This document provides information about a textbook on Computer Aided Design and Manufacturing.
It begins with the title, authors, subject code and other publishing details. The textbook covers key topics on CAD and CAM across 5 chapters. It provides fundamental concepts and step-by-step explanations of important topics with illustrations and examples. The textbook is intended to help students understand the basic concepts of CAD/CAM. It will be useful for both students and subject teachers.

![(ii)
AU 17
9 [1]
788194382515
ã Copyright with Authors
All publishing rights reserved with . No part of this book
should be reproduced in any form, Electronic, Mechanical, Photocopy or any information storage and
retrieval system without prior permission in writing, from Technical Publications, Pune.
(printed and ebook version) Technical Publications
Printer :
Yogiraj Printers & Binders
Sr.No. 10/1A,
Ghule Industrial Estate, Nanded Village Road,
Tal. - Haveli, Dist. - Pune - 411041.
Published by :
Amit Residency, Office No.1, 412, Shaniwar Peth, Pune - 411030, M.S. INDIA
Ph.: +91-020-24495496/97, Telefax : +91-020-24495497
Email : sales@technicalpublications.org Website : www.technicalpublications.org
PUBLICATIONS
TECHNICAL
An Up-Thrust for Knowledge
®
SINCE 1993
ISBN 978-81-943825-1-5
Price : 395/-
`
9 7 8 8 1 9 4 3 8 2 5 1 5
Semester - VI (Mechanical Engineering)
Subject Code : ME8691
Computer Aided Design
& Manufacturing
First Edition : January 2020](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-2-2048.jpg)

![Syllabus
Computer Aided Design and Manufacturing
[ME8691]
Unit I Introduction
Product cycle- Design process- sequential and concurrent engineering - Computer aided design
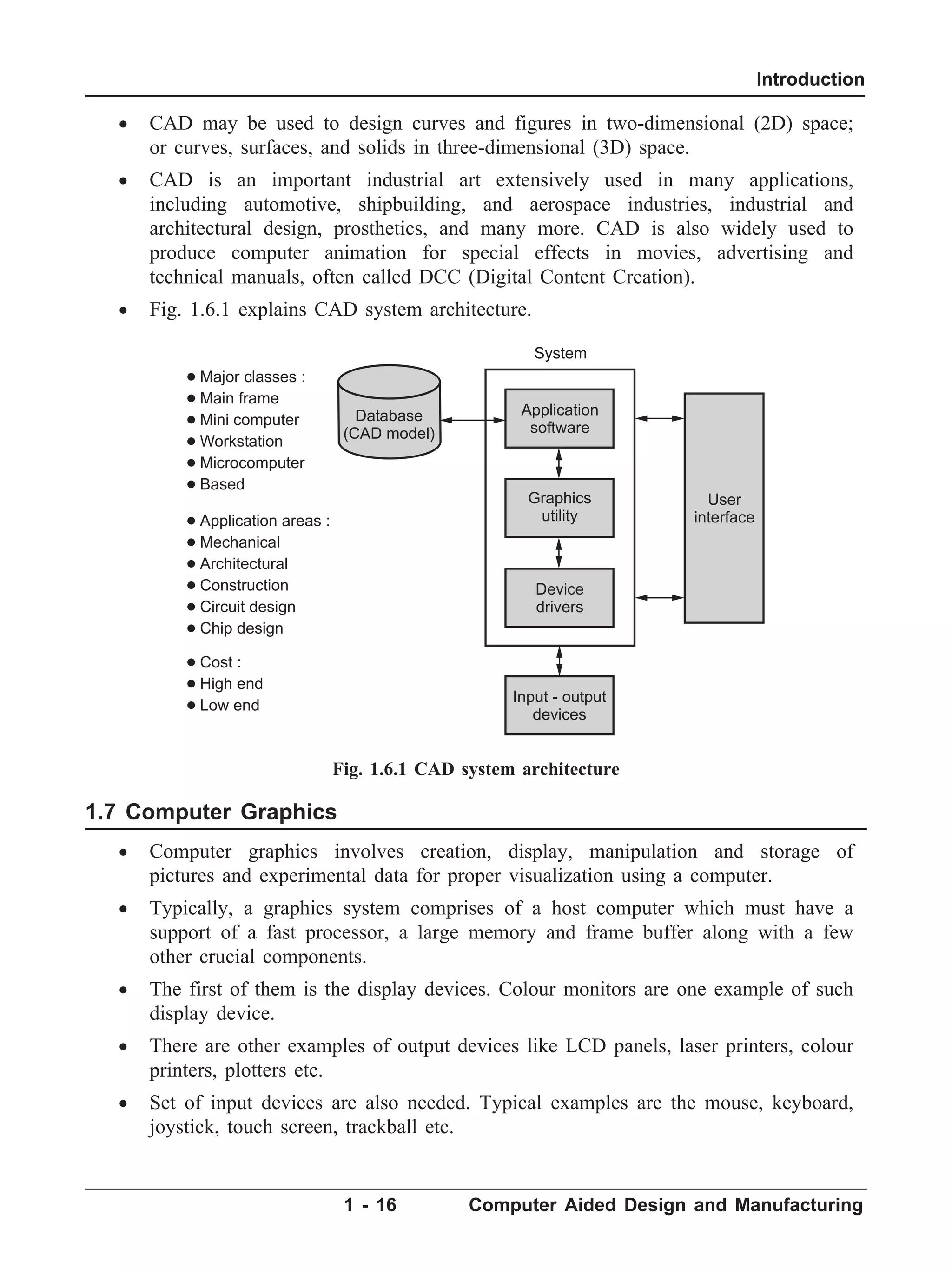
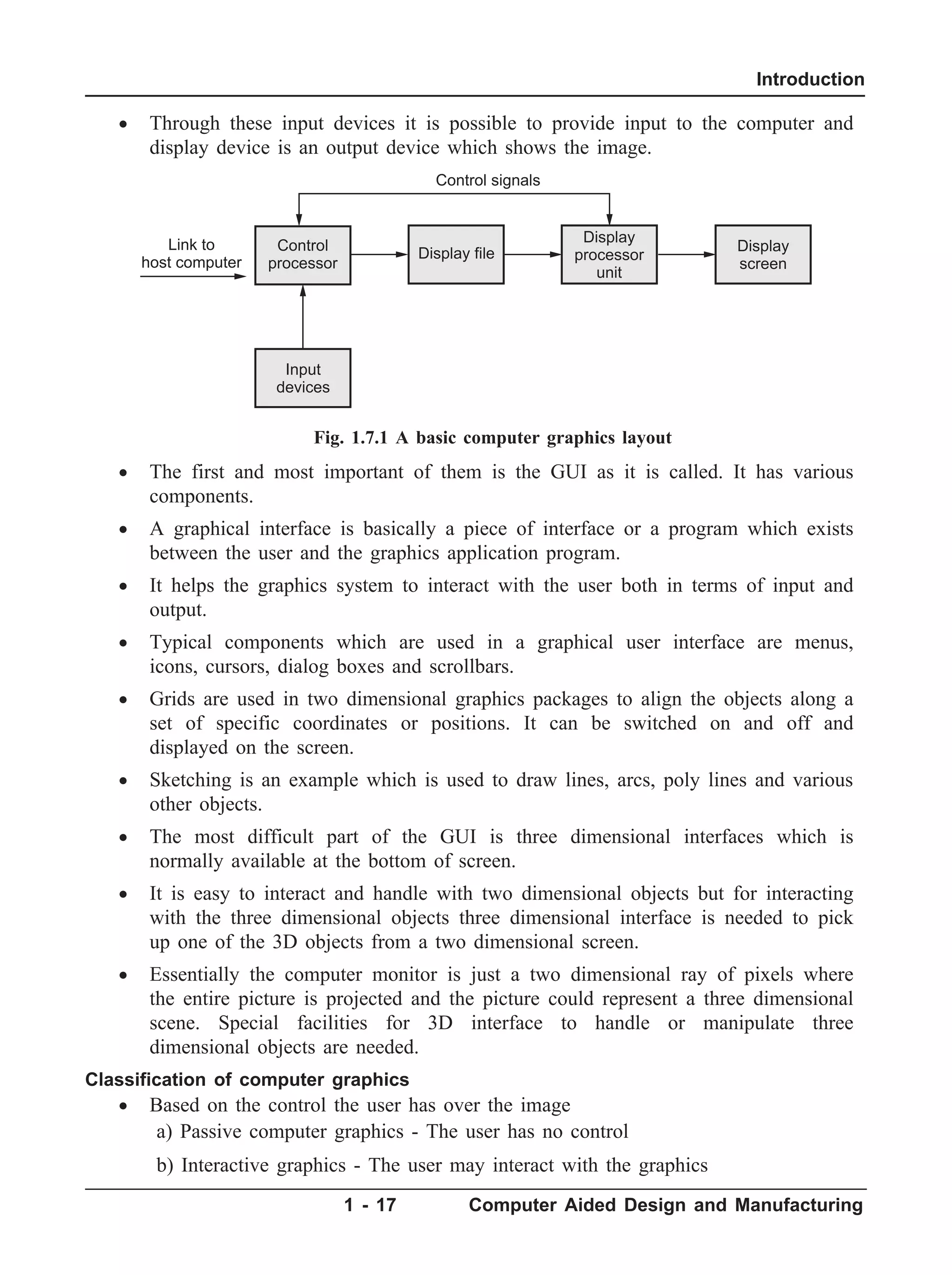
- CAD system architecture- Computer graphics - co-ordinate systems - 2D and 3D
transformations- homogeneous coordinates - Line drawing - Clipping - viewing
transformation-Brief introduction to CAD and CAM - Manufacturing Planning, Manufacturing
control- Introduction to CAD/CAM - CAD/CAM concepts - Types of production - Manufacturing
models and Metrics - Mathematical models of Production Performance. (Chapter - 1)
Unit II Geometric Modeling
Representation of curves - Hermite curve- Bezier curve - B-spline curves-rational
curves-Techniques for surface modeling - surface patch- Coons and bicubic patches - Bezier
and B-spline surfaces. Solid modeling techniques - CSG and B-rep. (Chapter - 2)
Unit III CAD Standards
Standards for computer graphics - Graphical Kernel System (GKS) - standards for exchange
images - Open Graphics Library (OpenGL) - Data exchange standards - IGES, STEP, CALS etc. -
communication standards. (Chapter - 3)
Unit IV Fundamental of CNC and Part Programing
Introduction to NC systems and CNC - Machine axis and Co-ordinate system - CNC machine
tools- Principle of operation CNC- Construction features including structure- Drives and CNC
controllers- 2D and 3D machining on CNC- Introduction of Part Programming, types - Detailed
Manual part programming on Lathe & Milling machines using G codes and M codes - Cutting
Cycles, Loops, Sub program and Macros- Introduction of CAM package. (Chapter - 4)
Unit V Cellular Manufacturing and Flexible
Manufacturing System (FMS)
Group Technology(GT),Part Families - Parts Classification and coding - Simple Problems in
Opitz Part Coding system - Production flow Analysis - Cellular Manufacturing - Composite part
concept - Types of Flexibility - FMS - FMS Components - FMS Application & Benefits - FMS
Planning and Control - Quantitative analysis in FMS. (Chapter - 5)
(iv)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-4-2048.jpg)







![1.1 Introduction to CAD
· CAD (Computer Aided Design) is the use of computer software to design and
document a product's design process.
· Engineering drawing entails the use of graphical symbols such as points, lines,
curves, planes and shapes.
· Essentially, it gives detailed description about any component in a graphical form.
· The use of orthographic projections was formally introduced by the French
mathematician Gaspard Monge in the eighteenth century.
· Since visual objects transcend languages, engineering drawings have evolved and
become popular over the years.
· While earlier engineering drawings were handmade, studies have shown that
engineering designs are quite complicated.
· A solution to many engineering problems requires a combination of organization,
analysis, problem solving principles and a graphical representation of the
problem.
· Objects in engineering are represented by a technical drawing (also called as
drafting) that represents designs and specifications of the physical object and data
relationships.
· CAD is used to design, develop and optimize products.
· While it is very versatile, CAD is extensively used in the design of tools and
equipment required in the manufacturing process as well as in the construction
domain.
· CAD enables design engineers to layout and to develop their work on a computer
screen, print and save it for future editing.
· When it was introduced first, CAD was not exactly an economic proposition
because the machines at those times were very costly.
· The increasing computer power in the later part of the twentieth century, with the
arrival of minicomputer and subsequently the microprocessor, has allowed
engineers to use CAD files that are an accurate representation of the
dimensions / properties of the object.
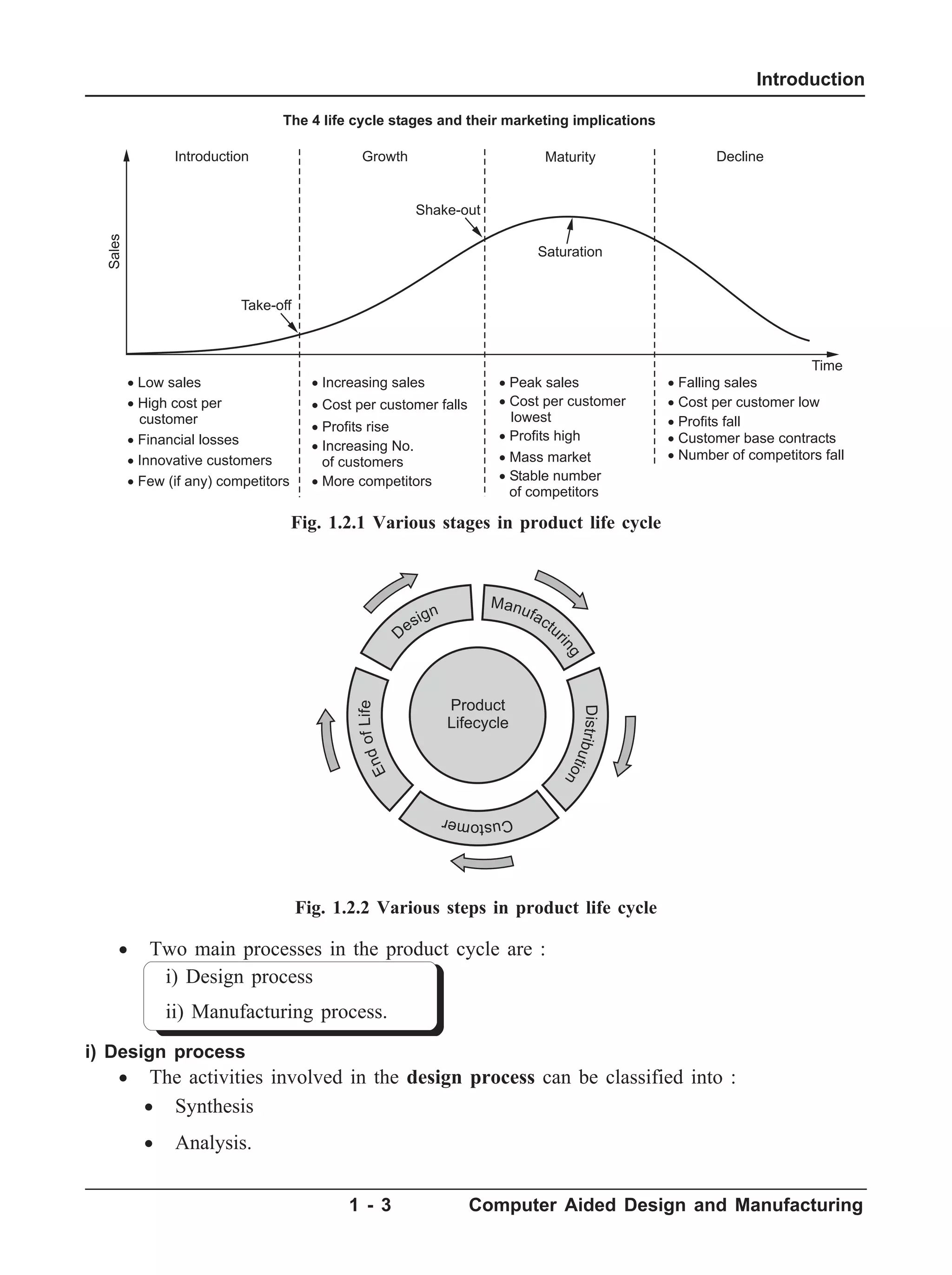
1.2 Product Cycle + [AU : Dec.-18]
· In the design and manufacture of a product various activities and functions must
be accomplished. These activities and functions are referred to as the
"Product Cycle".
· The product cycle includes all the activities starting from identification for
product to deliver the finished product to the customer. Fig. 1.2.1 explains
various stages in product life cycle. Fig. 1.2.2 depicts various steps in the product
cycle and Fig. 1.2.3 explains product cycle in in a detailed manner.
1 - 2 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-14-2048.jpg)

