CI Project Success Bulletin - Walker Charnwoods 2016
1. Success Bulletin
Name (s) Finish DateStart Date
‘Before’ picture (sketch/photo):
‘After’ picture (sketch/photo):
Problem Description: Solution Description:
Loss (Reasons for Improvement): Benefits (Results Achieved):
S Q P C D M Circle relevant
Ref No
‘Continuously Challenge the Status Quo’
Dept./ Function:
Andy Gillard, Rafal W, Aly Chandler, Les
Frith
64 01/06/2016 28/10/2016
Walker Charnwood's Move to BCH 3&4
Free up Line 5 pans from manufacture of product to maximise line availability and
reduce labour cost for manufacture and production of Walker Charnwood's product
on Line 6
Better batching and control of process using 2T recipe and BCH 3 and 4
has Increased efficiency of materials being used which means yield
results have increased by average of 11%, which equates to extra £114
per batch for product saved in yield increase. This reduced material
wastage usage for the same required volumes actually needed, avoiding
production waste of over £11K on average for every 7 batch 2T run for
Average 14 runs p.a.
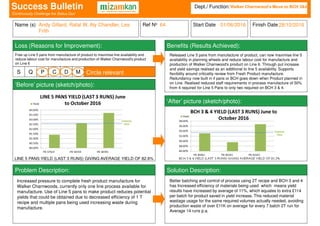
LINE 5 PANS YIELD (LAST 3 RUNS) GIVING AVERAGE YIELD OF 82.6%
Released Line 5 pans from manufacture of product, can now maximise line 5
availability in planning wheels and reduce labour cost for manufacture and
production of Walker Charnwood's product on Line 6. Through put increase
and yield savings realised as an additional to line 5 availability. Supports
flexibility around criticality review from Fresh Product manufacture.
Redundancy now built in if pans or BCH goes down when Product planned in
on Line. Realised reduced staff requirements in process manufacture of 50%
from 4 required for Line 5 Pans to only two required on BCH 3 & 4.
Increased pressure to complete fresh product manufacture for
Walker Charnwoods, currently only one line process available for
manufacture. Use of Line 5 pans to make product reduces potential
yields that could be obtained due to decreased efficiency of 1 T
recipe and multiple pans being used increasing waste during
manufacture.
BCH 3 & 4 YIELD (LAST 3 RUNS) GIVING AVERAGE YIELD OF 93.2%