Nghiên cứu hệ thống điện điều khiển cơ cấu nâng hạ giàn khoan tự nâng 90m nước (download tai tailieutuoi.com)
1. Nghiên cứu hệ thống điện điều khiển
cơ cấu nâng hạ giàn khoan tự nâng
90m nước
1. MỞ ĐẦU
Giàn khoan tự nâng ngoài khơi được vận hành nâng hạ bởi chuyển động quay của các
cụm động cơ điện thông qua hộp giảm tốc đến hệ thống bánh răng - thanh răng. Mỗi chân
giàn được nâng hạ bởi 5 cụm cơ cấu nâng hạ, bố trí tại 4 góc của 1 chân giàn. Số lượng
động cơ dùng để nâng hạ cho 3 chân giàn khoan là 60 động cơ với 20 động cơ cho mỗi
chân giàn.
Các động cơ đều là động cơ điện xoay chiều không đồng bộ roto lồng sóc (Điện áp
600VAC, công suất 62,5KVA). Toàn bộ hệ thống điện trên giàn khoan được cấp nguồn
từ 4 máy phát Diesel chính (Công suất 2150KVA, điện áp đầu ra 600VAC, 60Hz, tốc độ
1200 rpm, Cosφ=0,8) và máy phát điện dự phòng với công suất 1000KVA, 480VAC,
60Hz, 1200rpm, Cosφ=0,8 cho các thiết bị phụ trợ khác trên giàn khoan.
Việc điều khiển nâng hạ giàn khoan đòi hỏi những thao tác phức tạp, chính xác như điều
khiển cân bằng giàn khoan trong các quá trình gia tải và tải trọng tĩnh… Các thiết bị giám
sát đo độ lệch của từng chân trong quá trình nâng hạ và trong trạng thái làm việc để từ đó
đưa ra các thuật toán điều khiển phù hợp tránh việc giàn khoan bị lệch gây ra sự cố. Điều
khiển nâng hạ giàn khoan được thực hiện bởi hệ thống điều khiển tại chỗ và điều khiển,
giám sát tại bàn điều khiển trung tâm dựa trên nền tảng PLC có khả năng dự phòng. Nội
dung bài báo sẽ bao gồm những phần trình bày như dưới đây:
* Cấu trúc hệ thống điều khiển của cơ cấu nâng hạ giàn khoan
* Hệ thống điều khiển tại chỗ
2. * Hệ thống điều khiển và giám sát từ trung tâm
* Kết luận
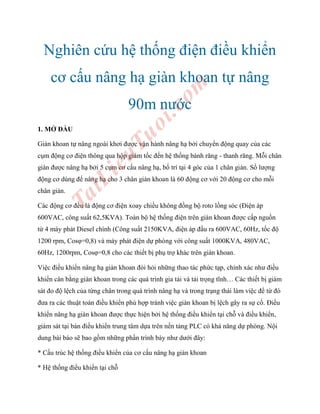
Hình 1. Cấu trúc điều khiển toàn bộ cơ cấu nâng hạ
2. CẤU TRÚC HỆ THỐNG ĐIỀU KHIỂN CỦA CƠ CẤU NÂNG HẠ GIÀN
KHOAN
Hình 1 trên đây là cấu trúc điều khiển của toàn bộ cơ cấu nâng hạ. Hệ thống điều khiển
dựa trên hệ điều khiển phân tán với Tủ PLC điều khiển chứa PLC chính. PLC chính là hệ
gồm PLC S7-400-H có khả năng dự phòng nóng (Redundant). Hệ PLC dự phòng nóng
này bao gồm:
* 2 CPU 412-3H cùng với 2 bộ nguồn PS407 R-10A và 4 bộ Sync Module 10m nằm trên
Rack UR2-H
* 2 cáp quang để kết nối 2 module đồng bộ cho mục đích dự phòng giữa hai CPU
3. * 2 module CP443-1 để giao tiếp với mạng Ethernet cấp trên
Thiết bị PLC có khả năng dự phòng giao tiếp với các I/O module phân tán đặt tại các tủ
điện từ xa gần thiết bị chấp hành của cơ cấu:
* ET200M với 2 x IM153-2 và các module DI, DO, module chức năng đặt tại các Bảng
phân phối nguồn chân giàn để thu thập tín hiệu quá dòng các cụm động cơ nâng hạ và các
tín hiệu encoder của mỗi chân động cơ để gửi về PLC trung tâm cho hiển thị tại màn hình
hiển thị tại bàn điều khiển trung tâm
* ET200M với 2 x IM153-2 đặt tại Tủ điều khiển giàn điện trở để điều khiển, thu thập tín
hiệu DI, DO và các tín hiệu tương tự cần thiết.
