1. Visit our website: www.rdpscreen.co.za
The inline
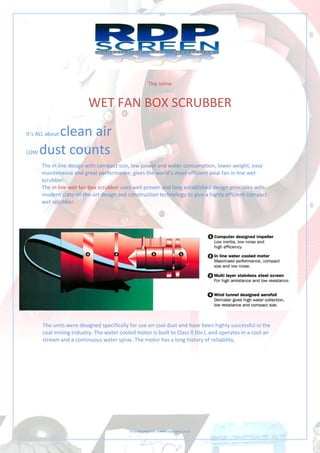
WET FAN BOX SCRUBBER
It’s ALL about clean air
LOW dust counts
The in line design with compact size, low power and water consumption, lower weight, easy
maintenance and great performance, gives the world’s most efficient axial fan in line wet
scrubber.
The in line wet fan box scrubber uses well proven and long established design principles with
modern state-of-the-art design and construction technology to give a highly efficient compact
wet scrubber.
The units were designed specifically for use on coal dust and have been highly successful in the
coal mining industry. The water cooled motor is built to Class II Div.I, and operates in a cool air
stream and a continuous water spray. The motor has a long history of reliability,
2. Visit our website: www.rdpscreen.co.za
The units are available in a range of sizes
from 4m³/sec to 17m³/sec.
Each unit is supplied with pressure / flow
monitor system to ensure that there is
adequate
water flow thourgh the motor and spray
nozzles.
3. Visit our website: www.rdpscreen.co.za
1. WET FAN BOX SCRUBBER
The wet fan box scrubber units were
developed using the CSIR Aerotech
Division’s computer simulation programs to
design a high efficiency, low inertia axial fan
driven by water cooled electric motor. The
scrubber box has a highly efficient mist
eliminator and screen. The unit is compact,
lightweight, low power and water
consumption to give high performance and
efficiency. The design allows for easy
installation, maintenance and a fast change
out of the fan assembly should this become
damaged.
2. SPRAY FAN SYSTEM
Pioneered the development of the spray fan
system for continuous miners in South Africa. They
have been installed on just about every continuous
miner used in the country and the basic design is
still a mainstay in the industry. We have now
developed a reverse flow back cleaning system to
enhance performance, reduce maintance and
increase efficiency. Both systems continue to enjoy
widespread popularity and ensure good dust
suppression and pick lubrication, as well as
assisting with air movement across the face.
3. AIR MOVERS
The air movers have been developed to provide
optimum air movement with minimum water
consumption. Strategically placed on the CM, they
can develop significant air movement past the
operator and into the scrubber unit to ensure good
dust capture. When they are used in conjunction
with the wet fan box scrubber unit, very low dust
levels in the operating area can be achieved.
4. BOOSTER PUMPS
Our ranges of booster pumps are designed to
provide the optimum water flow and pressure
required by the dust suppression system. The
pumps are of rugged design, enabling them to
operate under the most severe conditions to give
long life with minimum maintenance. They are
supported by a 24 hour service exchange scheme
to reduce stockholding and turnaround time.
5. WATER FILTERS
Our range of water filters have been developed over
nearly 20 years of operating experience in the coal
mines. They are extremely rugged, highly efficient and
required minimum maintance, to ensure good
protection to pumps, nozzles and other components in
the dust suppression system fitted to continuous
miners. The range includes high and low pressure
manual back flush units, a high pressure automatic
back flush filter and the all-new semi-automatic flush
filter and valve.
6. 24 HOUR SERVICE SUPPORT
We are committed to a 24 hour, seven days a week
support with service exchange units for pumps and
fans together with fast repair turnaround times in its
own workshop for all the equipment in its programme.
When you fit RDP equipment to your CM you not only
get good dust suppression equipment but also 100%
commitment by the company for round-the-clock filed
support. Our customer support engineers and service
technicians are available at all times to assist you in
the supply, operation and maintenance of all RDP’s
dust suppression equipment.
The wet fan box scrubber units have been proven in independent tests to be highly
effective and reliable.
The wet fan scrubber unit is the main component in the integrated dust suppression
system which is recommended to achieve optimum dust suppression in mechanised
underground coal mining.
The integrated dust suppression system comprises of the wet fan scrubber unit
operating in combination with air movers and a spray fan. These reliable, tried-and-
tested dust suppression system are configured to operate in a complementary way
to ensure that dust counts do not exceed 5mg/m³.