these assemblies and is used for the simulation. The actual simulation uses the ratio of total gammas created by the hotter fuel and the cooler fuel and not the actual gammas created. This way the
- 48. NPRE – 458: Nuclear Design Page 48 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD decreasing source can be scaled down to the magnitude of the uniform source. The rate of production was given in seven different energy ranges, 0.3-0.45, 0.45-0.7, 0.7-1.0, 1.0-1.5, 1.5- 2.0, 2.0-2.5 and 2.5-3.0 MeV. Linear attenuation coefficients are found for each energy range so the varying energy of the gammas was accounted for. Table 15. Properties of fuel assemblies used in simulation. Burnup (MWD/MTU) Enrichment (%) Cooling Time (Years) Center Assembly 60000 3.4 7 Edge Assembly 35000 1 7 5.2.3 Results The gamma simulation depicts a decrease in gamma rays of 15% between the decreasing model and the uniform model. This provides a proof of concept that putting hotter assemblies in the center may be beneficial to reduce the amount of radiation that escapes a DSC. However, there are a few assumptions in this model that could produce errant results. First of all, the model is not accounting for cylindrical geometry. This may change the magnitude of the decrease in gammas that escape the cask. Secondly, the source region is generalized into one region. A better model can be made that labels each assembly as its own region in two or three dimensions. Third, the linear transfer coefficient is used in these models. The energy transfer coefficient should be used. An ideal simulation would use a more advanced code to account for these errors. Lastly, the current simulation does not use the actual magnitude of gamma rays. Without it, dose cannot be calculated. Although not a complete simulation, this model suggests an investigation in fuel assembly arrangement may reduce the dose to workers which benefits companies that load DSC’s. 5.3 Economic Model ALARA is defined by a cost-benefit model. This model is used by IAEA and the International Commission on Radiation Protection. The methodology and results of a cost-benefit analysis will be discussed. This model will help determine the optimal use of shielding materials and can be incorporated in material selection and shielding design. 5.3.1 Methodology In order to model an economic analysis, it is very important to implement ALARA concept adopted by IAEA and ICRP (International Commission on Radiological Protection). The ICRP recommended that ALARA principle can be implemented on the basis of optimization of radiation protection efforts [21]. The optimization model is defined as the attainment of a balance between the radiation safety benefits obtained from the resources committed to radiation
- 49. NPRE – 458: Nuclear Design Page 49 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD safety and benefits obtained by committing these resources to other avenues [21]. The sample plot of method of cost-benefit is shown in Figure 16. Figure 16. Optimization of Radiation Protection Cost-Benefit Model The above Figure 16 shows the cost of the sum of the detrimental effects of radiation, the detriment, that are assumed to be directly proportional to the collective dose to the population being protected plus the cost of radiation protection as a function of the collective dose [21]. The amount of radiation protection leading to the minimum in the curve is considered the optimum degree of radiation protection. The net benefit B of optimization of radiation protection cost-benefit model is determined by the following equation [21]: 𝐵 = 𝑉 − 𝑃 − 𝑋 − 𝑌 (16) Where V = gross value of procedure, P = cost of the procedure, exclusive of the cost of protection, X = protection cost and Y = detriment cost The cost of detriment (Y) can be calculated using the following equation [21]: 𝑌 = 𝛼𝑆 (17) The cost of the shield when shield thickness is optimized is [21]: 𝑋 = 𝐶𝐴𝑡 (18)
- 50. NPRE – 458: Nuclear Design Page 50 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Where C = cost per unit volume of the shield, A = area of the shield, t = thickness of the shield The decreased collective dose due to the additional shielding is given by [21]: 𝑆 = 𝐻̇ 𝑒−𝜇𝑡 × 𝑓 × 𝑁 × 𝜏 (19) Where 𝐻̇ = maximum dose-equivalent rate in the shielded area f = ratio of the average to maximum dose rates in the shielded area N = number of people in the shielded area 𝜏 = lifetime of the shielded installation µ = effective attenuation coefficient of shielding material t = thickness of the additional shielding. The following equation may be used in order to solve for optimum shield thickness [21]: 𝑡 = ln ( 𝐶𝐴 ∝ × 𝐻̇ ×𝑓 ×𝑁 × 𝜏 ×𝜇 ) × ( 1 −𝜇 ) (20) Based on this methodology, various shielding options are analyzed and the results are presented. 5.3.2 Results An analysis on various materials often used in shielding is performed using the methodology in Section 5.3.1. Using equations 17-19, the radiation protection cost benefit of these materials is optimized. Assumptions for these equations are summarized in Table 16. Table 16. Summary of Assumptions for the Cost-Benefit Analysis Variable Value Used Assumption 𝐻̇ 500 mREM Standard value used for each shielding material. f 1 The dose is assumed to be relatively constant throughout the work area. N 10 Based on current work procedure. τ 20 years (Section 4.2.2)
- 51. NPRE – 458: Nuclear Design Page 51 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD The results are shown in Figure 17. The optimal thickness for shielding materials based on Equation 20 is tabulated below: Table 17. Optimal Thickness for Various Materials Material Optimal Thickness (m) Borotron 0.175306 T-Flex (Tungsten) 0.029848 T-Flex (Bismuth) 0.036028 T-Flex (Iron) 0.151047 Borated (5%) Poly. 0.168321
- 52. NPRE – 458: Nuclear Design Page 52 of 77 Reduction of Cask Dose Release date: 4/26/2015 Author: K. D’Souza, J. Exner, A. Muneeruddin, P. Ota, A. Patel Doc: RoCD Figure 17. Cost Optimization Model for Various Shielding Materials 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 Cost CollectiveDose Commitment S CostOptimization of Borotron Shielding X (Cost of Shield in $) Y (Monetary Value of Health Detriment) X+Y (Cost of rad. Protection + Cost of rad. Health detriment) 0 2000 4000 6000 8000 10000 12000 14000 16000 0.00 0.10 0.20 0.30 0.40 0.50 Cost CollectiveDose Commitment CostOptimization of T-Flex Tungsten Shielding X (Cost of Shield in $) Y (Monetary Value of Health Detriment) X+Y (Cost of rad. Protection + Cost of rad. Health detriment) 0 2000 4000 6000 8000 10000 12000 14000 16000 0.00 0.10 0.20 0.30 0.40 0.50 Cost CollectiveDose Commitment CostOptimization of T-Flex Bismuth Shielding X (Cost of Shield in $) Y (Monetary Value of Health Detriment) X+Y (Cost of rad. Protection + Cost of rad. Health detriment) 0 1000 2000 3000 4000 5000 6000 7000 8000 0.00 0.05 0.10 0.15 0.20 0.25 Cost CollectiveDose Commitment CostOptimization of T-Flex Iron X (Cost of Shield in $) Y (Monetary Value of Health Detriment) X+Y (Cost of rad. Protection + Cost of rad. Health detriment) 0 1000 2000 3000 4000 5000 6000 0.00 0.05 0.10 0.15 0.20 Cost CollectiveDose Commitment S Cost Optimization of Borated (5%) Polyethylene Shielding X (Cost of Shield in $) Y (Monetary Value of Health Detriment) X+Y (Cost of rad. Protection + Cost of rad. Health detriment)