* ET200M với 2 x IM153-2 đặt tại tủ PLC điều khiển để điều khiển cho tủ đóng cắt cấp
nguồn cho các cụm động cơ nâng hạ.
* ET200M với 2 x IM153-2 và các module I/O SM321 32 ngõ vào, SM322 32 ngõ ra, đặt
tại Tủ điều khiển trung tâm để thu thập tín hiệu điều khiển tại tủ và nhận tín hiệu cảnh
báo về độ nghiêng từ Tủ cảnh báo và giám sát độ nghiêng.
Do điều kiện làm việc ngoài khơi và phải đảm bảo độ an toàn, tin cậy cao, hạn chế tối đa
các lỗi về phần cứng có thể xảy ra trên hệ thống dẫn đến dừng hệ thống nên hệ thống điều
khiển cho cơ cấu nâng hạ trên giàn yêu cầu phải hoạt động ở chế độ dự phòng nóng cho
PLC và PC server.
Trong hệ thống dự phòng ở cấp độ server, khi chưa có lỗi xảy ra, hai server hoạt động
song song, cùng tham gia vào quá trình điều khiển và giám sát toàn bộ quá trình hoạt
động của hệ thống. Mỗi server có những kết nối xử lý và những lưu trữ dữ liệu riêng của
chính nó. Dữ liệu điều khiển, xử lý và những thông báo được trao đổi giữa các PLC và
RTU với cả hai server.
Hai server giám sát lẫn nhau trong quá trình chạy để cho phép nhanh chóng phát hiện ra
server nào có lỗi xảy ra, chức năng nhận biết này được thực hiện bởi một thông báo xử lý
điều khiển. Những thông báo vận hành liên tục được đồng bộ trực tiếp trong quá trình
chạy. Cả hai server có quyền ngang nhau và làm việc độc lập với nhau. Chúng đều có giá
4. trị đối với các client nên nếu một server bị lỗi thì server dự phòng luôn luôn có giá trị và
chiếm giữ quyền điều khiển hệ thống.
Sau đây, chúng ta đi sâu vào thiết kế hệ thống điều khiển cho cơ cấu nâng hạ trên nền
tảng dự phòng đó
3. HỆ THỐNG ĐIỀU KHIỂN TẠI CHỖ
Thành phần quan trọng nhất trong hệ thống điều khiển tại chỗ cơ cấu nâng hạ chính là Tủ
PLC điều khiển. Tủ PLC điều khiển giao tiếp với tất cả các I/O module từ xa đặt tại các
tủ, bảng điện gần với thiết bị chấp hành để điều khiển cơ cấu nâng hạ trên nền tảng cấu
trúc điều khiển PLC thông qua mạng truyền thông là mạng PROFIBUS. Hệ thống tủ điện
trong hệ thống điều khiển tại chỗ được liệt kê ở dưới đây:
* Tủ đóng cắt điều khiển đóng cắt cho các cụm động cơ nâng hạ
* Tủ điều khiển PLC
* Bảng phân phối nguồn chân giàn
* Hộp điều khiển tại chỗ chân giàn
* Tủ điều khiển giàn điện trở
3.1. Tủ đóng cắt
Tủ đóng cắt điều khiển đóng cắt cho các cụm động cơ nâng hạ chân giàn được lấy nguồn
từ tủ phân phối chính của giàn khoan. Cơ cấu nâng hạ có ba tủ đóng cắt cấp điện cho các
cụm động cơ chân giàn, mỗi tủ đóng cắt điều khiển cho một chân. Mỗi tủ đóng cắt chứa
một Aptomat và 2 khởi động từ đảo chiều để đảo chiều quay cho các cụm động cơ của
một chân. Trạng thái của các Aptomat, khởi động từ và công suất tiêu thụ của một chân
giàn đều được giám sát bởi PLC. Các Aptomat, khởi động từ đóng cắt động cơ nâng hạ
được giám sát và điều khiển từ ET200M với 2 module IM153-2 đặt trong Tủ điều khiển
PLC (Hình 1), mạch đo công suất được tái sinh khi hạ giàn cũng sẽ gửi tín hiệu tương tự
tới PLC để người vận hành có thể giám sát ở trung tâm điều khiển lượng công suất được
sinh ra này.