![· Parts that pass the quality control inspection are assembled, functionally tested,
packaged, labeled, and shipped to customers.
· Market feedback is usually incorporated into the design process.
· This feedback give birth to a closed-loop product cycle.
1.3 Design Process + [AU : Dec.-16]
Engineering design process :
· The engineering design process is the formulation of a plan to help an engineer
build a product with a specified performance goal. It is a decision making process
in which the basic sciences, mathematics, and engineering sciences are applied to
convert resources optimally to meet a stated objective. Fig. 1.3.1 explains
engineering design process in a detailed manner.
· The fundamental elements of the design process are the establishment of
objectives and criteria, synthesis, analysis, construction, testing and evaluation.
· The engineering design process is a multi-step process including the research,
conceptualization, feasibility assessment, establishing design requirements,
preliminary design, detailed design, production planning and tool design and
finally production.
1 - 5 Computer Aided Design and Manufacturing
Introduction
Design
need
Design definitions,
specifications and
requirements
Collecting relevant
design information
and feasibility study
Analysis
Design
communication
and documentation
Design
evaluation
Design
optimization
Design
analysis
Design
modeling and
simulation
Design
conceptualization
The CAD process
Synthesis
The design process
The manufacturing process
The CAM process
Process
planning
Production
planning
Design and
procurement
of new tools
Order
material
NC, CNC,
DNC
programming
Production
Quality
control
Packaging Shipping
Marketing
Fig. 1.2.3 Product cycle](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-17-2048.jpg)

![· Presentation : After the product design passing through the evaluation stage,
drawings, diagrams, material specification, assembly lists, bill of materials etc.
which are required for product manufacturing are prepared and given to process
planning department and production department.
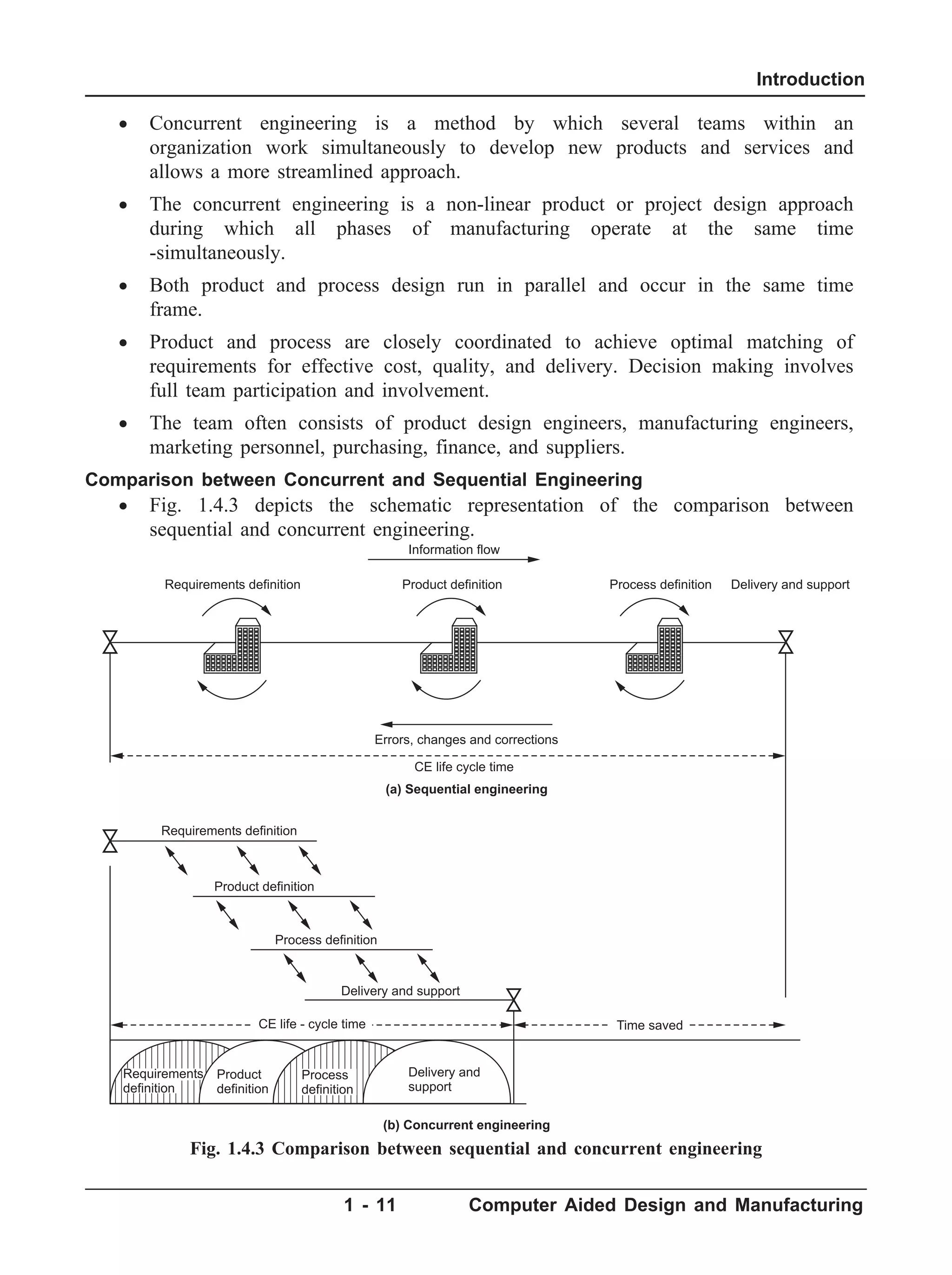
1.4 Sequential and Concurrent Engineering + [AU : May-17, Dec.-18]
Sequential Engineering (Over The Wall Engineering)
· In sequential engineering design has been carried out as a sequential set of
activities with distinct non-overlapping phases as shown in Fig. 1.4.1.
· Sequential engineering is the term used to describe the method of production in a
linear format. The different steps are done one after another, with all attention
and resources focused on that one task. After it is completed it is left alone and
everything is concentrated on the next task.
· In such an approach, the life-cycle of a product starts with the identification of
the need for that product. These needs are converted into product requirements
which are passed on to the design department.
1 - 8 Computer Aided Design and Manufacturing
Introduction
Recognition of need
Definition of problem
Synthesis
Analysis and optimization
Evaluation
Presentation
Success
Change the design
Can the design be improved
Design impossible for the
given specification
Fails No
Yes
Fig. 1.3.2 Shigley's design process](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-20-2048.jpg)


![Sr. No. Sequential engineering Concurrent engineering
1. Sequential engineering is the term
used to explain the method of
production in a linear system. The
various steps are done one after
another, with all attention and
resources focused on that single
task.
In concurrent engineering, various tasks
are handled at the same time, and not
essentially in the standard order. This
means that info found out later in the
course can be added to earlier parts,
improving them, and also saving time.
2. Sequential engineering is a system
by which a group within an
organization works sequentially to
create new products and services.
Concurrent engineering is a method by
which several groups within an
organization work simultaneously to create
new products and services.
3. The sequential engineering is a
linear product design process during
which all stages of manufacturing
operate in serial.
The concurrent engineering is a non-linear
product design process during which all
stages of manufacturing operate at the
same time.
4. Both process and product design
run in serial and take place in the
different time.
Both product and process design run in
parallel and take place in the same time.
5. Process and product are not
matched to attain optimal matching.
Process and product are coordinated to
attain optimal matching of requirements for
effective quality and delivery.
6. Decision making done by only
group of experts.
Decision making involves full team
involvement.
1.5 Computer Aided Design (CAD) + [AU : May-17]
The conventional design process has been accomplished on drawing boards with
design being documented in the form of a detailed engineering drawing. This process is
iterative in nature and is time consuming. The computer can be beneficially used in the
design process. The various tasks performed by a modern computer aided design system
can be grouped into four functional areas.
i) Geometric modeling
ii) Engineering analysis
iii) Design review and evaluation
iv) Automated drafting.
i) Geometric Modeling
· The geometric modeling is concerned with computer compatible mathematical
description of geometry of an object.
· The mathematical description should be such that the image of the object can be
displayed and manipulated in the computer terminal, modification on the
1 - 12 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-24-2048.jpg)



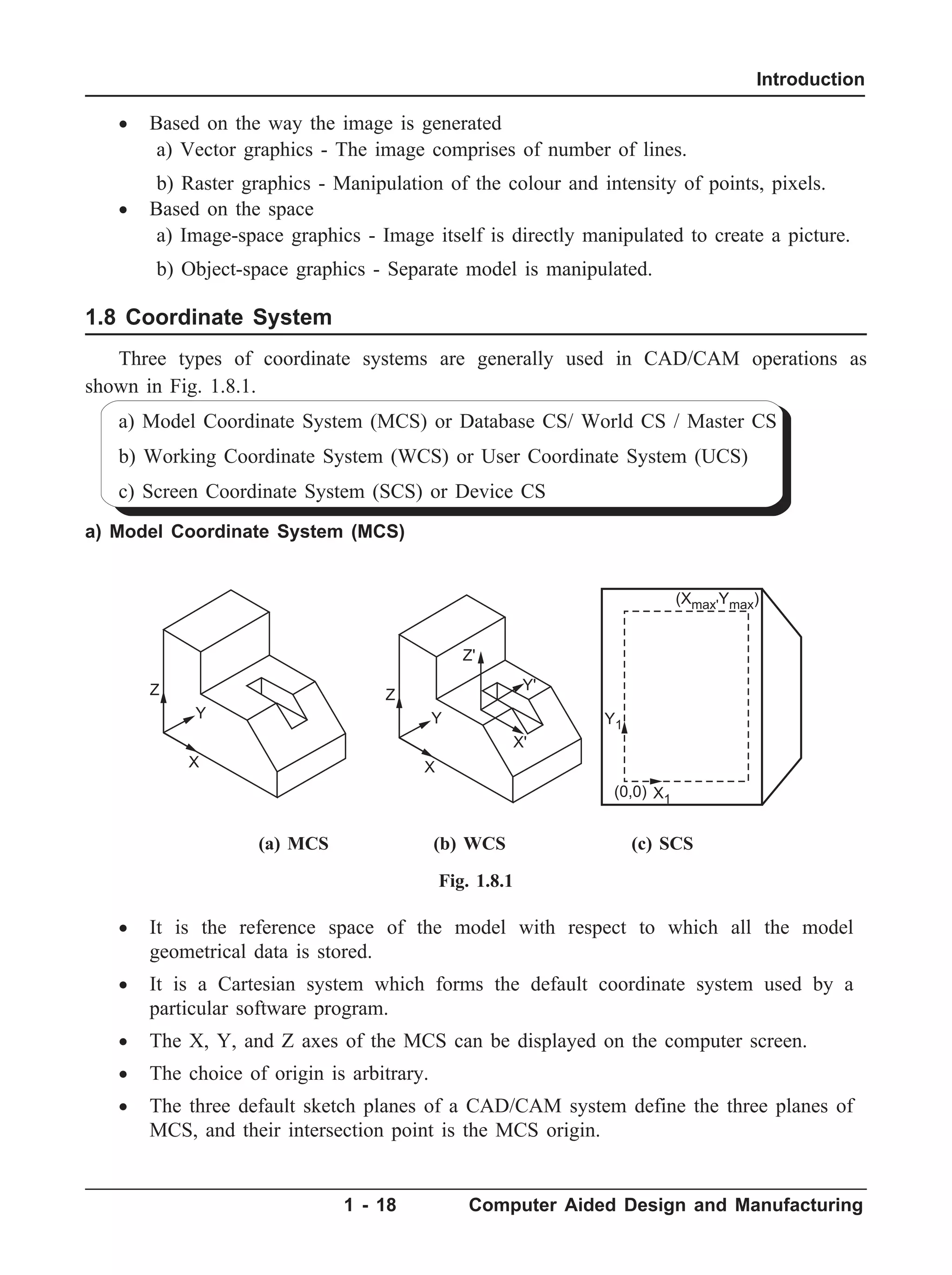

![· A user co-ordinate system is one in which the designer can specify his own
coordinates for a specific design application.
· These screen independent coordinates can have large or small numeric range, or
even negative values, so that the model can be represented in a natural way.
· It may, however, happen that the picture is too crowded with several features to
be viewed clearly on the display screen.
· Therefore, the designer may want to view only a portion of the image, enclosed
in a rectangular region called a window.
· Different parts of the drawing can thus be selected for viewing by placing the
windows.
· Portions inside the window can be enlarged, reduced or edited depending upon
the requirements. Fig. 1.8.2 (a) depicts the use of windowing to enlarge an image.
View Port
· It may be sometimes desirable to display different portions or views of the
drawing in different regions of the screen.
· A portion of the screen where the contents of the window are displayed is called
a view port. Fig. 1.8.2 (b) explains a view port.
1.9 2D Transformations + [AU : Dec.-17]
· Geometric transformations provide a means by which an image can be enlarged
in size, or reduced, rotated, or moved.
· These changes are brought about by changing the co-ordinates of the picture to a
new set of values depending upon the requirements.
· The basic transformations are translation, scaling, rotation, reflection or mirror
and shear.
1 - 20 Computer Aided Design and Manufacturing
Introduction
Window
Original
drawing
65,50
130,100 View port 1
View port 4 View port 3
View port 2
(a) Window (b) View port
Fig. 1.8.2](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-32-2048.jpg)
![a) 2D Translation
· This moves a geometric entity in space in such a way that the new entity is
parallel at all points to the old entity. Translation of a point is shown in
Fig. 1.9.1.
· Let's consider a point on the object, represented by P which is translated along X
and Y axes by DX and DY respectively to a new position P '.
· The new coordinates after transformation are given by following equations.
P' = [x', y' ] …(1.9.1)
x' = [x+Dx] …(1.9.2)
y' = [y+Dy] …(1.9.3)
[P'] =
¢
¢
é
ë
ê
ù
û
ú
x
y
=
x x
y y
+
+
é
ë
ê
ù
û
ú
D
D
=
x
y
é
ë
ê
ù
û
ú +
D
D
x
y
é
ë
ê
ù
û
ú …(1.9.4)
2D Translation of an object
Fig. 1.9.2 explains the transformation of a rectangle. Consider a rectangle of
coordinates (1,1), (4,1), (1,5) and (4,5). The rectangle is translated by 3 units along
x-direction (Dx) and 3 units along y-direction (Dy). (See Fig. 1.9.2 on next page)
b) 2D Scaling
· Scaling is the transformation applied to change the scale of an entity.
· To achieve scaling, the original coordinates would be multiplied uniformly by the
scaling factors.
Sx = Scaling factor along x-direction
Sy = Scaling factor along y-direction
Ts = Scaling matrix
· The scaling operations could be explained by the equations stated below.
¢
P = [x', y' ]=[Sx ´ X, Sy ´ Y] …(1.9.5)
1 - 21 Computer Aided Design and Manufacturing
Introduction
P
P Z
Y
X
X
P'
X'
Y'
Z'
Y
Fig. 1.9.1 Translation of a point](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-33-2048.jpg)
![[ ¢
P ] =
S 0
0 S
x
y
x
y
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú …(1.9.6)
[Ts] =
S 0
0 S
x
y
é
ë
ê
ù
û
ú …(1.9.7)
[ ¢
P ] = [Ts] × [P] …(1.9.8)
· Fig. 1.9.3 depicts the scaling of an
object.
c) 2D Rotation
· Rotation is another important
geometric transformation. The
final position and orientation of a
geometric entity is decided by the
angle of rotation (q) and the base
point about which the rotation, is
to be done.
· If rotation is made in clockwise
direction 'q' is considered as
1 - 22 Computer Aided Design and Manufacturing
Introduction
0 1 2 3 4 5 6 7 8 9 10
X
(1, 1) (4, 1)
(1, 5) (4, 5)
(5, 4) (8, 4)
(5, 8) (8, 8)
Y
0
1
2
3
4
5
6
7
8
9
10
Original rectangle
After translation
Fig. 1.9.2 2D Translation of an object
X
SX
SY
Y
P
P'
Y
X
Fig. 1.9.3 2D Scaling of an object](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-34-2048.jpg)
![negative and if rotation is made in counter clockwise (anti-clockwise) direction
' q' is considered as positive.
· Fig. 1.9.4 depicts rotation of an object.
· To develop the transformation matrix for transformation, consider a point P
located in XY-plane, being rotated in the counter clockwise direction to the new
position, ¢
P by an angle 'q' as shown in Fig. 1.9.4. The new position ¢
P is given
by
¢
P = [ ¢
x , ¢
y ]
· From the figure the original position is specified by
x = r cos a
y = r sin a
· The new position ¢
P is specified by
¢
x = r cos ( +
a q) = r cos q cos a – r sin q sin a
= x cos q – y sin q
Also, ¢
y = r sin ( +
a q) = r sin q cos a + r cos q sin a
= x sin q + y cos q
· Thus the transformation matrix for a rotation operation could be derived as
follows,
[P ]
¢ =
¢
¢
é
ë
ê
ù
û
ú
x
y
=
cos sin
sin cos
x
y
q q
q q
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú …(1.9.9)
· The rotation matrix is given as TR .
1 - 23 Computer Aided Design and Manufacturing
Introduction
X'
X
P'
r
P
X
Y
Y'
Y
0
Fig. 1.9.4 2D rotation of an objects](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-35-2048.jpg)
![[TR ] =
cos sin
sin cos
q q
q q
-
é
ë
ê
ù
û
ú …(1.9.10)
[P ]
¢ = [T [P]
R ]× (1.9.11)
d) 2D Shearing
· A shearing transformation produces distortion of an object or an entire image.
There are two types of shears : X-shear and Y-shear.
· A transformation that slants the shape of an object is called the shear
transformation.
· One shifts X coordinates values and other shifts Y coordinate values. However;
in both the cases only one coordinate changes its coordinates and other preserves
its values.
· Shearing is also termed as skewing.
· The X-shear as shown in the Fig. 1.9.5 (a), preserves the Y coordinate and
changes are made to X coordinates, which causes the vertical lines to tilt right or
left.
1 - 24 Computer Aided Design and Manufacturing
Introduction
11 12 13
After X-shear
Original part
D1
A1
B1
A B
E1
C1
C
D
0 1 2 3 4 5 6 7 8 9 10
X
Y
0
1
2
3
4
5
6
7
8
9
10
E
Fig. 1.9.5 (a) X-Shear](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-36-2048.jpg)

