RegenMed success hinges on engineering
•
1 like•509 views

Team's Stuart Kay was invited by GEN magazine to write two articles on regenerative medicine. This is his second article and it focuses on why reducing the 'cost of goods' is so important.

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to RegenMed success hinges on engineering
Similar to RegenMed success hinges on engineering (20)
More from Team Consulting Ltd
More from Team Consulting Ltd (20)
Recently uploaded
Recently uploaded (20)
RegenMed success hinges on engineering
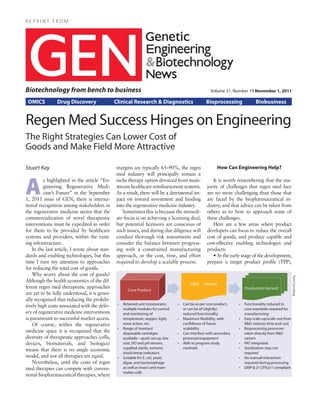
- 1. REPRINT FROM Biotechnology from bench to business Volume 31, Number 19 November 1, 2011 OMICS Drug Discovery Clinical Research & Diagnostics Bioprocessing Biobusiness Regen Med Success Hinges on Engineering The Right Strategies Can Lower Cost of Goods and Make Field More Attractive Stuart Kay margins are typically 65–90%, the regen How Can Engineering Help? A med industry will principally remain a s highlighted in the article “En- niche therapy option divorced from main- It is worth remembering that the ma- gineering Regenerative Medi- stream healthcare reimbursement systems. jority of challenges that regen med face cine’s Future” in the September As a result, there will be a detrimental im- are no more challenging than those that 1, 2011 issue of GEN, there is interna- pact on inward investment and funding are faced by the biopharmaceutical in- tional recognition among stakeholders in into the regenerative medicine industry. dustry, and that advice can be taken from the regenerative medicine sector that the Sometimes this is because the immedi- others as to how to approach some of commercialization of novel therapeutic ate focus is on achieving a licensing deal, these challenges. interventions must be expedited in order but potential licensors are conscious of Here are a few areas where product for them to be provided by healthcare such issues, and during due diligence will developers can focus to reduce the overall systems and providers, within the exist- conduct thorough risk assessments and cost of goods, and produce capable and ing infrastructure. consider the balance between progress- cost-effective enabling technologies and In the last article, I wrote about stan- ing with a constrained manufacturing products: dards and enabling technologies, but this approach, or the cost, time, and effort • At the early stage of the development, time I turn my attention to approaches required to develop a scalable process. prepare a target product profile (TPP), for reducing the total cost of goods. Why worry about the cost of goods? Team Consulting Although the health economics of the dif- ferent regen med therapeutic approaches are yet to be fully understood, it is gener- ally recognized that reducing the prohibi- • Retained unit incorporates • Can be as per core product, • Functionality reduced to tively high costs associated with the deliv- multiple modules for control or can be of (slightly) core essentials required for ery of regenerative medicine interventions and monitoring of reduced functionality manufacturing is paramount to successful market access. temperature, oxygen, light, • Maximum flexibility, with • Easy scale-up/scale-out from Of course, within the regenerative wave action, etc. confidence of future R&D; reduces time and cost • Range of standard scalability • Bioprocessing processes medicine space it is recognized that the disposable cartridges • Can interface with secondary taken directly from R&D diversity of therapeutic approaches (cells, available—quick set-up, low processes/equipment variant devices, biomaterials, and biologics) cost, DO and pH sensors, • Able to program study • PAT integrated supplied sterile, extreme methods • Sterilization step not means that there is no single economic shock/temp indicators required model, and not all therapies are equal. • Suitable for E. coli, yeast, • No manual interaction Nevertheless, until the costs of regen algae, and bacteriophage required during processing med therapies can compete with conven- as well as insect and mam- • GMP & 21 CFR p11 compliant malian cells tional biopharmaceutical therapies, where