5. 3.2. Tủ điều khiển PLC:
Tủ điện này có vai trò trung tâm trong hệ thống điều khiển cho cơ cấu nâng hạ giàn
khoan. Tủ điện chứa hai CPU 412-3H một chính và một dự phòng, hoạt động ở chế độ dự
phòng nóng (Redundant mode) với hệ truyền thông Profibus để giao tiếp với các module
từ xa
3.3. Bảng phân phối nguồn chân giàn
Hệ thống điều khiển có ba Bảng phân phối nguồn cho chân giàn phía trước, chân giàn trái
và chân giàn phải. Tại từng Bảng phân phối nguồn chân giàn có các module ET200M kết
nối với PLC chính (CPU 412-3H) tại tủ PLC điều khiển qua các bus dự phòng
(Redundant) theo giao tiếp PROFIBUS. Các module này thu thập các tín hiệu quá dòng
của từng động cơ và tín hiệu Encoder từng chân giàn.
3.4. Hộp điều khiển tại chỗ chân giàn:
Tại mỗi chân giàn khoan gần cụm cơ cấu nâng hạ sẽ có một hộp điều khiển tại chỗ. Hộp
điều khiển sẽ bao gồm các nút ấn nâng, hạ, dừng giàn, dừng khẩn cấp. Người vận hành có
thể đứng tại chỗ để ấn nút nâng hạ hay dừng giàn khoan. Bất cứ thời điểm nào xảy ra lỗi
cần dừng khẩn thì người vận hành có thể ấn nút dừng khẩn cấp dừng hoạt động nâng hạ
giàn. Hộp điều khiển tại chỗ mỗi chân giàn kết nối trực tiếp với ET200M tại Bảng phân
phối nguồn chân giàn.
3.5. Tủ điều khiển giàn điện trở
Tủ điều khiển giàn điện trở có nhiệm vụ hấp thu nguồn công suất phản kháng sinh ra từ
các cụm động cơ trong quá trình hạ giàn khoan để ngăn cản khả năng làm “sập” nguồn.
Tủ điều khiển sử dụng Bộ cầu chỉnh lưu Thyristor 3 pha nối với hệ giàn điện trở 600KW
nhằm thực hiện nhiệm vụ đó. Tủ điều khiển kết nối trực tiếp với hệ Bus dự phòng cho
mục đích Redundant bởi ET200M. Tủ điện bao gồm những thiết bị chính như dưới đây:
Ngoài việc được điều khiển tại chỗ, hệ thống nâng hạ giàn khoan còn được điều khiển và
giám sát từ bàn điều khiển trung tâm với màn hình Touchscreen.
6. 4. HỆ THỐNG ĐIỀU KHIỂN VÀ GIÁM SÁT TỪ TRUNG TÂM
4.1. Nhiệm vụ và cấu hình:
Nhiệm vụ của hệ thống điều khiển trung tâm là thu thập dữ liệu, điều khiển và giám sát
cơ cấu nâng hạ chân giàn khoan. Các thiết bị chính cấu thành nên hệ thống điều khiển
trung tâm cũng đã được thể hiện như ở Hình 1. Hệ thống là một bàn điều khiển có 4 máy
tính công nghiệp, điều khiển hiển thị giao diện người-máy (HMI). Chúng được hoạt động
cùng nhau trên cùng 1 Workgroup của Windows thông qua mạng Ethernet TCP/IP. Tất
cả các thiết bị cho điều khiển trung tâm bao gồm 4 PC công nghiệp, hệ PLC dự phòng
nóng của Tủ PLC điều khiển được kết nối với nhau qua Ethernet Switch 8 cổng.