![· For reflection about x-axis the y coordinate will be negative and the following
equations should be utilized,
¢
P = [X , Y ]
¢ ¢ = [X, – Y] …(1.9.16)
[P ]
¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
x
y
…(1.9.17)
The translation matrix is given as,
[T ]
m =
1 0
0 1
-
é
ë
ê
ù
û
ú …(1.9.18)
[P ]
¢ = [T ] [P]
m × …(1.9.19)
· For reflection about y-axis the x coordinate will be negative and the following
equations should be utilized,
¢
P = [X , Y ]
¢ ¢ = [X, – Y] …(1.9.20)
[P ]
¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
x
y
…(1.9.21)
The translation matrix is given as,
[T ]
m =
-
é
ë
ê
ù
û
ú
1 0
0 1
…(1.9.22)
[P ]
¢ = [T ] [P]
m × …(1.9.23)
· Thus the general form of reflection matrix could be written as,
[T ]
m =
±
±
é
ë
ê
ù
û
ú
1 0
0 1
…(1.9.24)
1 - 26 Computer Aided Design and Manufacturing
Introduction
(a) Reflection about X-Axis
P
Y
X
Y
–
Y
P'
– X X
Y
X
P
P'
(b) Reflection about Y-axis
Fig. 1.9.6](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-38-2048.jpg)
![1.9.1 Homogeneous Coordinates
Concatenation of Transformations
· Sometimes it becomes necessary to combine the individual transformations in
order to achieve the required results. In such cases the combined transformation
matrix can be obtained by multiplying the respective transformation matrices as
shown below,
[P ]
¢ = [T ][T ][T ]...[T ][T ][T ]
n n 1 n 2 3 2 1
- - …(1.9.25)
· In order to concatenate the transformation, all the transformation matrices should
be multiplicative type. The following form known as homogeneous form should
be used to convert the translation matrix into a multiplication type.
[P ]
¢ =
¢
¢
é
ë
ê
ê
ê
ù
û
ú
ú
ú
x
y
1
=
1 0 0
0 1 0
D D
X Y 1
x
y
1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
é
ë
ê
ê
ê
ù
û
ú
ú
ú
…(1.9.26)
· The three dimensional representation of a two dimensional plane is called
homogeneous coordinates and the transformation using the homogeneous
co-ordinates is called homogeneous transformation.
· The translation matrix in homogeneous form is,
[T] =
1 0 0
0 1 0
D D
X Y 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
· The Scaling matrix in homogeneous form is,
[S] =
S 0 0
0 S 0
0 0 1
x
y
é
ë
ê
ê
ê
ù
û
ú
ú
ú
· The Rotation matrix in homogeneous form is,
[T ]
R =
cos sin
sin cos
q q
q q
0
0
0 0 1
-
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Need for homogeneous transformation
· Consider the need for rotating an object about an arbitrary point as shown in
Fig. 1.9.7.
· The transformation given earlier for rotation is about the origin of the axes
system.
· To derive the necessary transformation matrix, the following complex procedure
would be required.
i) Translate the point 'P' to 'O', the origin of the axes system.
1 - 27 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-39-2048.jpg)
![ii) Rotate the object by the given angle 'q'.
iii) Translate the point back to its original position from origin.
· The following homogeneous transformation matrices should be used for the
translation operation,
i) Translate the point from point 'P' to origin 'O'
[T ]
1 = [T] =
1 0 0
0 1 0
1
- -
é
ë
ê
ê
ê
ù
û
ú
ú
ú
D D
X Y
ii) Rotate the object by the given angle 'q'.
[T ]
2 = [T ]
R =
cos sin
sin cos
q q
q q
0
0
0 0 1
-
é
ë
ê
ê
ê
ù
û
ú
ú
ú
iii) Translate the point back to its original position from origin.
[T ]
3 = [T] =
1 0 0
0 1 0
1
D D
X Y
é
ë
ê
ê
ê
ù
û
ú
ú
ú
iv) Final Transformation matrix after concatenation,
[T] = [T ] [T ] [T ]
1 2 3
´ ´
1 - 28 Computer Aided Design and Manufacturing
Introduction
A
X
Y
r
r
P'
P
O
Y
X
Fig. 1.9.7 Rotation of an object about an arbitrary point](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-40-2048.jpg)
![¢
B = B + T =
3
1
3
2
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
6
3
é
ë
ê
ù
û
ú
¢
C = C + T =
1
3
3
2
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
4
5
é
ë
ê
ù
û
ú
Example 1.9.4 : A rectangular lamina ABCD having co-ordinates A(2, 2), B(4, 2),
C(4, 5) and D(2, 5) is translated by 4 units in x - direction and 4 units in y - direction.
Find out the translated coordinates and plot the rectangle before and after translation.
Solution : Given : Rectangle ABCD,
A (2, 2) = (x , y )
1 1
B (4, 2) = (x , y )
2 2
C (4, 5) = (x , y )
3 3
D (2, 5) = (x , y )
4 4
Dx = 4; Dy = 4 Þ T( , )
D D
x y = (4, 4)
[A] = [A] + [T] =
2
2
4
4
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
6
6
é
ë
ê
ù
û
ú
[B ]
¢ = [B] + [T] =
4
2
4
4
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
8
6
é
ë
ê
ù
û
ú
1 - 31 Computer Aided Design and Manufacturing
Introduction
x = 3
y = 2
C (1, 3)
A' (4, 3)
B (3, 1)
A (1, 1)
B' (6, 3)
C' (4, 5)
X
Y
Fig. 1.9.10](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-43-2048.jpg)
![[C ]
¢ = [C] + [T] =
4
5
4
4
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
8
9
é
ë
ê
ù
û
ú
[D ]
¢ = [D] + [T] =
2
5
4
4
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
6
9
é
ë
ê
ù
û
ú
Example 1.9.5 : A polygon ABCD is having the coordinates A(2, 3), B(6, 3), C(6, 6),
D(2, 6). Scale the polygon by 2 units along x-axis and y-axis.
Solution : Given :
Polygon ABCD ® A(x , y )
1 1 = (2, 3)
B(x , y )
2 2 = (6, 3)
C(x , y )
3 3 = (6, 6)
D(x , y )
4 4 = (2, 6)
Scaling factor ® S = (S ,S )
x y = (2, 2)
Scaling matrix, [S] =
S 0
0 S
x
y
é
ë
ê
ù
û
ú =
2 0
0 2
é
ë
ê
ù
û
ú
1 - 32 Computer Aided Design and Manufacturing
Introduction
(6, 9)
(6, 6)
C' (8, 9)
x = 4
(2, 5)
(2, 2)
C (4, 5)
B (4, 2)
A
D
(8, 6)
B'
D'
y = 4
A'
X
Y
Fig. 1.9.11](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-44-2048.jpg)
![[A]¢ = [S] ´ [A]
=
2 0
0 2
2
3
é
ë
ê
ù
û
ú ´
é
ë
ê
ù
û
ú =
4
6
é
ë
ê
ù
û
ú
[B]¢ = [S] ´ [B] Þ
=
2 0
0 2
6
3
é
ë
ê
ù
û
ú ´
é
ë
ê
ù
û
ú =
12
6
é
ë
ê
ù
û
ú
[C]¢ = [S] ´ [C]
=
2 0
0 2
6
6
é
ë
ê
ù
û
ú ´
é
ë
ê
ù
û
ú =
12
12
é
ë
ê
ù
û
ú
[D]¢ = [S] ´ [D]
=
2 0
0 2
2
6
é
ë
ê
ù
û
ú ´
é
ë
ê
ù
û
ú =
4
12
é
ë
ê
ù
û
ú
1 - 33 Computer Aided Design and Manufacturing
Introduction
X
Y
A (2, 3)
D (2, 6)
A' (4, 6)
C (6, 6)
B' (12, 6)
C' (12, 12)
D' (4, 12)
B (6, 3)
Fig. 1.9.12](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-45-2048.jpg)
![Example 1.9.6 : Rotate the point P(6, 8) about the origin at an angle 30 ° in
anti-clock wise direction and obtain the new position of the point.
Solution : Given
P(x , y )
1 1 = (6, 8) ; q = 30°
¢
P =
¢
¢
é
ë
ê
ù
û
ú
x
y
1
1
=
cos sin
sin cos
q q
q q
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
x
y
1
1
=
cos sin
sin cos
30 30
30 30
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
6
8
Þ [P ]
¢ =
1.196
9.928
é
ë
ê
ù
û
ú
Example 1.9.7 : A triangle ABC, A(5, 2), B(3, 5), C(7, 5). Find the transformed
position if,
i) The triangle is rotated by 45 ° in clockwise direction.
ii) The triangle is rotated by 60 ° in anti-clockwise direction.
Solution : Given : DABC Þ A(5, 2)
(x , y )
,
B(3, 5)
(x , y )
,
C(7, 5)
(x , y )
1 1 2 2 3 3
i) Rotated by 45 ° in clockwise direction :
q = – 45°
[A]¢ =
¢
¢
é
ë
ê
ù
û
ú
x
y
1
1
=
cos( ) sin( )
sin( ) cos( )
- ° - - °
- ° - °
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
45 45
45 45
5
2ú
1 - 34 Computer Aided Design and Manufacturing
Introduction
Y
X
30° =
P' (1.196, 9.28)
P(6, 8)
Fig. 1.9.13](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-46-2048.jpg)
![Þ [A]¢ =
4.97
2.12
-
é
ë
ê
ù
û
ú
Similarly, [B]¢ =
¢
¢
é
ë
ê
ù
û
ú
x
y
2
2
=
cos( ) sin( )
sin( ) cos( )
- ° - - °
- ° - °
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
45 45
45 45
3
5ú
Þ [B]¢ =
5.65
1.41
é
ë
ê
ù
û
ú
Similarly, [C]¢ =
¢
¢
é
ë
ê
ù
û
ú
x
y
3
3
=
cos( ) sin( )
sin( ) cos( )
- ° - - °
- ° - °
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
45 45
45 45
7
5ú
Þ [C]¢ =
8.48
1.414
-
é
ë
ê
ù
û
ú
ii) Rotated by 60° in anticlockwise direction (counter-clockwise) :
q = 60°
[A]¢¢ =
¢¢
¢¢
é
ë
ê
ù
û
ú
x
y
1
1
=
cos sin
sin cos
60 60
60 60
5
2
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
Þ [A]¢¢ =
0.767
5.330
é
ë
ê
ù
û
ú
Similarly, [B]¢¢ =
¢¢
¢¢
é
ë
ê
ù
û
ú
x
y
2
2
=
cos sin
sin cos
60 60
60 60
3
5
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
Þ [B]¢¢ =
-
é
ë
ê
ù
û
ú
2.830
5.098
Similarly, [C]¢¢ =
¢¢
¢¢
é
ë
ê
ù
û
ú
x
y
3
3
=
cos sin
sin cos
60 60
60 60
7
5
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
Þ [C]¢¢ =
-
é
ë
ê
ù
û
ú
0.83
8.562
1 - 35 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-47-2048.jpg)


4 4 :
x4 = – 10 cos 60
= – 5 units
1 - 37 Computer Aided Design and Manufacturing
Introduction
Y
A (0, 0)
X
y2
x2
l = 10
30°
(x , y )
2 2
B
Fig. 1.9.16
Y
A (0, 0)
X
y2
x2
(x , y )
2 2
(x , y )
3 3
10 sin 60
B
60°
30°
30°
l = 10
10 cos 60
Fig. 1.9.17
Y
X
l=10 10 sin 60
– 10 cos 60
D(x , y )
4 4
60°
Fig. 1.9.18](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-49-2048.jpg)
![y 4 = 10 sin 60 = 8.66 units
D(x , y )
4 4 = (– 5, 8.66)
i) Rotate the square by 30° clockwise :
q = – 30°
[A]¢ =
cos( ) sin( )
sin( ) cos( )
- - -
- -
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
30 30
30 30
0
0
=
0
0
é
ë
ê
ù
û
ú
[B]¢ =
cos( ) sin( )
sin( ) cos( )
- - -
- -
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
30 30
30 30 5
8.66
=
9.99 ~ 10
0.0001~ 0
é
ë
ê
ù
û
ú
Þ [B]¢ =
10
0
é
ë
ê
ù
û
ú
[C]¢ =
cos( ) sin( )
sin( ) cos( )
- - -
- -
é
ë
ê
ù
û
ú
é
ë
30 30
30 30
3.66
13.66
ê
ù
û
ú =
10
10
é
ë
ê
ù
û
ú
[D]¢ =
cos( ) sin( )
sin( ) cos( )
- - -
- -
é
ë
ê
ù
û
ú
-
é
ë
ê
ù
û
30 30
30 30
5
8.66ú =
0
10
é
ë
ê
ù
û
ú
iii) Square is rotated by 60° in counter clockwise direction :
q = 60°
[A]¢¢ =
cos sin
sin cos
60 60
60 60
0
0
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú =
0
0
é
ë
ê
ù
û
ú
[B]¢¢ =
cos sin
sin cos
60 60
60 60
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
8.66
5
=
0
10
é
ë
ê
ù
û
ú
[C]¢¢ =
cos sin
sin cos
60 60
60 60
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
3.66
13.66
=
-
é
ë
ê
ù
û
ú
10
10
[D]¢¢ =
cos sin
sin cos
60 60
60 60
5
-
é
ë
ê
ù
û
ú
-
é
ë
ê
ù
û
ú
8.66
=
-
é
ë
ê
ù
û
ú
10
0
1 - 38 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-50-2048.jpg)
![Example 1.9.9 : For a planar lamina ABCD with A(3, 5), B(2, 2), C(8, 2) and D(4, 5)
in XY plane with point P(4, 3) in the inetrior is to be
i) Translated by a translation matrix [T] =
8
5
é
ë
ê
ù
û
ú
ii) Rotated by 60° in counter clockwise direction.
1 - 39 Computer Aided Design and Manufacturing
Introduction
60° 30°
D''
(–10, 0)
B' (10, 0)
C' (10, 10)
C
(3.66, 13.66)
C"
(–10, 10) D' B''
(0, 10)
B
A (0, 0)
A', A"
Fig. 1.9.19
A (3, 5) D(4, 5)
P
(4, 3)
B (2, 2) C (8, 2)
Fig. 1.9.20](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-51-2048.jpg)
![Sol. : i) Translation :
[T] =
D
D
x
y
é
ë
ê
ù
û
ú =
8
5
é
ë
ê
ù
û
ú
Dx = 8; Dy = 5
[A]¢ =
x
y
x
y
1
1
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú
D
D
=
3
5
8
5
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
11
10
é
ë
ê
ù
û
ú
[B]¢ =
x
y
x
y
2
2
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú
D
D
=
2
2
8
5
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
10
7
é
ë
ê
ù
û
ú
[C]¢ =
x
y
x
y
3
3
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú
D
D
=
8
2
8
5
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
16
7
é
ë
ê
ù
û
ú
[D]¢ =
x
y
x
y
4
4
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú
D
D
=
4
5
8
5
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
12
10
é
ë
ê
ù
û
ú
[P]¢ =
4
3
x
y
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú
D
D
=
4
3
8
5
é
ë
ê
ù
û
ú +
é
ë
ê
ù
û
ú =
12
8
é
ë
ê
ù
û
ú
ii) Rotate through 60° in counter clockwise direction :
q = 60°
[A]¢¢ =
cos sin
sin cos
60 60
60 60
3
5
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú =
-
é
ë
ê
ù
û
ú
2.83
5.09
[B]¢¢ =
cos sin
sin cos
60 60
60 60
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
2
2
=
-
é
ë
ê
ù
û
ú
0.732
2.732
[C]¢¢ =
cos sin
sin cos
60 60
60 60
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
8
2
=
2.26
7.93
é
ë
ê
ù
û
ú
[D]¢¢ =
cos sin
sin cos
60 60
60 60
4
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
5
=
-
é
ë
ê
ù
û
ú
2.33
5.96
[P]¢¢ =
cos sin
sin cos
60 60
60 60
4
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
3
=
-
é
ë
ê
ù
û
ú
0.59
4.96
1 - 40 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-52-2048.jpg)

