Pressure relief and safety devices
•
9 likes•3,014 views

Pressure relief devices are important safety components that protect process equipment from overpressure. Standards like the ASME Boiler and Pressure Vessel Code provide guidelines for the proper design, installation, and sizing of relief valves, rupture disks, and other pressure relief devices. These standards help ensure personnel safety and prevent equipment damage in the event excess pressure develops from sources like explosions, fires, or pump failures.
![Why Pressure relieving Devices ? ,[object Object],[object Object],[object Object],[object Object],[object Object]](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Similar to Pressure relief and safety devices
Similar to Pressure relief and safety devices (20)
Pressure relief and safety devices
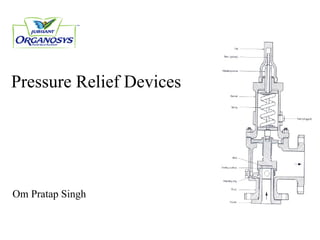
- 1. Pressure Relief Devices Om Pratap Singh
- 7. Pressure Relief Valve Operation for Gases & Vapors
- 8. Pressure Relief Valve Operation for Liquids
- 11. Combined PRV & RD
- 13. Conventional Pressure Relief Valve
- 14. Balanced-Bellows pressure Relief Valve
- 16. Kc = Combination correction factor for installation with a RD upstream of the PRV. = 1 when a RD is not installed. = 0.9 when a RD is installed in combination with a PRV. T = Relieving temp. of the gas or vapor, R, (K) Z = Compressibility factor at inlet relieving condition M = Mol. Wt.
- 20. Sizing for Liquid Relief
- 24. Breather Valve
- 25. Thank You
- 26. Thank you