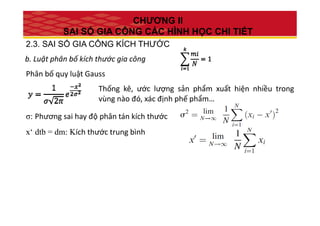
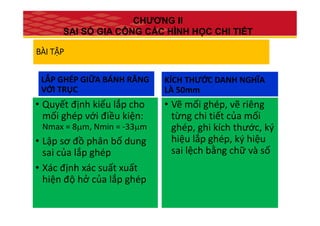
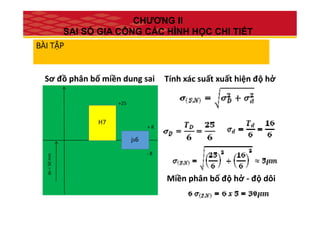
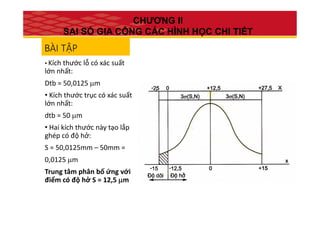
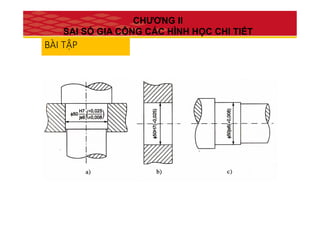
Tài liệu trình bày về sai số gia công trong quá trình chế tạo các chi tiết, bao gồm khái niệm, phân loại và nguyên nhân gây ra sai số. Nó phân tích sự khác biệt giữa sai số hệ thống và sai số ngẫu nhiên, cùng với các yếu tố ảnh hưởng như thiết bị, con người và môi trường. Bên cạnh đó, tài liệu cũng đề cập đến xác suất và luật phân bố trong kích thước gia công của các chi tiết.