![Example 1.9.10 : Derive an appropriate 2D transformation method to reflect the
rectangle ABCD, A(3, 4), B(7, 4), C(7, 6), D(3, 6). Reflect about i) X-axis, ii) Y-axis.
Solution : i) For reflection about X-axis :
[A]¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
x
y
1
1
Þ [A]¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
3
4
=
3
4
-
é
ë
ê
ù
û
ú
[B]¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
7
4
=
7
4
-
é
ë
ê
ù
û
ú
[C]¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
7
6
=
7
6
-
é
ë
ê
ù
û
ú
[D]¢ =
1 0
0 1
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
3
6
=
3
6
-
é
ë
ê
ù
û
ú
1 - 42 Computer Aided Design and Manufacturing
Introduction
A
(3, 4)
B
D' C'
(7, 4)
(3, – 6) (7, – 6)
D
(3, 6)
C
(7, 6)
A'
(3, – 4) B'(7, – 4)
X
Y
Y
X
Fig. 1.9.22](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-54-2048.jpg)
![ii) Reflection about Y-axis :
[A]¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
x
y
1
1
Þ [A]¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
3
4
=
-
é
ë
ê
ù
û
ú
3
4
[B]¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
7
4
=
-
é
ë
ê
ù
û
ú
7
4
[C]¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
7
6
=
-
é
ë
ê
ù
û
ú
7
6
[D]¢ =
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
3
6
=
-
é
ë
ê
ù
û
ú
3
6
iii) About origin :
[A]¢¢¢ =
-
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
x
y
1
1
1 - 43 Computer Aided Design and Manufacturing
Introduction
(–7, 6)
D''(–3, 6) D(3, 6)
A''(–3, 4)
(–7, 4)
A(3, 4) B(7, 4)
C(7, 6)
X
Y
Y
X
C''
B''
Fig. 1.9.23](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-55-2048.jpg)
![Þ [A]¢¢¢ =
-
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
3
4
=
-
-
é
ë
ê
ù
û
ú
3
4
[B]¢¢¢ =
-
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
7
4
=
-
-
é
ë
ê
ù
û
ú
7
4
[C]¢¢¢ =
-
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
7
6
=
-
-
é
ë
ê
ù
û
ú
7
6
[D]¢¢¢ =
-
-
é
ë
ê
ù
û
ú
é
ë
ê
ù
û
ú
1 0
0 1
3
6
=
-
-
é
ë
ê
ù
û
ú
3
6
2-D Transformation Problems based on Homogeneous Coordinate System
(Concatenation)
Example 1.9.11 : A rectangle ABCD has coordinates A(2, 3), B(6, 3), C(6, 6) and
D(2, 6). Calculate the combined transformation matrix (concatenation) for the following
operations. Also find the resultant coordinates.
i) Translation by 2 units in x - direction and 3 units in y - direction.
ii) Scaling by 4 - units in x - direction and 2 - units in y - direction.
iii) Rotation by 30 ° in counter clockwise direction about z - axis, passing through a
point (3, 3).
1 - 44 Computer Aided Design and Manufacturing
Introduction
C''' (–7,–6) D''' (–3,–6)
B''' (–7,–4) A''' (–3,–4)
A
(3, 4) B (7, 4)
D
(3, 6) C (7, 6)
X
Y
O
Y
X
Fig. 1.9.24](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-56-2048.jpg)

2 3 =
1 0 0
0 1 0
2 3 0
é
ë
ê
ê
ê
ù
û
ú
ú
ú
ii) Scaling matrix in homoeneous form,
[ ]
' S '
( , )
4 2 Given, Sx = 4
Sy = 2
[S]( , )
4 2 =
4 0 0
0 2 0
0 0 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
iii) Rotation matrix in homoeneous form,
[R]Þ at point (3, 3)
Note : In normal cases rotation is done with suspect to origin.
· But in this problem rotation has to be made at point (3, 3), which is not possible
by normal method.
· Therefore, initially the rectangle will be tanslated to origin, it will be rotated at
origin.
· After rotating at origin, the retangle will be translated back to point (3, 3).
Procedure for rotation at (3, 3)
Step 1 : Translate rectangle ABCD at origin [T ]
1 .
Step 2 : Rotate rectangle ABCD at origin [T ]
11 .
Step 3 : Translate rectangle ABCD from origin [T ]
111 to point [3, 3].
Step 4 : Final rotation matrix [R] = [ ] [ ] [ ]
T T T
1 11 111
´ ´
1 - 45 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-57-2048.jpg)
![Step 1 : Translation matrix for translating ABCD to origin form point (3, 3) [T ]
I
Here, DxI = – 3, DyI = – 3
[TI ] =
1 0 0
0 1 0
1
1 0 0
0 1 0
3 3 1
D D
x y
I I
é
ë
ê
ê
ê
ù
û
ú
ú
ú
é
ë
ê
ê
ê
ù
û
ú
ú
ú
– –
Step 2 : Rotate rectangle ABCD at origin [T ]
II .
Here, q = 30° (counter - clockwise)
[TII ] =
cos sin
– sin cos
cos sin
– sin
q q
q q
0
0
0 1
30 30 0
30
0
é
ë
ê
ê
ê
ù
û
ú
ú
ú
= cos30 0
0 0 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Þ [T] =
0866 0 5 0
0 5 0866 0
0 0 1
. .
– . .
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Step 3 : Translate ABCD from origin to (3, 3) [T]III
Here DxIII = 3 ; DyIII = 3
[T]III =
1 0 0
0 1 0
1
D D
x y
III III
é
ë
ê
ê
ê
ù
û
ú
ú
ú
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 0 0
0 1 0
3 3 1
Rotation matrix at (3, 3) in homogeneous form Þ [R]
[R] = [T] [T]
I II III
´ ´
[ ]
T
=
1 0 0
0 1 0
3 3 1
0866 0 5 0
0 5 0866 0
0 0 1
– –
. .
– . .
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 0 0
0 1 0
3 3 1
Þ [R] =
0.866 0.5 0
–0.5 0.866 0
1. 902 – 1.908 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
So we obtained all the three matrixes for evaluating the combined matrix [ ]
m
[T](2,3) =
1 0 0
0 1 0
2 3 0
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 - 46 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-58-2048.jpg)
 =
4 0 0
0 2 0
0 0 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
[R]( = 30 )
q ° =
0866 0 5 0
0 5 0866 0
1902 1098 1
. .
– . .
. – .
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Combined transformation matrix [ ]
Tc
[ ]
Tc = [T] [S] [R]
(2,3) (4,2) ( = 30 )
´ ´ °
q
=
1 0 0
0 1 0
2 3 0
4 0 0
0 2 0
0 0 1
0866 0 5 0
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
. .
–0 5 0866 0
1902 1098 1
. .
. – .
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Þ [T ]
c =
3.464 2 0
–1 1.732 0
5.93 8.098 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
To find the resultant co-ordinates after combined transformations operations.
Given, A B C D Þ A (x , y )
1 1 = (2, 3)
B (x , y )
2 2 = (6, 3)
C (x , y )
3 3 = (6, 6)
D (x , y )
4 4 = (2, 6)
Coordinates an homogeneous form,
A
B
C
D
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
=
x y
x y
x y
x y
1 1
2 2
3 3
4 4
1
1
1
1
2 3 1
6 3 1
6 6 1
2 6 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
=
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
Resultant co-ordinates (After transformation)
¢
¢
¢
¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
A
B
C
D
=
A
B
C
D
[Tc
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
´ ] =
2 3 1
6 3 1
6 6 1
2 6 1
3464 2 0
1 1732 0
593 8098 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
´
.
– .
. .
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 - 47 Computer Aided Design and Manufacturing
Introduction
4 × 3 × 3 × 3](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-59-2048.jpg)

![· In this problem rectangle ABCD has to scaled to 3/4 of its size.
Sx = 0.75 and Sy = 0.75
· Scaling has to be done such that centre point (4, 4.5) remains at same position.
· This is not possible by normal means of scaling operation.
· Here scaling can be performed only with repect to origin.
· So initially translate ABCD to orgin, perform scaling at origin and translate back
to point (4, 4.5).
Procedure for performing scaling at (4, 4.5)
Step 1 : Translate ABCD from (4, 4.5) to origin (0, 0) [TI ]
Step 2 : Scale ABCD at orgin (0, 0) [TII ]
Step 3 : Translate ABCD from orgin (0, 0) and point (4, 4.5) [T ]
III
Step 4 : Evaluate scaling matrix [S]
[ ]( . , . )
S 0 75 0 75 = [T ] [T ] [T ]
I II III
´ ´
Step 5 : Find out the resultant co-ordinates after scaling.
Step 1 : Translate ABCD from (4, 4.5) to (0, 0)
Here, DxI = –4 and DyI = – 4.5
[ ]
TI in homogeneous form,
[TI ] =
1 0 0
0 1 0
0
D D
x y
I I
é
ë
ê
ê
ê
ù
û
ú
ú
ú - -
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 0 0
0 1 0
4.5 4.5 1
Step 2 : Scaling to
3
4
of its size at origin (0,0)
Here, Sx = 0.75; Sy = 0.75
[S] in homogeneous form,
[TII ] =
S
S
0 0
0.75 0 0
0 0.75 0
0 0 1
x
y
0 0
0 0
1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
=
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Step 3 : Translation of ABCD to (4, 4.5) from (0, 0) [T]III
Here Dx = 4 ; Dy = 4.5
1 - 49 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-61-2048.jpg)
![[T]III =
1 0 0
0 1 0
1
D D
x y
é
ë
ê
ê
ê
ù
û
ú
ú
ú
=
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 0 0
0 1 0
4 4.5 1
Final scaling matrix [S] 3
4
,
3
4
æ
è
ç
ö
ø
÷
[S] = [T ] T [T ]
I II III
´ ´
[ ]
=
1 0 0
0 1 0
–4 –4.5 1
0.75 0 0
–0.5 0.75 0
0 0 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
é
ë
ê
ê
ê
ù
û
ú
ú
ú
´
é
ë
ê
ê
ê
ù
û
ú
ú
ú
1 0 0
0 1 0
4 4.5 1
Þ [
,
S] 3
4
3
4
æ
è
ç
ö
ø
÷
=
0.75 0 0
0 0.75 0
1 1.125 1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Resultant Co-ordinates
Given, A (x , y )
1 1 = (2, 3)
B (x , y )
2 2 = (6, 3)
C (x , y )
3 3 = (6, 6)
D (x , y )
4 4 = (2, 6)
ABCD in homogeneous form,
A
B
C
D
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
=
x y
x y
x y
x y
1 1
2 2
3 3
4 4
1
1
1
1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
=
é
ë
ê
ê
ê
2 3 1
6 3 1
6 6 1
2 6 1
ê
ù
û
ú
ú
ú
ú
Resultant Co-ordinates
¢
¢
¢
¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
A
B
C
D
=
A
B
C
D
[S
ì
í
ï
ï
î
ï
ï
ü
ý
ï
ï
þ
ï
ï
´ ]( / , / )
3 4 3 4
Þ
¢
¢
¢
¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
A
B
C
D
=
2 3 1
6 3 1
6 6 1
2 6 1
075 0 0
0 075 0
1 1125 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
´
é
ë
ê
ê
ê
ù
.
.
. û
ú
ú
ú
=
2.5 3.375 1
5.5 3.375 1
5.5 5.625 1
2.5 5.625 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
1 - 50 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-62-2048.jpg)
![¢
A = (2.5, 3.375)
¢
B = (5.5, 3.375)
¢
C = (5.5, 5.625)
¢
D = (2.5, 5.625)
1.10 3D Transformations
· It is often necessary to display objects in
3-D on the graphics screen.
· The transformation matrices developed
for 2-dimensions can be extended to 3-D.
· Fig. 1.10.1 represents 3D translation of a
donut.
3D Translation
· 3D translation matrix is explained by,
[T] =
1 0 0 0
0 1 0 0
0 0 1 0
1
D D D
x y z
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
· D D
x y
, and Dy explains distance of translation along x, y and z direction
respectively.
1 - 51 Computer Aided Design and Manufacturing
Introduction
Y
X
D(2, 6)
D' (2.5, 5.625) C' (5.5, 5.625)
A' (2.5, 3.375) B' (5.5, 3.375)
C(6, 6)
A(2, 3) B(6, 3)
P (4, 4.5)
Fig. 1.9.26
Fig. 1.10.1.3D Translation of a donut](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-63-2048.jpg)
![3D Scaling
· 3D scaling matrix is explained by,
[ ]
Ts =
S
S
S
x
y
y
0 0 0
0 0 0
0 0 0
0 0 0 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
· S ,S and S
x y z represents the scaling factors along x, y and z direction
respectively.
3D Rotation
· 3D rotation matrices are given by,
i) Rotation along Z-axis by angle 'q'
[ ]
Rz =
cos
cos
1
q q
q q
sin
– sin
0 0
0 0
0 0 0
0 0 0 1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
ii) Rotation along X-axis by angle 'f'
[ ]
Rx =
1
cos
cos
0 0 0
0 0
0 0
0 0 0 1
f f
f f
– sin
sin
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
iii) Rotation along X-axis by angle 'f'
[ ]
Ry =
cos
cos
f f
f f
0 0
0 1 0 0
0 0
0 0 0 1
sin
sin
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
1.11 Line Drawing + [AU : Dec.-16, May-18]
· Straight line segments are used a great deal in computer generated pictures.
· The following criteria have been stipulated for line drawing displays :
i) Lines should appear straight
ii) Lines should terminate accurately
iii) Lines should have constant density
iv) Line density should be independent of length and angle
v) Line should be drawn rapidly
1 - 52 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-64-2048.jpg)









![· If ei < 0 ® Increment x by 1 and keep 'y' as it is.
· The results could be tabulated as below.
No. of Steps x y Error
0 3 3 0
1 4 4 –8
2 5 4 0
3 6 5 –8
4 7 5 0
5 8 6 – 8
6 9 6 0
7 10 7 – 8
8 11 7 0
Step 5 : Plot the points
1.12 Clipping + [AU : Dec.-16, 17]
· Various projections of an object's geometry can be defining views.
· A view requires a view window.
1 - 62 Computer Aided Design and Manufacturing
Introduction
0 1 2 3 4 5 6 7 8 9 10 11
1
2
3
4
5
6
7
Fig. 1.11.7](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-74-2048.jpg)






![v. Text Clipping
Text clipping can be of two types :
a) All or none string-clipping : In this
clipping as shown in figure, if all the
string is inside a clip window, it will
be kept. Otherwise, the string is
discarded.
b) All or none character-clipping : In this clipping as shown in figure, only those
characters that are not completely inside the window will be discarded.
1.13 Viewing Transformation + [AU : Dec.-16, May-18]
· The process that converts object coordinates in WCS to normalized device
coordinates is called window-to-view port mapping or normalization
transformation.
· The process that maps normalized device coordinates to discrete device / image
coordinates is called workstation transformation, which is essentially a second
window-to-view port mapping, with a workstation window in the normalized
device coordinate system and a workstation view port in the device coordinate
system.
· Collectively, these two coordinate-mapping operations are referred to as viewing
transformation.
· The step by step procedure for viewing transformation is shown in Fig. 1.13.1.
1 - 69 Computer Aided Design and Manufacturing
Introduction
STRING 1
STRING 2
Widow
Fig. 1.12.11 All or none string-clipping
STRING 1
STRING
2
Widow
ING 1
STRING 4
Widow
STRING 1 STRING 4 TRING 1
STR
Fig. 1.12.12 All or none character-clipping
2D Object
data
Window
transformation
Clipping
Computer
display
Frame
buffer
Scan
conversion
Visaport
transformation
Object
transformation
a b c
d
f e
Fig. 1.13.1 Viewing transformation](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-81-2048.jpg)










![· Inventory control is an important aspect for the growth of company.
· Stores inventory is the heart of an industry.
· Inventory control or stock control can be broadly defined as "the activity of
checking a shop's stock".
· Major field of application of inventory control :
· In operations management, logistics and supply chain management, the
technological system and the programmed software necessary for managing
inventory.
· In economics and operations management, the inventory control problem, which
aims to reduce overhead cost without hurting sales. It answers the 3 basic
questions of any supply chain : When ? Where ? How much ?
· In the field of loss prevention, systems designed to introduce technical barriers
to shoplifting.
(iii) Quality Control
· Quality control is a process by which entities review the quality of all factors
involved in production.
· Visual inspection is a major component of quality control, where a physical
product is examined visually and the inspectors will provide list of unacceptable
products with defects such as cracks or surface blemishes.
· ISO 9000 defines quality control as "A part of quality management focused on
fulfilling quality requirements". This approach places an emphasis on three
aspects,
i. Elements such as controls, job management, defined and well managed
processes, performance and integrity criteria, and identification of records.
ii. Competence, such as knowledge, skills, experience, and qualifications.
iii. Soft elements, such as personnel, integrity, confidence, organizational culture,
motivation, team spirit, and quality relationships.
1.16 Types of Production Systems + [AU : May-17]
The production system of an organization is that part, which produces products of an
organization. It is that activity whereby resources, flowing within a defined system are
combined and transformed in a controlled manner to add value in accordance with the
policies communicated by management.
The production system has the following characteristics :
· Production is an organized activity, so every production system has an objective.
· The system transforms the various inputs to useful outputs.
1 - 80 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-92-2048.jpg)



