왜 해야 하는가
왜해야 하는가 ?
?
새로운 수익모델의 필요성
새로운 수익모델의 필요성 -
- 내부적 요인
내부적 요인
-
- 전통적 방법의 한계극복
전통적 방법의 한계극복
-
- 업체간 경쟁심화
업체간 경쟁심화
-
- 발주자 요구사항 반영
발주자 요구사항 반영
산업 기술의 발전방향
산업 기술의 발전방향 -
- 외부적 요인
외부적 요인
-
- 자동화
자동화 ,
, 기계화
기계화 ,
, 이미지화
이미지화
-
- 검사 데이터의 통합과 집중화
검사 데이터의 통합과 집중화
3.
어디서 쓰고 있는가
어디서쓰고 있는가 ?
?
국내 현황
국내 현황
-
- 현대중공업
현대중공업 :
:
1998
1998 년도에
년도에 AEA/UK
AEA/UK 로부터
로부터 Micro Plus A-UT
Micro Plus A-UT 영상 시스템 도입
영상 시스템 도입
영종대교
영종대교 Box Beam
Box Beam 모서리 용접부 건전성 검사에
모서리 용접부 건전성 검사에 TOFD
TOFD 검사기법 적용하여 완료
검사기법 적용하여 완료
현재는 압력용기의
현재는 압력용기의 Butt
Butt 용접부에
용접부에 RT
RT 검사 대신
검사 대신 A-UT
A-UT 영상 시스템 부분적 적용
영상 시스템 부분적 적용
-
- 아거스
아거스 :
: 두산 중공업의 압력용기
두산 중공업의 압력용기
후판 용접부에 대한
후판 용접부에 대한 TOFD
TOFD 용역수행
용역수행
-
- 대동기술
대동기술 ,
, 대한검사기술
대한검사기술 ,
, 서울검사 등
서울검사 등 :
:
다수 업체 장비 및 기술 확보
다수 업체 장비 및 기술 확보
-
- 한국가스공사
한국가스공사 :
: 가스배관 자동초음파 탐상의 적용 검토
가스배관 자동초음파 탐상의 적용 검토 ,
,
디지털
디지털 RT
RT 적용 검토
적용 검토
4.
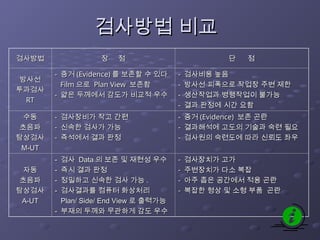
검사방법 비교
검사방법 비교
검사방법
검사방법장 점
장 점 단 점
단 점
방사선
방사선
투과검사
투과검사
RT
RT
-
- 증거
증거 (Evidence)
(Evidence) 를 보존할 수 있다
를 보존할 수 있다
Film
Film 으로
으로 Plan View
Plan View 보존함
보존함
-
- 얇은 두께에서 감도가 비교적 우수
얇은 두께에서 감도가 비교적 우수
-
- 검사비용 높음
검사비용 높음
-
- 방사선 피폭으로 작업장 주변 제한
방사선 피폭으로 작업장 주변 제한
-
- 생산작업과 병행작업이 불가능
생산작업과 병행작업이 불가능
-
- 결과 판정에 시간 요함
결과 판정에 시간 요함
수동
수동
초음파
초음파
탐상검사
탐상검사
M-UT
M-UT
-
- 검사장비가 작고 간편
검사장비가 작고 간편
-
- 신속한 검사가 가능
신속한 검사가 가능
-
- 즉석에서 결과 판정
즉석에서 결과 판정
-
- 증거
증거 (Evidence)
(Evidence) 보존 곤란
보존 곤란
-
- 결과해석에 고도의 기술과 숙련 필요
결과해석에 고도의 기술과 숙련 필요
-
- 검사원의 숙련도에 따라 신뢰도 좌우
검사원의 숙련도에 따라 신뢰도 좌우
자동
자동
초음파
초음파
탐상검사
탐상검사
A-UT
A-UT
-
- 검사
검사 Data
Data 의 보존 및 재현성 우수
의 보존 및 재현성 우수
-
- 즉시 결과 판정
즉시 결과 판정
-
- 정밀하고 신속한 검사 가능
정밀하고 신속한 검사 가능 .
.
-
- 검사결과를 컴퓨터 화상처리
검사결과를 컴퓨터 화상처리
Plan/ Side/ End View
Plan/ Side/ End View 로 출력가능
로 출력가능
-
- 부재의 두께와 무관하게 감도 우수
부재의 두께와 무관하게 감도 우수
-
- 검사장치가 고가
검사장치가 고가
-
- 주변장치가 다소 복잡
주변장치가 다소 복잡
-
- 아주 좁은 공간에서 적용 곤란
아주 좁은 공간에서 적용 곤란
-
- 복잡한 형상 및 소형 부품 곤란
복잡한 형상 및 소형 부품 곤란
5.