- 2. which considers not only the agents with Now consider the advantage of develop- translate into robust, capable, and cost- the right efficacy, but also how the thera- ing in-line testing standards, rather than effective product. py is to be deployed and used, and what batch-release standards. A further tangible benefit that will the ideal claims would be. The TPP em- Within the biopharmaceutical indus- come as a result of such engineering work bodies the notion of beginning with the try at large, this is known as process ana- is noncell-based intellectual property that goal in mind. lytical technology (PAT), and it describes can add breadth of the overall portfolio. The mode of delivery can often add a fundamental shift from static batch Over the last decade, there have been an additional layer of complexity, partic- manufacturing to a more dynamic ap- a number of casualties in the regenera- ularly from a regulatory perspective and proach. There has been a relatively slow tive medicine industry due to econom- from the perspective of the clinical end- uptake in the industry, but this is princi- ics—sometimes due to treatment costs, users. Establishing the TPP often results pally because it is a mature industry, and and sometimes due to cash flow during in a clear understanding of the regulatory many pharma firms consider themselves extended regulatory approval time—and pathway and the requirements of the in- locked in with their validated systems. this has been exacerbated by the inter- tended delivery mechanism. This helps to Given that regenerative medicine is still national austerity that is tightening the minimize product waste in manufacture relatively fledgling, now is the time. purse strings. and reduce surgical/clinical time associ- The FDA describes PAT as defining However, there are those companies ated with the intervention. the critical process parameters (CPPs) of and collaborations that have considered This may lead to the development of the equipment used to make the product, that addressing the cost of goods from a retro-injector, similar to the type used which affect the critical quality attributes the outset is critical to success, and across for the injection of fragile implants but (CQAs) of the product and then control- the realm of regen med they are typically designed for cell therapies. It means that ling these CPPs within defined limits. This the ones that are still surviving in these the delivered load does not need to be allows manufacturers to produce products difficult times. forced beyond the end of the needle, with consistent quality and also helps to re- Addressing the complete product de- there is lower pressure and shear on the duce waste and overall costs. sign, manufacture, and manner of use at individual cells, and there is no need to • Work to ensure that the aforemen- an early stage means that many of the coordinate delivery with retraction. tioned single-use manufacturing sys- non-value-added parts and stages can • Development of modular, single-use tems and inspection systems can work be minimized or eliminated. An efficient cGxP-in-a-box systems that are appropri- together effectively. They don’t need to and lean product that delivers a novel ate for both R&D and scalable production be integrated into a single large system, therapy, coupled with scalable manufac- (either scaleup or scale-out) appears espe- but the focus is on the avoidance of turing, provides an attractive investment cially attractive for autologous therapies, manual interaction, loss of sterility, and target whether you are looking for exter- where the advantages of flexibility and rel- the need for delay due to batch release nal funding or an increased slice of inter- atively low volume manufacture are cou- testing (Figure). nal R&D budget. pled with reduced capital spending, ease of • For those products that need ship- Many of the examples that I refer- transfer from lab to validated production, ping (which can account for 20–50% of ence in this article are common prob- and elimination of the need to clean the the manufactured cost) with a reasonable lems affecting many developing regen system between therapies. amount of care—but not necessarily cold med systems and products. By address- Given a modular design of the core chain shipping—consider the develop- ing the non-value-added costs, the regen product, all the surplus system function- ment of a simple packing solution with med sector will be free to focus on the ality can be stripped out when transfer- low-cost disposable indicators that give ground-breaking therapies being devel- ring from R&D to production, thus re- a permanent and immediate indication of oped, which will enhance its potential to ducing the cost even further. mishandling. go mainstream. • In the previous GEN article, we dis- It is unlikely that all of the above will be cussed the need for industry collabora- appropriate for any single therapy, but they Stuart Kay (stuart.kay@team-consulting. tion to develop and introduce industry do demonstrate the value that engineers com) is head of the electromechanical standards, in order to facilitate objective bring to any given development program engineering group at Team Consulting. interpretation of regulatory guidance. and can help to ensure that the science can Web: www.team-consulting.com. November 1, 2011 | genengnews.com | Genetic Engineering and Biotechnology News