![· Any fault in flow of production is immediately corrected otherwise it will stop
the whole production process.
Suitability of Flow/Mass Production :
· There must be continuity in demand for the product.
· The products, materials and equipment must be standardized because the flow of
line is inflexible.
· The operations should be well defined.
· It should be possible to maintain certain quality standards.
· It should be possible to find time taken at each operation so that flow of work is
standardized.
· The process of stages of production should be continuous.
Advantages of Mass Production
A properly planned flow production method, results in the following advantages :
· The product is standardized and any deviation in quality etc. is detected at the
spot.
· There will be accuracy in product design and quality.
· It will help in reducing direct labour cost.
· There will be no need of work-in-progress because products will automatically
pass on from operation to operation.
· Since flow of work is simplified there will be lesser need for control.
· A weakness in any operation comes to the notice immediately.
· There may not be any need of keeping work-in-progress, hence storage cost is
reduced.
1.17 Manufacturing Models and Metrics + [AU : Dec.-16, May-17]
· Manufacturing metrics are effectively utilized to quantitatively measure the
performance of a manufacturing company.
· It is used to track the performance of a company in successive periods
(eg. Months and years)
· It provides the facility to try new technologies and new systems to determine the
merits, identify problems with performance, compare alternate methods and make
good decisions.
· Manufacturing metrics can be divided into two basic categories :
a) Production performance measures
b) Manufacturing costs
1 - 84 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-96-2048.jpg)



















![homogeneous coordinate with an example of matrix. How may a general rotation
transformation be expressed in terms of a combination of other transformation.
19. What is meant by interactive computer graphics ? Explain its various elements
20. Briefly explain the clipping and line drawing with an example.
21. Explain and bring out their differences between CAD and CAM.
22. Explain break-even analysis.
23. Explain briefly the types of production systems.
24. Explain the manufacturing models and metrics in detail.
Part A : Two Marks Question with Answers
Q.1 State any two benefits of CAD. + [ AU : May 2017 ]
Ans. : · Efficiency, effectiveness and creativity of the designer are drastically improved.
· Faster, Consistent and More accurate.
· Easy modification (copy) and Improvement (Edit).
· Inspecting tolerance and interface is easy.
· Use of standard components from part library makes fast modeling.
· 3D visualization of model in several orientations eliminates prototype.
Q.2 What is concurrent engineering. + [ AU : Dec. 2016, May 2017 ]
Ans. : In concurrent engineering, various tasks are handled at the same time, and not
essentially in the standard order. This means that info found out later in the course can be
added to earlier parts, improving them, and also saving time. Concurrent engineering is a
method by which several groups within an organization work simultaneously to create new
products and services.
Q.3 What are the advantages of concurrent engineering ? + [ AU : May 2018 ]
Ans. : · Both product and process design run in parallel and take place in the same time.
· Process and Product are coordinated to attain optimal matching of requirements for
effective quality and delivery.
· Decision making involves full team involvement.
· Reduced lead times to market
· Reduced cost
· Higher quality
· Greater customer satisfaction
· Increased market share
1 - 104 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-116-2048.jpg)
![Q.4 What is meant by concatenation transformation ?
+ [ AU : Dec. 2018, May 2018 ]
Ans. : Sometimes it becomes necessary to combine the individual transformations in order to
achieve the required results. In such cases the combined transformation matrix can be obtained
by multiplying the respective transformation matrices as shown below,
[P ]
¢ = [T ] [T ] [T ]........[T ] [T ] [T ]
n n 1 n 2 3 2 1
- -
Q.5 List the various activities involved in product development.
+ [ AU : Dec. 2018 ]
Ans. : i. Design process
· Synthesis
· Analysis
ii. Manufacturing process.
· Process planning
· Process control
Q.6 What is meant by homogeneous coordinates? + [AU : Dec. 2016 ]
Ans. : · The three dimensional representation of a two dimensional plane is called
homogeneous coordinates and the transformation using the homogeneous co-ordinates is called
homogeneous transformation.
· In order to concatenate the transformation, all the transformation matrices should be
multiplicative type. The following form known as homogeneous form which should
be used to convert the translation matrix into a multiplicative type.
[P ]
¢ =
x
y
1
¢
¢
é
ë
ê
ê
ê
ù
û
ú
ú
ú
=
1 0 0
0 1 0
1
D D
X Y
x
y
1
é
ë
ê
ê
ê
ù
û
ú
ú
ú
é
ë
ê
ê
ê
ù
û
ú
ú
ú
Q.7 What do you mean by synthesis of design ? + [AU : Dec. 2016 ]
Ans. : · The philosophy, functionality, and uniqueness of the product are all determined during
synthesis.
· During synthesis, a design takes the form of sketches and layout drawings that show
the relationship among the various product parts.
Q.8 What is meant by view port and windowing ? + [ AU : Dec. 2017 ]
Ans. : · View Port
· It may be sometimes desirable to display different portions or views of the drawing
in different regions of the screen.
· A portion of the screen where the contents of the window are displayed is called a
view port.
1 - 105 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-117-2048.jpg)
![· Window
· When a design package is initiated, the display will have a set of co-ordinate values.
These are called default co-ordinates.
· A user co-ordinate system is one in which the designer can specify his own
coordinates for a specific design application.
· Therefore, the designer may want to view only a portion of the image, enclosed in a
rectangular region called a window.
Q.9 List out the fundamental reason for implementing a CAD system.
+ [ AU : May 2015, Dec. 2013, Dec. 2011 ]
Ans. : · To Increase in the productivity of the designer
· To Improve the quality of the design
1 - 106 Computer Aided Design and Manufacturing
Introduction
65,50
130, 100
View port 1
View port 2
View port 3
View port 4
Fig. 1.1
Window
Original
drawing
Fig. 1.2](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-118-2048.jpg)
![· To provide flexibility in design
· To improve design and analysis
· For creating documentation of the design
· For better communications
· For creating the database for manufacturing:
· For saving of design data and drawings for future reference
· To obtain better design accuracy
· For better visualization of drawing
Q.10 What are the components of a CAD system ? + [ AU : Dec. 2011 ]
Ans. : CAD hardware components :
· Central Processing Unit (CPU)
· Memory
· Hard Disk, Floppy Disk, CD-ROM
· External storage devices
· The monitor
· Printers and Plotters
· Digitizer, Puck and Mouse
CAD software :
CAD software allows the designer to create and manipulate a shape interactively and store it.
CAD software consists of (a) System software and (b) Application software.
· System Software : System software control the operations of a computer. It is
responsible for making the hardware components to work and interact with each
other and the end user. Example: Operating system, Compiler, Interpreter etc.
· Application Software : Application software or application programs are used for
general or customized CAD problems. Example : Auto CAD, CATIA, CREO, Solid
works, ADAMS, ANSYS, ABAQUS, NASTRAN etc.
Q.11 Define product cycle.
Ans. : Product cycle is the process of managing the entire lifecycle of a product from starting,
through design and manufacture, to repair and removal of manufactured products.
Q.12 List out fundamentals of product life cycle management.
Ans. : · Customer Relationship Management (CRM)
· Supply Chain Management (SCM)
· Enterprise Resource Planning (ERP)
· Product Planning and Development (PPD).
1 - 107 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-119-2048.jpg)






![Q.39 Name five typical factory overhead expenses.
Ans. : · Plant supervision
· Applicable taxes
· Factory depreciation
· Material handling
· Power for machinery
Q.40 Name five typical corporate overhead expenses.
Ans. : · Sales and Marketing
· Accounting department
· Research and Development
· Office space
· Finance department
· Legal counsel
Part B : University Questions with Answers
Dec.-2016
1. Describe various stages of design process with an example. (Refer section 1.3) [8]
2. Explain a line drawing algorithm. (Refer section 1.11) [8]
3. Define clipping. Also explain the working of a simple line clipping algorithm.
(Refer section 1.12) [8]
4. Deduce windowing and viewing transformation parametrically.
(Refer section 1.13) [8]
5. Write in detail about the production performance metrics.
(Refer section 1.17) [8]
6. The average part produced in a batch manufacturing plant must be processed
sequentially through six machines on average. Twenty new batches of parts are
launched each week. Average operation time = 6 min., average set up time
= 5 hours, average batch size = 36 parts, and average non-operation time per
batch=10 hrs/machine. There are 18 machines in the plant working in parallel.
Each of the machines can be set up for any type of job processed in the plant.
The plant operates an average of 70 production hours per week. Scrap rate is
negligible. Determine manufacturing lead time for an average part, plant
capacity and plant utilization.) (Refer example 1.17.7) [16]
1 - 114 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-126-2048.jpg)
![May-2017
7. Compare and Contrast sequential and concurrent engineering with suitable
examples. (Refer section 1.4) [16]
8. Explain with block diagram, CAD process with suitable examples.
(Refer section 1.5) [16]
9. The average part produced in a batch manufacturing plant must be processed
sequentially through six machines on average. Twenty new batches of parts are
launched each week. Average operation time = 6 min., average set up time
= 5 hours, average batch size = 36 parts, and average non-operation time per
batch = 10 hrs/ machine. There are 18 machines in the plant working in
parallel. Each of the machines can be set up for any type of job processed in the
plant. The plant operates an average of 70 production hours per week. Scrap
rate is negligible. Determine manufacturing lead time for an average part, plant
capacity and plant utilization. (Refer example 1.17.7) [16]
10. Explain in detail job shop production and mass production.
(Refer section 1.16) [16]
Dec.-2017
11. Explain the different types of 2D transformations with examples.
(Refer section 1.9) [13]
12. Explain the Cohen-Sutherland line-clipping approach with proper sketches.
(Refer section 1.12) [13]
May-2018
13. Explain the various graphic transformations required for manipulating the
geometric transformation. (Refer section 1.13) [13]
14. Describe and Demonstrate DDA line drawing algorithm.
(Refer section 1.11.1 and example 1.11.1) [13]
Dec.-2018
15. Describe the stages in product life cycle and importance of each stage.
(Refer section 1.2) [13]
16. Discuss the significance of concurrent engineering approach in limiting design
changes. (Refer section 1.4) [13]
Introduction ends ...
1 - 115 Computer Aided Design and Manufacturing
Introduction](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-127-2048.jpg)



![2.1 Introduction
It is a branch of computational geometry and applied mathematics under which we
study different algorithm for the description of different shapes. Now a days-geometric
modeling is done with the computers and for computer based applications. 3D models and
2D models are widely used in many technical fields such as mechanical and civil
engineering, architecture, medical image processing.
Following are the requirements of geometric modeling.
· At the time of parts inspection, inter changeable manufacturing tolerance is
required.
· There should be an automatic assembly of the model for checking interference,
modeling, etc.
· Kinematic analysis and finite element analysis is required.
· Properties and geometrical evaluation of area, volume, weight, density, etc are
required.
· There should be a graphical visualization of cross-section, line that are hidden in
the geometry.
· The boundary of the solid should be uniquely identified.
2.2 Methods of Geometric Modeling + [AU : May-16, 17, Dec.-17]
There are basically three different methods to represents the geometric modeling.
1. Wire frame modeling
2. Surface modeling
3. Solid modeling
1. Wire frame modeling : It is one of the methods used in geometric modeling
system. Wireframe represents a solid shape in the form of lines, edges and points. It is
used to represent mathematically in the computer.
2 - 3 Computer Aided Design and Manufacturing
Geometric Modeling
Fig. 2.2.1 Wire frame model](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-131-2048.jpg)


![3. 3D model : It allows the
modeling of the complex
geometry which gives the
complete information of the
object.
A wireframe representation is a
3D line drawing of an object which
shows only the edges without any
side surface in between.
· 3D object consist of a finite set of points and the connecting edges which define
the object adequately.
· An edge can be a circle, any arc, a defined space curves or a line segment.
Wireframes offers a 3D model with relatively small computing resources.
· It contains two types of data i.e. geometric data which include the positions of
node in the 3D geometry and it contain topological data which includes the
relation between the pair of the points.
· Consider a simple wire
frame model of the cuboid
as shown in Fig. 2.2.7,
which consist of 8 vertex
points and 12 edges which
join these joints. The
geometric and topological
data can be enlisted as
shows in the following
table.
Vertex Edge Edge Type
V1 E1[ – ]
1 2 Linear
V2 E2[ – ]
2 3 Linear
V3 E3[ – ]
3 4 Linear
V4 E4[ – ]
1 4 Linear
V5 E5[ – ]
2 6 Linear
V6 E6[ – ]
5 6 Linear
E7[ – ]
1 5 Linear
2 - 6 Computer Aided Design and Manufacturing
Geometric Modeling
3D Model
Fig. 2.2.6
z
2
E1
1 E4 4
x
E 5
E7
E2
E6
E 11
E8
6
5
E3
E12
E10
7
y
3
E9
8
Fig. 2.2.7 Wire frame of cuboid](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-134-2048.jpg)
![E8[ – ]
6 7 Linear
E9[ – ]
7 8 Linear
E10[ – ]
5 8 Linear
E11[ – ]
3 7 Linear
E12[ – ]
4 8 Linear
· Considering the fire frame
model of cone which consist
of an apex and a circular
base as shown in Fig. 2.2.8.
Vertex Edge Edge Type
V1 E1[ – ]
1 2 Linear
V2 E2[ – ]
1 3 Linear
V3 E3[ – ]
2 3 Semi
circle
E4[ – ]
3 2 Semi
circle
2.2.2.1 Advantages and Disadvantages of Wire Frame Modeling
Advantages :
· Only lines can be seen at the intersections of surfaces.
· It conveys the information of 3D object more efficiently and quickly.
· It is used as input for CNC machines to generate the parts.
· Used for finite element analysis.
· It provides the information to create higher order models.
Disadvantages :
· Volumes and surfaces of the object are not defined.
· Hidden lines cannot be removed from the object.
· More complex images causes confusion.
· Not able to determine computational information.
· It contains limited ability for checking interference between mating parts.
· It does not represent the actual solid object.
2.3 Representation of Curves + [AU : Dec.-18]
2 - 7 Computer Aided Design and Manufacturing
Geometric Modeling
y E1 E2
E4
2
3
x
E3
z
1
Fig. 2.2.8](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-135-2048.jpg)

![2. Synthetic curves : The curves which are described by a set of data points or the
control points such as splines, Bezier curve, B-spline curve, etc.
2.4 Parametric and Non-parametric Curves
The data storage of the curve can be represented by the array of coordinates or in the
form of the analytical equation. But the storage of data points in the form of array occupy
large space and does not provide the exact shape of the curve as graphical manipulation is
not exact, whereas the analytical equation provides all the information about the curve
behaviour, continuity between the curve etc.
Curves are categorized into two forms :
i) Non-parametric form ii) Parametric form
i) Non-parametric form : Non-parametric form represents the curve in form of
coordinate with the reference frame. It can be classifieds as :
· Explicit non-parametric form
· Implicit non-parametric form
· Explicit form : In explicit form any two points of the coordinates can be
expressed in the form of the third variable.
For e.g. y can be expressed in the form of x to form 2D curve.
P = [x y]
P = [x f(x)]
similarly for 3D curve the coordinate of y and z will be expressed in the forms of x.
P = [x y z]
P = [x f(x) g(x)]
· Implicit form : It is represented by the intersection of two surface which can be
given as
f(x, y, z) = 0
g(x, y, z) = 0
where the value of y and z can be computed for some value of x.
2 - 9 Computer Aided Design and Manufacturing
Geometric Modeling
a
Vertex
Focus
b
Center
F1
F2
a : Semi major axis
c : Linear eccentricity
c/a : Eccentricity
Fig. 2.3.4 Hyperbola](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-137-2048.jpg)
![Disadvantages of non-parametric representation
1. To obtain a smooth curve we need to check the slope at point to ensure that it
should not tend to infinity which is difficult to deal with computer.
2. Non-parametric curves requires large calculation part.
3. These curves are independent of coordinate system.
ii) Parametric form : It can overcome the difficulties faced in non-parametric form. In
parametric form all the three dimensions are expressed in one single parameter
which acts as a global coordinate for the points on the curve.
Thus expressing the cartesian coordinates as the parameter of u.
Considering point P(x, y, z). In the parametric from it can be written as
P(u) = [x y z] = [x(u) y(u) z(u)]
Umin £ U Umax
£
It establishes one to one mapping between the parametric and the cartesian space
which is shown in the Fig. 2.4.1 below.
2 - 10 Computer Aided Design and Manufacturing
Geometric Modeling
y
u
0
y'(u)
u
z
u
0
z'(u)
u
x
u
0 umin umax
x'(u)
y
z
P(x,y,z) umax
umin P(u)
P'(u)
x
Cartesian form
A
Fig. 2.4.1](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-138-2048.jpg)
![Thus the derivative of the three coordinate system represent the tangent vector which
is given as
¢
P (u) =
dP(u)
du
= [x y z ]
¢ ¢ ¢
¢
P (u) = [x (u) y (u) z (u)]
¢ ¢ ¢
¢
P (u) =
dx
du
dy
du
dz
du
é
ë
ê
ù
û
ú
Umin £ u £ Umax
2.5 Order of Continuity
To achieve the smoothness of a function is measured by the number of derivative it
has that are continuous and for that certain continuity conditions has to be imposed.
Depending on the condition following curves can be defined as -
1) Zero order continuity C0
: It
ensures that the two curves meet at a
point where the values remain same
and such a curve is called as zero
order continuity curve or C0
curve.
x (u )
C1 max = x (u )
C2 min
y (u )
C1 max = y (u )
C2 min
z (u )
C1 max = z (u )
C2 min
2) First order continuity C1 :
It ensures that the slope at
the end of the curve C1 is
same as the slope at the
starting of the curve C2 and
thus we obtained smoother
curve.
The slope can be found by
differentiating the parametric
equation.
¢
x (u )
C1 max = ¢
x (u )
C2 min
¢
y (u )
C1 max = ¢
y (u )
C2 min
¢
z (u )
C1 max = ¢
z (u )
C2 min
2 - 11 Computer Aided Design and Manufacturing
Geometric Modeling
u of C
max 1 u of C
min 2
u of
min C1
u of C
max 2
P1
P3
C1
C2
P2
Fig. 2.5.1 Zero order continuity curve
Slope of C1
C1 Curve
C2 Curve
Slope of C2
u of C
max 1 u of C
max 2
u of C
max 2
P2
P1
P3
u of C
min 1
Fig. 2.5.2 First order continuity curve](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-139-2048.jpg)