Giao diện chính của bàn điều khiển trung tâm bao gồm hai màn hình sờ công nghiệp 19
inch (touchscreen) nhằm mục đích điều khiển, giám sát hoạt động nâng hạ giàn và thực
hiện các hoạt động bảo trì xác nhận lỗi. Hai PC công nghiệp được xem như là Server 1 và
Server 2, chạy HMI Redundant và phần mềm Server. Chúng kết nối những dữ liệu điều
khiển, giám sát với PLC chính trong Tủ PLC điều khiển và chứa phần chương trình hiển
thị HMI. Hai PC khác được xem như là Client 1 và Client 2, chạy phần mềm HMI Client
và đảm nhiệm hiển thị trên mỗi màn hình sờ Touchscreen.
Bàn điều khiển trung tâm cũng có các nút ấn chức năng để điều khiển nâng, hạ, dừng và
dừng khẩn cấp cơ cấu nâng hạ giàn. Tín hiệu này được truyền về bộ ET200M lắp đặt
trong bàn điều khiển trung tâm.
4.2. Giao diện vận hành
Giao diện thực hiện vận hành trên các máy tính sử dụng WinCC của Siemens. WinCC
cung cấp một chức năng rất đặc biệt và hiệu quả để thiết kế hệ thống điều khiển và giám
sát đạt được độ tin cậy cao đó là chức năng dự phòng (Redundant). Với chức năng
Redundant, hệ thống tự động được điều khiển bằng cách chạy song song hai Server để
điều khiển cũng như thu thập dữ liệu, xử lý và điều khiển hoạt động của các PLC.
Giao diện chính gồm các trang màn hình trên 2 touchscreen để giám sát và điều khiển
hoạt động nâng hạ
7. * Trang màn hình điều khiển nâng hạ: Đây là trang màn hình chính. Màn hình điều khiển
chính sẽ khởi động và bắt đầu bởi trang này. Trang này thể hiện những thông số quan
trọng cho việc giám sát và vận hành cơ cấu nâng hạ giàn, có nhiệm vụ giám sát chiều sâu
của chân, tốc độ nâng hạ chân, công suất tiêu thụ từng chân, điều khiển giám sát trạng
thái toàn bộ cơ cấu và chuyển sang các trang màn hình khác.
* Màn hình cảnh báo lỗi của toàn bộ cơ cấu
* Trang màn hình giám sát trạng thái quá tải động cơ: Giám sát trạng thái của các thiết bị
bảo vệ quá dòng mỗi động cơ.
* Trang màn hình chỉnh định chiều sâu của chân: Chỉnh định Encoder chiều sâu của chân
5. KẾT LUẬN
Bài báo trên đã trình bày nghiên cứu về hệ thống điều khiển và giao diện điều khiển vận
hành cho hệ thống nâng hạ giàn khoan tự nâng. Giao diện điều khiển rõ ràng và thuận
tiện cho người vận hành trong việc quản lý giám sát và điều khiển hệ thống. Hệ thống
điều khiển nâng hạ giàn khoan là một trong những hệ thống điều khiển rất quan trọng
trong hệ thống điện điều khiển của toàn bộ giàn khoan. Hệ thống điều khiển phân tán dựa
trên hệ PLC có khả năng dự phòng nóng được sử dụng trong thiết kế này là phương pháp
điều khiển tiên tiến, đảm bảo được độ an toàn, tin cậy cao với khả năng điều khiển và
giám sát tới từng thiết bị liên quan. Đây cũng là phương pháp điều khiển mà các hãng nổi
tiếng trên thế giới chuyên cung cấp giàn khoan tự nâng ngoài khơi như Keppel hay
LeTourneau sử dụng cho hệ thống điều khiển giàn của họ. Do đặc thù hoạt động tại môi
trường khắc nghiệt, yêu cầu an toàn, tin cậy và tự động hóa cao nên các thiết bị điện lựa
chọn để tích hợp cho hệ thống phải được lựa chọn từ các nước G7. Nói chung, với năng
lực khoa học công nghệ của Việt Nam hiện nay thì Việt Nam hoàn toàn có khả năng tích
hợp và chế tạo hệ thống điều khiển này với độ tin cậy cao, đáp ứng được hoàn toàn yêu
cầu của các cơ quan đăng kiểm trên thế giới cho lĩnh vực giàn khoan như ABS của Mỹ.