![4. Modeling is not flexible. Modeling is flexible.
5. Ferguson cubic curve come under this
category.
Bezier cubic, B-spline come under this
category.
2.7 Hermite Cubic Curve + [AU : Dec.-16]
When the curve is defined by the
two end points and their slope are
termed as Hermite cubic curve. These
types of curve are generally used to
interpolate a curve for a given data
points. It is commonly known as
splines.
Cubic equation of the spline is
given as :
P(u) = C u
i
i
i=0
3
å where 0 u 1
£ £
P(u) = C u C u + C C
3
3
2
2
1 0
+ +
u
…(2.7.1)
· In matrix form it can be written as
P(u) = [C C C C ]
u
u
u
1
3 2 1 0
3
2
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
· In scalar from the equation can be represented as :
x u
y u
( )
( )
= + + +
= + + +
C u C u C u C
C u C u C u C
3x
3
2x
2
1x 0x
3y
3
2y
2
1y 0y
z u
( ) = + + +
ü
ý
ï
þ
ï
C u C u C u C
3z
3
2z
2
1z 0z
…(2.7.2)
To define the Hermite cubic spline we need the tangent vectors at the points which
can be found by differentiating equation (2.7.1) w.r.t u
¢
P (u) = iC u
i
i–1
i=0
3
å
¢
P (u) = 3C u C u C
3
2
2 1
+ +
2 …(2.7.3)
2 - 13 Computer Aided Design and Manufacturing
Geometric Modeling
y
P (u = 0)
0
P'0
P (u = 1)
1
P'
1
0
y
x
Fig. 2.7.1 Hermite cubic curve](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-141-2048.jpg)
![where 0 £ u £ 1
Thus to find the coefficients C3, C2, C1 and C0 we need to take two end points
(P ,P )
0 1 and their tangent vector ( ¢
P0 and ¢
Pi).
Taking u = 0, 1 in the equation (2.7.1) and (2.7.3) we get
P0 = C0 …(i)
¢
P0 = C1 …(ii)
P1 = C C C C
3 2 1 0
+ + + …(iii)
¢
P1 = 3C C C
3 2 1
+ +
2 …(iv)
Substituting (i) and (ii) in (iii) and (iv) we get
P1 = C C P + P
3 2 0 0
+ + ¢ …(v)
¢
P1 = 3C C P
3 2 0
+ + ¢
2 …(vi)
Performing 3(v) – (vi) We get
3P – P
1 1
¢ = C 2P 3P
2 0 0
+ ¢ +
C2 = 3P – P – 2P – 3P
1 1 0 0
¢ ¢
C2 = 3(P – P )– (2P P )
1 0 0 1
¢ + ¢ …(vii)
Performing (vi) – 2(v) we get
¢
P – 2P
1 1 = C P – 2P – 2P
3 0 0 0
+ ¢ ¢
C3 = ¢ ¢
P – 2P + P + 2P
1 1 0 0
C3 = 2(P – P )+ P + P
0 1 0 1
¢ ¢ …(viii)
Substituting (i), (ii), (vii) and (viii) in equation (2.7.1) we get,
P(u) = (2P – 2P + P + P )u
0 1 0 1
3
¢ ¢ + ¢ ¢
( – – – )
3 2
P P P P u
1 0 0 1
2 + ¢
P u + P
0 0
P(u) = (2u – 3u +1)P (–2u 3u )P
3 2
0
3 2
1
+ +
+ ¢ + ¢
(u – 2u + u)P (u – u )P
3 2
0
3 2
1 …(2.7.4)
where 0 £ u £ 1
In matrix form it can be represented as
P(u) = [P P P P ]
2u – 3u 1
– 2u 3u
u – 2u u
u – u
0 1 0 1
3 2
3 2
3 2
3 2
¢ ¢
+
+
+
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 - 14 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-142-2048.jpg)
![P(u) = [P P P P ]
u
u
u
1
0 1 0 1
3
2
¢ ¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
Hermite matrix =
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
Similarly, the equation for tangent vector is found by differentiating equation (2.7.4)
w.r.t
¢
P (u) = (6u – 6u)P (– 6u 6u)P
2
0
2
1
+ +
+ ¢ + ¢
(3u – 4u + 1)P (3u – 2u)P
2
0
2
1 …(2.7.5)
where 0 £ u £ 1
In matrix form it can be written as
¢
P (u) = [P P P P ]
6u – 6u
– 6u 6u
3u 4u+1
3u – 2u
0 1 0 1
2
2
2
2
¢ ¢
+
é
ë
ê
ê
ê
ê
ù
û
ú
ú
– ú
ú
¢
P (u) = [P P P P ]
u
u
u
1
0 1 0 1
3
2
¢ ¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
0 6 6 0
0 6 6 0
0 3 4 1
0 3 2 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
Hermite tangent matrix =
0 6 6 0
0 6 6 0
0 3 4 1
0 3 2 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2.7.1 Solved Examples on Hermite Cubic Curve
Example 2.7.1 : Find the parametric equation of Hermite cubic spline with the end
point P (1,1)
0 and P (7,4)
1 whose tangent vector for end are given as P (5,6)
2 and
P (10,7)
3 .
2 - 15 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-143-2048.jpg)
![Solution : Given : P (1,1)
0 ; P (7,4)
1 ; P (5,6)
2 ; P (10,7)
3
To find P (u)
x ; P (u)
y
P0x = 1
¢
P0x = 5 – 1 = 4
¢
P1x = 10 – 7 = 3
P1x = 7
Parametric equation for x - coordinates are given as
P (u)
x = [P P P P ]
u
u
u
1
0 1 0 1
3
2
¢ ¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
= [1 7 4 ]
u
u
u
1
3
2
3
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
P (u)
x = [– 5 7 4 ]
u
u
u
1
3
2
1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
P (u)
x = – 5u 7u 4u 1
3 2
+ + + …Ans.
Parametric equation for y-coordinate
P0y = 1
¢
P0y = 6 – 1 = 5
¢
P1y = 7 – 4 = 3
P1y = 4
P (u)
y = [1 4 5 ]
u
u
u
1
3
2
3
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 - 16 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-144-2048.jpg)
![P (u)
y = [2 – 4 5 ]
u
u
u
1
3
2
1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
P (u)
y = 2u – 4u 5u 1
3 2 + + …Ans.
Example 2.7.2 : The Hermite cubic spline curve has the end points P (1,1)
0 and
P (7,4)
1 . The tangent vector for end P0 is defined by the line between P0 and another
point P (8,7)
2 whereas the tangent vector for end P1 is defined by the line between P1
and point P (8,7)
2 . Evaluate the value of u = 0, 0.2, 0.4, 0.6, 0.8 and 1.0
Solution : Given P0 = (1, 1)
P1 = (7, 4)
P2 = (8, 7)
To find : Parametric equation at P (u)
x , P (u)
y
P0x = 1
¢
P0x = 8 – 1 = 7
¢
P1x = 7 – 8 = 1
P1x = 7
· Parametric equation for x - coordinates are given as
P (u)
x = [P P P P ]
u
u
u
1
0 1 0 1
3
2
¢ ¢
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
–
–
–
–
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
= [1 7 7 ]
u
u
u
1
3
2
–
–
–
–
–
1
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
= [– 6 5 7 ]
u
u
u
1
3
2
1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
2 - 17 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-145-2048.jpg)
![P (u)
x = – 6u 5u 7u 1
3 2
+ + + …Ans.
· Parametric equation for y-coordinate
P0y = 1
¢
P0y = 7 – 1 = 6
¢
P1y = 4 – 7 = – 3
P1y = 4
P (u)
y = [1 4 6 ]
u
u
u
1
3
2
–
–
–
–
–
3
2 3 0 1
2 3 0 0
1 2 1 0
1 1 0 0
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
P (u)
y = [– 3 0 6 ]
u
u
u
1
3
2
1
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
P (u)
y = – 3u + 6u 1
3 + …Ans.
· Point on the Hermite cubic spline
u 0 0.2 0.4 0.6 0.8 1
P (u)
x 1 2.552 4.216 5.704 6.728 7
P (u)
y 1 2.176 3.208 3.952 4.264 4
2.8 Bezier Curve + [AU : May-16, 17, 18, Dec.-16, 17]
These are approximation curve as in Bezier curve it is not necessary that the curve
should pass through all the data points, but the shape of the curve is influenced by the
control points.
· Bezier curve does not use first order differential as used in case of cubic spline
curve.
· The order of the curve depend on the number of control points. (Refer 2.8.1)
· Characteristics of Bezier curve are :
¡ The Bezier curve passes through start point and the end point.
¡ The control points define the order, derivative and the shape of the curve. As
the position of control point changes the shape of the curve would change.
2 - 18 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-146-2048.jpg)





![P(u) =
P W C u)
W C u)
i i i,n
i= 0
n
i i,n
i= 0
n
å
å
(
(
where u Î [0, 1]
where Wi = Weighting factor
When Wi = 1
then the above expression changes into conventional Bezier curve.
2.11 Surface Modeling
· It is a mathematical method used by the computer-aided design applications for
displaying solid appearing objects.
· Surface modeling is a popular technique for architectural design and rendering.
· Surface models are preferred for the representation of complex objects such as
car, ship, aircraft and casting.
· Surface models helps the designers to obtain good visualization of the entire
surface.
· The advanced surface models can be used for generating NC tool path.
· It only stores the geometry of the object and not its topology. The surface is
generated by connecting the points of the *wireframe.
· CAD uses the two basic method for the creation of surfaces. The first begins
with the construction curves from which 3D surface is swept.
· The second method is direct creation of the surface with manipulation of the
surface poles or control points.
2.11.1 Classification of Surfaces in Geometric Modeling
· Data is required for the creation of different surfaces which depends on the
application.
· To create a ruled surface we need two boundaries while to create the surface of
revolution we need one entity.
· The surfaces can be either analytical or synthetic some of the analytical surfaces
are :
1. Plane surface : It is one of the simplest form of the analytical surface which
require three non-coincident points to define the plane as shown in the Fig. 2.11.1.
2. Loafed surface : It is a linear surface which is formed by interpolating between the
boundaries. It needs two boundaries to define ruled or a loafed surface as shown in
the Fig. 2.11.2.
2 - 24 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-152-2048.jpg)


![from 0 to 1. The equation of Bezier curve is given by
P(u) = P (1 u) 3 P u(1 u) 3 P u (1 u) P u
0
3
1
2
2
2
3
3
- + - + - +
Put, u = 0
P(0) = P0
Put, u = 1
P(1) = P3 Whose graphs can be
plotted as shown in Fig. 2.11.7.
Now by differentiating the
above equation we get the tangent
vector which can be given as
shown in Fig. 2.11.8.
2.12 Parametrization of Surface Patch + [AU : May-18, Dec.-18]
The parametrization of the
surface is viewed as a
one-to-one mapping from the
surface to a suitable domain.
The parameter domain itself will
be a surface and constructing a
parametrization means mapping
one surface into another.
Parametrization has many
application in the field of
science and engineering, CAD
model, computer graphics to
enhance the visual quality, 3D
scanning, surface approximation.
CAD/CAM system prefer
parametric form of surface representation. A vector r(u,v) is described in two variables i.e.
u and v. It can be represented as follows in the Fig. 2.12.1.
r(u,v) = [x y z]
= [x(u,v) y(u,v) z(u,v)]
When umin £ u umax
£
vmin £ v vmax
£
2 - 27 Computer Aided Design and Manufacturing
Geometric Modeling
P(u)
P1 P2
u = 0 u = 1 u
Fig. 2.11.8
u = umax
v = vmax
ru
rv
r (x, y, z)
u=umin
v = vmin
v
u
v = const
u = const
z
y
x
Fig. 2.12.1 Parametric representation](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-155-2048.jpg)
![2.12.1 Bicubic Patches
· It is generated by the four boundary curves which are of bicubic polynomial.
· The patch is defined by the 16 control points i.e. 4 control points of each curve.
· The bicubic patch can be written as,
P(u, v) = ( )
(
(
V V V 1 M
q (u)
q u)
q (u)
q u)
3
1
2
3
4
2
é
ë
ê
ê
ê
ê
ù
û
ú
ú
ú
ú
where M = Matrix that describe the cubic curve
q u), q u), q u),q u)
1 3 4
( ( ( (
2 = Control points which passes through the curves.
The value of V varies between 0 to 1.
2.13 Bezier Surface + [AU : May-18]
Bezier surfaces are guaranted by using Bezier curve as shown in the Fig. 2.13.1. The
surface is not necessarily pass from all the control points as it was there in the Bezier
curve. The surface can be twisted by using different control points. The surface can be
controlled globally not locally.
Characteristics of Bezier surface :
1. The surface generally follows the shape of the defining polygon net.
2. The surface is contained in the convex hull of the polygon net.
3. Each of the boundary curve in this case is a Bezier curve.
4. The degree of the surface in each polynomial direction is one less than the number
of defining polygon vertical in that direction.
5. The continuity of the surface in each parametric direction is too less than the
number of defining polygon vertices.
2 - 28 Computer Aided Design and Manufacturing
Geometric Modeling
u = 0
v = 1
u = 1
v = 0
Increasing v Increasing u
u = 0, v = 0
Fig. 2.12.2 Bicubic surface patch](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-156-2048.jpg)




![iv) Difference of B from A (B – A) :
2.17 Constructive Solid Geometry + [AU : May-17, Dec.-18]
CSG method is also known as building block approach. In this method we need to
select the set of solid primitives to build the model such as sphere, cylinder, cone,
rectangular block, etc.
· It is the popular method for constructing complex solids by dividing the complex
object into the set of primitive and combining these primitives by using the sets
of boolean operation to form the required object.
· Consider two solids A and B as shown in the Fig. 2.17.1 on previous page and
the resultant solids after performing the boolean operation.
· By using CSG method it is easy to construct the complex model just by adding,
subtracting, performing intersection operation.
· CSG model is been represented in the form of binary tree which gives the
complete information about the model and the number of boolean operation
required to construct the binary tree as shown the Fig. 2.17.2 on previous page.
2 - 33 Computer Aided Design and Manufacturing
Geometric Modeling
A
B
A + B A – B B – A A n B
Union Subtraction Intersection
Resulting solids
Fig. 2.17.1](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-161-2048.jpg)

![2.18 Boundary Representation + [AU : Dec.-16, 18]
· It is one of the popular method of solid representation. It consist of set of faces
in the solid which requires its topological and geometric information.
· Topological information about the model : It provides the relation between the
vertices, edges and the faces which is been used in wire frame model. It also
included the orientation of edges and faces.
· Geometric information : It provides the equation of the edges and the faces.
· In such a representation the orientation
of faces are important which is given in
anticlockwise fashion and normal
vectors are represented by the right
hand thumb rule as shown in the
Fig. 2.18.1.
· It stores information only about the
surfaces of the solid which can provide
with the geometric and mass properties
of the given object and with the help of Gauss Divergence theorem it is possible
to relate the surface integral with the volume integral.
· It is useful for the complex geometries which could not be represented by CSG
method such as geometry of automobile body, wing shapes, etc.
· B-rep requires the more storage space but less computation compared with the
CSG model.
· In B-rep it is very simple to convert back and forth from solid model to the wire
frame model.
2.18.1 Different between C-rep Modeling and B-rep Modeling
C-rep modeling B-rep modeling
Amount of data Small Large
Surface
representation
Difficult Relatively easy
Speed Slow Fast
Local modification Difficult Easy
Structure of an
object
Simple Complicated
2 - 35 Computer Aided Design and Manufacturing
Geometric Modeling
4
3
2
7
6
5
1
Fig. 2.18.1](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-163-2048.jpg)








![Q.34 List out the various bezier curves based on control points. (Refer section 2.8)
+ {AU : May 18)
Q.35 What is the use of surface patch ? (Refer section 2.12) + {AU : May 18)
Q.36 Distinguish between analytic curve and synthetic curve.
(Refer section 2.3) + {AU : Dec. 18)
Part B : University Questions with Answers
May - 2016
1. What are bezier curves ? Discuss its important properties. (Refer section 2.8) [16]
Dec.-2016
2. Explain different features of a bezier curve with construction details.
(Refer section 2.8) [8]
3. Derive the transformation matrix for a hermite curve. (Refer section 2.7) [8]
May - 2017
4. Explain different types of geometric modeling with suitable examples.
(Refer section 2.2) [16]
Dec.-2017
5. A set of control points is given by P0 4 4 4
= ( , , ), P1 6 8 6
=( , , ) and P2 10 3 4
( , , ),
compute bezier curve with two intermediate points. (Refer example 2.8.2) [6]
May - 2018
6. Briefly discuss about the bezier surface and composite surface. [13]
Ans. : Refer section 2.13.
· It is a collection of connected surfaces i.e. A surface that contains atleast one
composite chain as a boundary or internal curve is a composite surface. The
composite chain consist of different types of curves which satisfies tangent and
curvature continuity. Composite surface are composed of different sets of surfaces
but treated as a single entity.
· The orientation of the composite surface is determined by the orientation of the
first surface. Since all the member of the composite surface are oriented in the
same way with their neighbors.
· For example if there are three or more adjacent surfaces need to be composited,
all the surfaces may not be composited into a single surface then in this case
2 - 44 Computer Aided Design and Manufacturing
Geometric Modeling](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-172-2048.jpg)
![different subsets of the surface may be composite as shown in the figure below.
As we have three surface A, B and C adjacent to each other. The common curve
between A and B is AB, the common curve between B and C is BC and
common curve between A and C is CA. Hence, there can be two subsets in
which the composite surface can be forced as shown in the Fig. 2.6.
7. Sketch the CSG tree for each of the two solids shown below. [15]
2 - 45 Computer Aided Design and Manufacturing
Geometric Modeling
AB
A
B
C
D
CA
BC
BC
CA
Composite
Composite
AB BC
B
C
D
D
Fig. 2.6 Composite surface
C3 C1
C3 C2
B3 B4
B1 B2
C1
C5 C6
C2
B1 B2
B3 B4
(a) Solid S1 (b) Solid S2
Not part of S2
Fig. 2.7](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-173-2048.jpg)

![Dec.-2018
8. Write short notes on parametric representation of synthetic surface.
(Refer section 2.12) [13]
9. Discuss the following for B-rep and CSG scheme : i) how to represent surface
normals and neighborhoods ii) how to develop a classification algorithm.
(Refer sections 2.17 and 2.18) [13]
Geometric Modeling ends ...
2 - 47 Computer Aided Design and Manufacturing
Geometric Modeling
S = S + S
3 1 2
S = A + B – C
1 S = D + E – F
2
A
B
C
Solid S2
F
E
D
Fig. 2.9 solid S2](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-175-2048.jpg)


![3.1 Introduction + [AU : May-18, Dec.-18]
The heart of any CAD model is the component database. It includes the graphics
entities like points, lines, arcs, circles etc. and the coordinate points, which define the
location of these entities. In designing a data structure for CAD database, the following
factors are to be considered :
· Data must be neutral
· Data structure must be user-friendly
· Data must be portable.
In order to achieve the above requirements, some type of standardization has to be
followed by the CAD software designers. The basic elements associated with a CAD
system are :
· Operator (user)
· Graphics support system
· Other user interface support system
· Application functions
· Database
The reasons for evolving a graphic standard thus include,
(Needs for Standardization)
· To exchange graphic data between different computer systems.
· To exchange the graphic data between various software packages
· To provide a clear distinction between modeling and reviewing aspects.
Fundamental incompatibilities among entity representations greatly complicate
exchanging modeling data among CAD/CAM systems. Even simple geometric entities such
as circular arcs are represented by incompatible forms in many systems. Some systems use
NURBS (Non-Uniform Rational Basis Spline) to represent them, while others use the usual
parametric representation. The transfer of data between dissimilar CAD/CAM systems must
embrace the complete description of a product stored in its database. Four types of model
data are,
· Shape Data - consists of both geometrical and topological information.
· Non-shape Data - includes shaded images and measuring units
· Design Data - includes finite element analysis (FEA) data.
· Manufacturing Data - includes tolerancing and bill of materials
Exchange of data would not suffer any difficulty when similar CAD/CAM systems are
operated by both parties (eg. both parties use Auto CAD software). However, when
dissimilar CAD/CAM systems are in existence communication problems arise
(eg. Execution of same geometry faces difficulty when two parties uses different software
3 - 2 Computer Aided Design and Manufacturing
CAD Standards](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-178-2048.jpg)

![Direct translators run more quickly than the indirect ones, and the data files they
produce are smaller than the neutral files created by indirect translators. Indirect translator
philosophy provides stable communication between CAD/CAM systems, protects against
system obsolescence, and unlike direct translators eliminates dependence on single system
supplier. A side benefit of neutral files is that they can potentially be archived. Some
companies in the aerospace industry for example need to keep CAD/CAM databases for
20 to 50 years. Indirect translators based on a standard neutral file format are now the
common practice, while direct translators are seldom used.
CAD system with and without graphic standard
· Fig. 3.1.2 explains CAD system with and without graphics standards
3.2 Standards for Computer Graphics + [AU : Dec.-16, 17]
Evolution of Graphic Standards
A Graphic Standards Planning Committee (GSPC) was formed in 1974 by
ACM-SIGGRAPH (Association of Computing Machinery's Special Interest Group on
Graphics and Interactive Techniques). A committee for the development of computer
graphics standard was formed by DIN in 1975. IFIP organized a workshop on
3 - 4 Computer Aided Design and Manufacturing
CAD Standards
Graphics
data base
Graphics
function
Input/Output
devices
Application
programme
CAD without graphics standard
Input/Output
devices
Graphics
data base
Device
driver
Application
programme
Kernel
system
X
Y
CAD with graphics standard
Fig. 3.1.2 CAD system with and without graphics standard](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-180-2048.jpg)





![3.3 Standards for Exchange of Images + [AU : Dec.-15, 18, May-16]
· There are set of important graphics standards concerning the storage and
exchange of images produced using computer graphics.
· These standards may be divided into those concerned with images that are a
collection of graphics primitives.
· Those images are concerned and stored as bitmaps.
· The former includes the Computer Graphics Metafile (CGM), which establishes a
format for device independent definition, capture, storage and transfer of vector
graphics, images and the companion Computer Graphics Interface (CGI) provides
a interface for the CGM primitives
· Large number of bitmap storage formats including the Graphics Interchange
Format (GIF), Tag Image File Format (TIFF or TIF), the windows Bitmap
Format (BMP) and many others.
Bitmaps
· At the lowest level in the computer graphics hierarchy is the pixel raster
displayed on a graphics device.
· One bit per pixel allows only 'black-and-white' images. Colour bitmaps commonly
assign 4, 8 or 24 bits/pixel to give 16 or 256 colours or 256 levels of each of the
red, green and blue colour guns respectively.
· The simplest way of storing a bitmap is simply to write the numbers that the
pixels represent to the file, together with a header giving information about the
file.
· A large number of bitmap storage formats have been developed over the years
for a variety of purposes.
· For this reason, Silicon Graphics Inc. (SGI) developed the OpenGL
Application-Programming Interface (API) for the development of 2D and 3D
graphics applications.
3.3.1 Open Graphics Library (OpenGL)
· OpenGL provides a set of commands that allow the specification of geometric
objects in two or three dimensions, using the provided primitives, together with
commands that control how these objects are rendered into the frame buffer. It is
often referred to as the assembler language of computer graphics.
· OpenGL is a low-level graphics library specification. OpenGL makes available to
the programmer a small set of geometric primitives - points, lines, polygons,
images, and bitmaps.
· It provides a means of drawing and rendering geometric objects like points, line
segments, polygons for which specifying how they should be coloured, and how
they should be mapped from the model space to the screen.
3 - 10 Computer Aided Design and Manufacturing
CAD Standards](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-186-2048.jpg)


![images are regularly joint, as when a Three-Dimensional view is laid over a
background image. Various per-fragment processes that are applied to fragments
beginning from geometric primitives apply uniformly well to fragments
corresponding to pixels in an image, making it simple to mix images with
geometry.
3.4 Data Exchange Standards + [AU : Dec.-15, 16, 17, 18, May-16, 17, 18]
· The increase in CAD applications in many parts of the engineering industry has
been accomplished by growth in product variety and broadening of the range of
companies involved in the design of a particular product.
· The easiest way for two companies to exchange data is to use the same CAD
software, operating at the same revision level.
· The transfer of data between the systems has been made possible by the neutral
format of data exchange.
· The software packages will have pre-processors to convert drawing data to neutral
file format and post processors to convert neutral file data to drawing file, as
explained in Fig. 3.4.1.
Most commonly used types of neutral files formats are,
i. IGES files ii. STEP files
iii. CALS iv. PDES
3.4.1 IGES - Initial Graphics Exchange Specification
· IGES was established in the year 1979.
· The CAD/CAM Integrated Information Network (CIIN) of Boeing served as the
preliminary basis of IGES.IGES version 1.0 was released in 1980. IGES
continues to undergo revisions.
3 - 13 Computer Aided Design and Manufacturing
CAD Standards
Pre-processor
Post-processor
Neutral format
Neutral format
Post-processor
Pre-processor
CAD
software A
CAD
software B
Fig. 3.4.1 CAD data exchange using neutral file format](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-189-2048.jpg)












![· The format of the entities in this section is identical to those in the ENTITIES
section.
ENTITIES SECTION
· This section presents the group codes that apply to graphical objects.
· It includes entity definition and data.
· eg.: Circle, Ellipse, Leader, Light
OBJECTS SECTION
· This section presents the group codes that apply to nongraphical objects.
· Also used by Auto LISP and Object ARX applications.
THUMB NAIL IMAGE SECTION
· Contains the preview image for the DXF file.
· This section exists only if a preview image has been saved with the DXF file.
· Virtually all user-specified information in a drawing file can be represented in
DXFformat.
Advantages
· The DXF file format is the most compatible vector file type
· DXF files are used to exchange data between different CAD programs
· The DXF file format is easy to parse
· The DXF file specification is publicly available
Limitations
· DXF does not support application specific CAD elements
· Complex DXF files can become large in size
· Some applications cannot deal with line widths in DXF Files
3.5 Communication Standards + [AU : Dec.-15, May-17]
· Data exchange depends not only on the compatibility of the applications data
formats between the communicating systems, but also on compatibility of the
physical means of communication Computers are arranged to communicate with
each other.
· Local connections are known as Local Area Networks (LANs) and involves the
connection of digital devices over distance from a few meters up to a few
kilometers.
· Wide Area Networks (WANs) are used to connect the computers or machines of
a number of university campuses, even if these sites are in different countries.
3 - 26 Computer Aided Design and Manufacturing
CAD Standards](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-202-2048.jpg)











![Q.24 Sketch LAN and WAN topologies.
Ans. :
For WAN topology : Refer Fig. 3.4.6
Q.25 List the various levels of communication standard.
Ans. : Refer Fig. 3.4.7.
Part B : University Questions with Answers
Dec.-2015
1. Explain Initial Graphics Exchange Specification (IGES) methodology.
(Refer section 3.4.1) [16]
2. Write short notes on OpenGL. (Refer section 3.3.1) [8]
3. Write Short notes on communication standards. (Refer section 3.5) [16]
May-2016
4. Briefly explain any one of the known graphics standards. (Refer section 3.3) [16]
3 - 38 Computer Aided Design and Manufacturing
CAD Standards
(a) Star
(c) Bus/Tree
(b) Ring
Fig. 3.7 LAN topologies](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-214-2048.jpg)
![5. Write short notes on Drawing Exchange Format (DXF). (Refer section 3.4.5) [16]
Dec.-2016
6. Explain Initial Graphics Exchange Specification (IGES) methodology.
(Refer section 3.4.1) [16]
7. Explain Graphics Kernel System (GKS). (Refer section 3.2.1) [16]
May-2017
8. Explain Initial Graphics Exchange Specification (IGES) methodology.
(Refer section 3.4.1) [16]
9. Write short notes on data exchange standards. (Refer section 3.4.5) [8]
10. Write short notes on communication standards. (Refer section 3.5) [8]
Dec.-2017
11. Explain the concept of product data exchange using STEP.
(Refer section 3.4.2) [13]
12. Explain Graphics Kernel System (GKS). (Refer section 3.2.1) [7]
13. Explain CALS. (Refer section 3.4.3) [6]
May-2018
14. Explain Initial Graphics Exchange Specification (IGES) methodology.
(Refer section 3.4.1) [13]
15. List and discuss the major available modules in CAD software packages.
(Refer section 3.1 and Fig. 3.1.2) [7]
16. Explain the concept of product data exchange using STEP.
(Refer section 3.4.2) [6]
Dec.-2018
17. Explain Initial Graphics Exchange Specification (IGES) methodology.
(Refer section 3.4.1) [13]
18. Write short notes on computer graphics. (Refer section 3.1) [7]
19. Write short notes on OpenGL. (Refer section 3.3.1) [6]
CAD Standards ends.....
3 - 39 Computer Aided Design and Manufacturing
CAD Standards](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-215-2048.jpg)

















































![N001 G91 G01 X10 Y5 F200; (Linear interpolation from A to B in
incremental mode).
N002 X10 Y5; (Linear interpolation from B to C).
[Coordinates of C are given with respect to B].
N003 X10 Y5; (Linear interpolation from C to D).
[Coordinates of D are given with respect to C].
4.22 Procedure to Write a Part Program :
The general procedure to write a part program for any component is as follows :
· Study the given part or component carefully.
· Assume required data like feed, speed, cutter diameter, etc. and decide the path to
be followed by the cutter.
· Mark the tool path on a separate dimensionless drawing and give the number to
various points along the path.
· Write the coordinates of all the points on a separate table or on the drawn
drawing.
· The first four blocks and last two blocks are almost same in each program.
Note :
i) G codes, M codes and other data remains active or continue, unless and until it is
cancelled by other codes and data. Hence there is no need to write this data again
and again on each line. Even if it is written, it is not wrong.
ii) Number of blocks can be written as N001, N01, N1, N10, N100 in any of the way.
iii)We can write more than one G codes or M codes in one block.
iv)We can write any number as a program number.
v) The initial position (position 1 which is not reference position) can be assumed any
where near the workpiece surface.
4 - 49 Computer Aided Design and Manufacturing
Fundamental of CNC and Part Programming
A
B
C
D
X
Y
Fig. 4.21.8 (b) : Incremental system](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-265-2048.jpg)







































































![5.1 Group Technology
Group technology is a manufacturing values in which similar configured parts are
identified and grouped together to take the benefit of their similarities in design and
production.
Similar parts are arranged into part families.
Each part family has similar design and/or manufacturing characteristics.
For example,
If a plant producing 20,000 different components, may be able to group these
components based on the design/manufacturing into 30-40 different families. Processing of
each part family is similar.
The efficiency of this group technology can be achieved by grouping the machine cell
according to the part families. Arranging the Machines based on part family is called
Cellular Manufacturing.
5.1.1 Benefits of Group Technology
When the company want implements group technology, they must do identify the part
families and re-arranging the production machines into cell.
Group technology produces more benefits, such as
· It promotes standardization of tooling, fixturing and setup.
· Process planning and production scheduling are simplified.
· Material handing is reduced.
· Setup time and work in process are reduced.
· Workers satisfaction improves.
· Higher quality of work is accomplished.
5.2 Part Families + [AU : Dec.-17]
Part family is a collection of parts in which similar parts are grouped based on the
manufacturing and design considerations. The parts within the family may differ but they
are close enough to include in the particular part family.
5 - 3 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-337-2048.jpg)


![m First digit represents general shape of the part.
1 = Cylindrical object
2 = Rectangular object
m In hierarchical structure, the value of the second digit depends on the first
digit. So,
· If the first digit is 1 , then second digit (5) represents L/D ratio for cylindrical
object.
· If the first digit is 2, then second digit (5) represents aspect ratio for rectangular
object.
5.4.2 Chain-type Structure
· It is also known as polycode.
· Interpretation of the each symbol in the sequence is always the same. It doesnot
depend on the value of the preceding symbol.
5.4.3 Mixed Mode Symbol
· It is a hybrid type.
· Uses a combination of both hierarchical and chain type structure.
· Most commonly used structure.
The number of digits in the code between 6 and 12. But now a days includes both
design and manufacturing data so the length of the code is larger which contains more
than 30. But in modern technology the computer will do data processing.
Some of the important part classification and coding systems are,
· Opitz classification system - The University of Aachen in Germany,
nonproprietary, Chain type.
· Brisch System - (Brisch-Birn Inc.)
· CODE (Manufacturing Data System, Inc.)
· CUTPLAN (Metcut Associates)
· DCLASS (Brigham Young University)
· MultiClass (OIR : Organization for Industrial Research), hierarchical or
decision-tree coding structure
· Part Analog System (Lovelace, Lawrence & Co., Inc.)
5.5 OPTIZ Coding System + [AU : Dec.-16, 17, May-17]
· It is one of the first published coding scheme for mechanical parts.
· It was developed by H.Optiz (University of Aachen in Germany)
· It is proposed for machined parts.
5 - 6 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-340-2048.jpg)






![Example :
5.6.1.4 Cluster Analysis
From the previous step matrix, related groupings are identified and rearranged to a
new pattern with similar machine sequences. One possible rearrangement of previous
example shown in Fig. 5.6.2.
Different machine groupings are identified with in blocks. That block considered as a
machine cell.
If the some packs do not fit into logical groupings, these parts must be analyzed using
revised process sequence. If not, these parts must continue with conventional process
layout.
5.7 Rank Order Clustering + [AU : Dec.-16, May-17]
Rank order clustering technique is used for performing cluster analysis to form a
machine cell.
5 - 13 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)
A B C D E F G H I
1
2
3
4
5
6
7
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Machines
Parts
A B
C D
E F G
H
I
1
2
3
4
5
6
7
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Machines
Parts
Fig. 5.6.2](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-347-2048.jpg)






![· To reduce work-in process inventory - smaller batch sizes and shorter lead times
reduce work-in process.
· To improve quality.
· To simplify production scheduling.
· To reduce setup times.
5.9 Machine Cell Design + [AU : Dec.-18]
Cell design determines high performance of the cell. Group technology manufacturing
cells can be classified according to the number of machines and the material flow between
the machines.
5.9.1 Types of Machine Cell
1. Single machine cell.
2. Group machine cell with manual handling.
3. Group machine cell with semi-integrated handling.
4. Flexible manufacturing cell or flexible manufacturing system.
5.9.1.1 Single Machines
As name implies it consists of one machine along with supporting fixtures and tooling.
This type of cell suitable for the parts having only one basic operations such as
turning or milling.
5.9.1.2 Group Machine Cell with Manual Handling
It have more than one machine to produce one or more part families.
There is no automated part handling instead human operators have to run the cell for
performing material handling functions.
Sometimes it can be achieved in conventional process layout without rearranging the
equipment.
5.9.1.3 Group Machine Cell with Semi-integrated Handling
It have more than one machine along with mechanized handling system such as
conveyor to move parts between the cell.
5.9.1.4 Flexible Manufacturing Cell or Flexible Manufacturing System (FMS)
It combines a fully integrated material handling system with automated processing
stations.
5 - 20 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-354-2048.jpg)




![The following example shows the composite part consisting of all 7 design and
processing attributes representing a family of rotational parts features defined in the part B.
Associated with each feature is a certain machining operations as summarized in table
below. A machine cell to produce this part family would be designed with the capability
to accomplish all seven operations required to produce the composite part. The number of
design and manufacturing attributes is greater than seven, allowances must be made for
variations in over all size and shape of the parts in the family.
Design feature Corresponding Operation
1. External cylinder Turing
2. Face of cylinder Facing
3. Cylindrical step Turning
4. Smooth surface External cylindrical grinding
5. Axical hole Drilling
6. Counterbore Counterboring
7. Internal threads Tapping
5.13 Flexible Manufacturing System (FMS) + [AU : Dec.-16]
FMS is one of the Machine cell type used to implement cellular manufacturing. It is
the most automated and technologically sophisticated of the group technology cells.
"A Flexible Manufacturing System (FMS) is a highly automated Group Technology
(GT) Machine cell, consisting of a group of processing workstations, interconnected by
an automated material handling and storage system and controlled by a distributed
computer system".
Three capabilities that a manufacturing system must possess in order to be flexible,
i) The ability to identify and distinguish among the different incoming part or product
styles processed by the system.
ii) Quick changeover of operating instructions.
iii) Quick changeover of physical setup.
5.13.1 Flexibility Tests
There are four reasonable tests of flexibility in an automated manufacturing systems. A
manufacturing system should satisfy these four test being flexible.
5 - 25 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-359-2048.jpg)
![Part variety test Can the system process different part styles ?
Schedule change test Can system readily accept changes in the production
schedule ?
Error recovery test Can the system recover equipment malfunctions and
breakdown ?
New part test Can new part designs be introduced into the existing product
mix easily ?
If the answer to be yes for all the above questions, then the system can be considered
as flexible.
5.14 Types of Flexibility + [AU : May-18]
Flexibility type Definition Depending factor
Machine flexibility Capability to adapt a given
machine to a wide range of
production operations and
part styles. The greater the
range of operations and part
styles the greater the
machine flexibility.
Setup or changeover time
Ease of machine
reprogramming .
Tool storage capacity of
machines.
Skill and versatility of
workers in the system.
Production flexibility The range or universe of
part styles that can be
produced on the system.
Machine flexibility of
individual stations. Range of
machine flexibility of all
stations in the system.
Mix flexibility Ability to change the product
mix while maintaining the
same total production
quantity.
Similarity of parts in the mix
machine flexibility .
Product Flexibility Which is related with
adaptability of design
change.
How close with new part
design matches with exited
part family.
Routing flexibility Capacity to produce parts
through alternative
workstation sequences in
response to equipment break
downs, tool failure and other
interruptions.
Similarity of workstations
Similarity of parts in the mix
machine flexibility.
5 - 26 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-360-2048.jpg)




![System type Part Variety Schedule
change
Error recovery New part
Dedicated FMS Limited Limited changes Limited but
sequential
process.
Not possible,
Introducing new
part is difficult.
Random order
FMS
Yes, part
variations are
possible.
Frequent and
significant
changes are
possible.
Machine
redundancy
minimizes the
effect of
machine break
down.
Yes, can be
introduced new
part.
5.16 Components of FMS + [AU : Dec.-16, 17, 18]
The basic components of an FMS are : Workstations, material handling and storage
systems, computer control system and the personnel that manage and operate the system.
These components are discussed in greater detail in the sub-sections below.
5.16.1 Work Stations
The processing and assembly equipment used in FMS depends on the type of work
accomplished by the system. The following work stations are most common work stations
in FMS.
5.16.1.1 Load / Unload Work Stations
Physical interface between the FMS and the rest of the factory, it is where raw parts
enter the system, and completely-processed parts exit the system. Loading and unloading
can be performed manually by personnel or it can be automated as part of the material
5 - 31 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)
Work stations
Material
handling
Computer
control system
Human
resources
FMS
Fig. 5.16.1](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-365-2048.jpg)







![metrics, such as : Daily desired production rates, number of raw workparts available,
work-in-progress etc.
Traffic control - Management of the primary handling system is essential so that parts
arrive at the right location at the right time and in the right condition.
Shuttle control - Management of the secondary handling system is also important, to
ensure the correct delivery of the workpart to the station's workhead Workpiece monitoring -
The computer must monitor the status of each cart or pallet in the primary and secondary
handling systems, to ensure that we know the location of every element in the system.
Tool control - This is concerned with managing tool location (keeping track of the
different tools used at different workstations, which can be a determinant on where a part can
be processed), and tool life (keeping track on how much usage the tool has gone through, so
as to determine when it should be replaced). Performance monitoring and reporting -
The computer must collected data on the various operations on-going in the FMS and present
performance findings based on this.
Diagnostics - The computer must be able to diagnose, to a high degree of accuracy,
where a problem may be occurring in the FMS.
5.16.4 Human Resources
Human personnel manage the overall operations of the system. Humans are also
required in the FMS to perform a variety of supporting operations in the system; these
include :
· Loading raw work parts into the system;
· Unloading finished parts or assemblies from the system;
· Changing and setting tools;
· Performing equipment maintenance and repair;
· Performing NC part programming;
· Programming and operating the computer system and
· Over all managing the system.
5.17 Applications of FMS + [AU : May-18, Dec.18]
Flexible manufacturing systems are typically used for mid-volume, mid-variety
production. If the part or product is made in high quantities with no style variations, then
a transfer line or similar dedicated production system is most appropriate. If the parts are
low volume with high variety, then numerical control or even manual methods would be
more appropriate.
5 - 39 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-373-2048.jpg)
![5.18 Advanages of FMS + [AU : May-18, Dec.-18]
· Increased machine utilization-owing to 24 hr per day operation, automatic tool
changing of machine tools, automatic pallet changing at workstations, queues of
parts at stations and dynamic scheduling of production that compensates for
irregularities.
· Fewer machines required-because existing machines are highly flexible, and
because of higher machine utilization.
· Reduction in the amount of factory floor space required.
· Greater responsiveness to change-owing to the inherent flexibility of the system.
· Reduced inventory requirements-work-in-process is reduced because different
parts are processed together, and not in batches.
· Lower manufacturing lead times.
· Reduced direct labour requirements and higher labour productivity-higher
production rates and lower reliance on direct labour mean greater productivity per
labour hour with an FMS than with conventional production methods.
· Opportunity for unattended production-the system can operate for long periods
without human attention.
5 - 40 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)
Stand alone NC
machines
Flexible
manufacturing
system
Transfer
lines
High
Medium
Low
Low
Medium
Product
variety
High
Production volume
Fig. 5.17.1 Application characteristics of FMS](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-374-2048.jpg)


![Part grouping Part types must be grouped for simultaneous production,
given limitations on available tooling and other resources at
workstations.
Tool management We must determine when best to change tools, how long
each tool can last before requiring maintenance, and how to
allocate tooling to workstations in the system.
Pallet and fixture allocation How do we allocate specific pallets and fixtures to certain
parts to be launched into the system ? Different parts
require different pallet fixtures, and before a given part style
can be launched into the system, a fixture for that part must
be made available.
5.20 Quantitative Analysis in FMS + [AU : Dec.-18]
Design and operation issues which are identified should be addressed through
quantitative analysis. These are classified into
1) Deterministic model 2) Queuing model
3) Discrete event simulation 4) Other approaches including heuristics.
5.20.1 Bottle Neck Model
· Performance of FMS can be mathematically described by a deterministic model
called bottle neck model.
· This model is simple and intuitive.
· This model is suitable for any production system not limited to FMS.
· The term bottle neck refers to the fact that the output of production system has
an upper limit given that the product mix an upper limit, given that the product
mix flowing through the system is FIXED.
Terminology and symbol used
i) Part mix
The mix of the various part or product style produced by the system is defined by pj.
pj
j 1
p
=
å = 1.0
pj = Fraction of total system output of style j.
P = Total number of different parts styles made in total number
of different parts styles made in the FMS during period
of interest
5 - 43 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-377-2048.jpg)








![Q.19 What is the difference between FMC and FMS systems. + (AU : May 19)
Ans. :
FMC FMS
It has two or three machines It has four or more
It does not have any supporting machines It has supporting machines which do not
directly participate on it.
Needed simple computer control system Needed larger and more sophisticated
Computer control system
Limited error recovery Minimized effect of machine breakdown
Simple than FMS More complex
Part B : University Questions with Answers
Dec. 2016
1. Apply rank order clustering technique to the part-machine incidence matrix in the
following table to identify logical part families and machine groups. N parts are
identified by letters and machines are identified numerically.
(Refer example 5.7.1) [16]
Machines
A B C D E
1 1
2 1 1
3 1 1
4 1 1
5 1
2. Define FMS and explain in detail about the FMS components.
(Refer sections 5.13 and 5.16) [8]
3. Explain OPTIZ parts classification and coding system. (Refer section 5.5) [8]
5 - 52 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-386-2048.jpg)
![May 2017
4. Apply rank order clustering technique to the part-machine incidence matrix in
the following table to identify logical part families and machine groups. Parts
are identified by letters and machines are identified numerically.
(Refer example 5.7.1) [16]
Machines A B C D E F G
1 1 1
2 1 1
3 1 1 1 1
4 1 1 1
5 1 1 1 1
5. Explain OPTIZ parts classification and coding system. (Refer section 5.5) [16]
Dec. 2017
6. List out the methods of part family formation. (Refer section 5.2.1) [8]
7. List out the various machines used in FMS. (Refer section 5.16.1) [8]
8. Explain OPTIZ parts classification and coding system. (Refer section 5.5) [16]
May 2018
9. Sketch and explain the layout of typical FMS. (Refer section 5.14.1) [13]
10. Explain about machine cell design and layout. (Refer sections 5.17 and 5.18) [13]
Dec. 2018
11. Discuss the functions, application, advantage and disadvantage of FMS.
(Refer section 5.9) [13]
12. Explain about machine cell design and layout. (Refer sections 5.17 and 5.18) [7]
13. Summarize the following FMS layouts with the neat sketches.
i) Open field layout
ii) Ladder layout
iii) Robot centered layout (Refer section 5.16.2.1) [6]
5 - 53 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-387-2048.jpg)
![14. Flexible manufacturing cell has just been created. After considering a number of
designs, the system engineer chose a layout that consists of two machining
workstations plus a load/unload station. In detail, the layout consists of : The
load/unload station is station 1. Station 2 Performs milling operations and
consists of one server (one CNC milling machine) Station 3 has one server that
performs drilling (one CNC drill press). The three stations are connected by a
part handling system, that has one work carrier. The mean transport time in the
system is 4 min. The FMC produces three parts, A, B and C. The part mix
fraction and process routings for the three parts are presented in the table
below. The operation frequency fijk = 1.0 for all operations.
Determine (i) Maximum production rate of the FMC, (ii) Corresponding
production rates of each product, (iii) Utilization of each machine in the system
and (iv) Number of busy servers at each station. (Refer section 5.20) [16]
Part j Part Mix pj Operation k Description Station i Process time tijk
A 0.4 1 Load 1 3
2 Mill 2 20
3 Drill 3 12
4 Unload 1 2
Cellular Manufacturing and Flexible Manufacturing System (FMS) ends …
5 - 54 Computer Aided Design and Manufacturing
Cellular Manufacturing and Flexible Manufacturing System (FMS)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-388-2048.jpg)
![Time : Three Hours] [Maximum Marks : 100
Answer All Questions
PART A - (10 ´ 2 = 20 Marks)
Q.1 What is concurrent engineering. (Refer Two Marks Q.2 of chapter 1)
Q.2 What is meant by concatenation transformation ?
(Refer Two Marks Q.4 of chapter 1)
Q.3 How the curves are classified ? (Refer Two Marks Q.2 of chapter 2)
Q.4 Define zero order continuity. (Refer Two Marks Q.13 of chapter 2)
Q.5 What is the objective of GKS- 3D standard ?
(Refer Two Marks Q.4 of chapter 3)
Q.6 State the needs for data exchange standards.
(Refer Two Marks Q.8 of chapter 3)
Q.7 Explain absolute and incremental system.
(Refer Two Marks Q.4 of chapter 4)
Q.8 What are G codes and M codes ? (Refer Two Marks Q.11 of chapter 4)
Q.9 What is cellular manufacturing ? (Refer Two Marks Q.1 of chapter 5)
Q.10 How the part families are identified ? (Refer Two Marks Q.7 of chapter 5)
PART B - (5 ´ 13 = 65 Marks)
Q.11 a) i) Describe various stages of design process with an example.
(Refer section 1.3) [8]
ii) Explain a line drawing algorithm. (Refer section 1.11) [5]
OR
b) Write short notes on parametric representation of synthetic surface.
(Refer section 2.12) [13]
Q.12 a) i) Write short notes on OpenGL. (Refer section 3.3.1) [8]
ii) Explain the concept of product data exchange using STEP.
(Refer section 3.4.2) [5]
M -omputer Aided Design and Maufacturing
(M - 1)
SOLVED MODEL QUESTION PAPER
[As per New Syllabus]
Computer Aided Design and Manufacturing
Semester - VI (Mechanical Engineering)](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-389-2048.jpg)
![OR
b) Write a manual part program to finish the stepped shaft in f 40 mm section as
shown in Fig. 1. Assume spindle speed as 350 rpm and feed rate 0.4 mm/rev.
(Refer example 4.23.1) [13]
Q.13 a) i) Explain about machine cell design and layout.
(Refer sections 5.17 and 5.18) [8]
ii) Write short notes on OpenGL. (Refer section 3.3.1) [5]
OR
b) Flexible manufacturing cell has just been created. After considering a number
of designs, the system engineer chose a layout that consists of two machining
workstations plus a load/unload station. In detail, the layout consists of : The
load/unload station is station 1. Station 2 Performs milling operations and
consists of one server (one CNC milling machine) Station 3 has one server that
performs drilling (one CNC drill press). The three stations are connected by a
part handling system, that has one work carrier. The mean transport time in
the system is 4 min. The FMC produces three parts, A, B and C. The part mix
fraction and process routings for the three parts are presented in the table
below. The operation frequency fijk = 1.0 for all operations.
Determine (i) Maximum production rate of the FMC, (ii) Corresponding
production rates of each product, (iii) Utilization of each machine in the system
and (iv) Number of busy servers at each station. (Refer section 5.20) [13]
Part j Part Mix pj Operation k Description Station i Process time tijk
A 0.4 1 Load 1 3
2 Mill 2 20
3 Drill 3 12
4 Unload 1 2
M - 2 Computer Aided Design and Manufacturing
Solved Model Question Paper
50
0
40
Fig. 1](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-390-2048.jpg)
![Q.14 a) i) A production machine operates 80 hrs/week (2 shifts, 5 days) at full capacity.
During a certain week the machine produced 1000 parts and was idle in the
remaining part.
a) Determine the production capacity of the machine.
b) What was the utilization of the machine during the week under
consideration.
c) Compute the expected plant capacity if the availability of the machine is,
A = 90 % and with the effect of computed utilization ‘U’.
(Refer example 1.17.3) [5]
ii) Write short notes on communication standards. (Refer section 3.5) [8]
OR
b) Discuss the functions, application, advantage and disadvantage of FMS.
(Refer section 5.9) [13]
Q.15 a) i) What are bezier curves ? Discuss its important properties.
(Refer section 2.8) [5]
ii) Write short notes on data exchange standards. (Refer section 3.4.5) [8]
OR
b) Write a part program for the component as shown Fig. 2. Assume that spindle
speed 500 rpm and feed is 0.3 mm/rev. (Refer example 4.23.4) [13]
PART C - (1 ´ 15 = 15 Marks)
Q.16 a) Explain Graphics Kernal System (GKS). (Refer section 3.2.1) [15]
OR
b) Explain OPTIZ parts classification and coding system. (Refer section 5.5)[15]
Solved Model Question Paper ends ...
M - 3 Computer Aided Design and Manufacturing
Solved Model Question Paper
60
20
40
20 30 20
R10
Fig. 2](https://image.slidesharecdn.com/computeraideddesignandmanufacturing-230312165102-6775893a/75/Computer-Aided-Design-and-Manufacturing-pdf-391-2048.jpg)















