관련규격
관련규격
ASME Sec VIII.: 1996
ASME Sec VIII. : 1996 년
년 Code Case 2235
Code Case 2235 에서는 두께가
에서는 두께가 4
4 인치
인치
이상인 경우
이상인 경우 RT
RT 대신
대신 A-UT
A-UT 의 적용을 허용하기 시작했다
의 적용을 허용하기 시작했다 .
. 현재는
현재는
두께
두께 ½inch
½inch 이상의 압력용기에 대해 적용 가능
이상의 압력용기에 대해 적용 가능 .
.
ASTM E 2373-04 : Standard Practice for Use of the Ultrasonic
ASTM E 2373-04 : Standard Practice for Use of the Ultrasonic
Time of Flight Diffraction (TOFD) Technique
Time of Flight Diffraction (TOFD) Technique
BS-7706 : TOFD
BS-7706 : TOFD 기법에 의한
기법에 의한
A-UT
A-UT 방법에 대하여
방법에 대하여
자세히 기술하고 있다
자세히 기술하고 있다 .
.
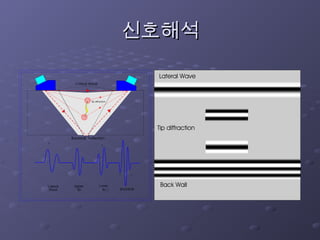
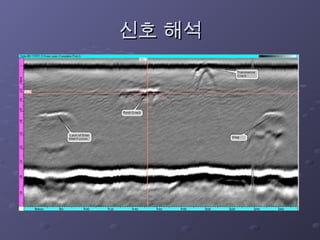
원리
원리
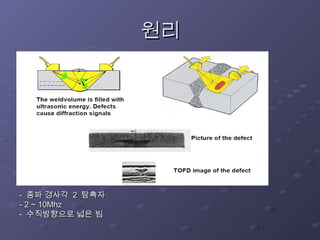
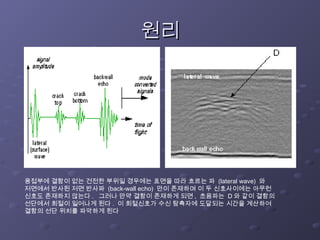
용접부에 결함이 없는건전한 부위일 경우에는 표면을 따라 흐르는 파 (lateral wave) 와
저면에서 반사된 저면 반사파 (back-wall echo) 만이 존재하며 이 두 신호사이에는 아무런
신호도 존재하지 않는다 . 그러나 만약 결함이 존재하게 되면 , 초음파는 D 와 같이 결함의
선단에서 회절이 일어나게 된다 . 이 회절신호가 수신 탐촉자에 도달되는 시간을 계산하여
결함의 선단 위치를 파악하게 된다
TOFD
TOFD 특성
특성
두 개의분리된 탐촉자를 사용함으로써 넓은
두 개의 분리된 탐촉자를 사용함으로써 넓은
범위를
범위를 cover
cover 할 수가 있다
할 수가 있다 .
.
초음파 신호크기와 무관하기 때문에 정확한
초음파 신호크기와 무관하기 때문에 정확한
결함크기를 측정할 수 있다
결함크기를 측정할 수 있다 .
.
용접부위의 형상과 무관하게 초음파 보정을
용접부위의 형상과 무관하게 초음파 보정을
수행할 수 있다
수행할 수 있다 .
.
모든 형태의 결함에 잘 적용된다
모든 형태의 결함에 잘 적용된다 .
.
결함의 방향성에 무관하다
결함의 방향성에 무관하다 .
.
초음파 신호크기 및 접촉매질의
초음파 신호크기 및 접촉매질의
문제에 덜 민감하다
문제에 덜 민감하다 .
.
13.
RT vs. TOFD
RTvs. TOFD
Scan time vs. Exposure time
- RT 에서는 시험체 두께가 커지면 조사 시간 증가
- UT 에서는 검사시간 동일
- 검사범위를 커버하기 위해 2-3 조의 탐촉자 배치
- 검사시간은 60mm 맞대기 용접의 경우 TOFD 15m/ 시간 , RT 8m/ 일
Radiation hazard
- 방사선 사용에 따른 위험이 없다 .
Work Restriction
- RT 검사 중에는 타 작업자의 출입을 제한
- 타 작업과 동시에 진행 가능
- 야간 작업 수행 불필요
Accuracy for Repairs
- RT 는 결함깊이에 대한 정보 없음 .
- 검사체의 두꼐가 클 경우 별도의 Manual UT 로 깊이 확인 필요함
Cost Savings for the Client
- 초기 장비비용은 RT 보다 고가
- RT 보다 검사자의 숙련 , 지식 , 교육 필요
- 검사시간 , 공간제한 불필요 등 종합적으로 원가절감
14.
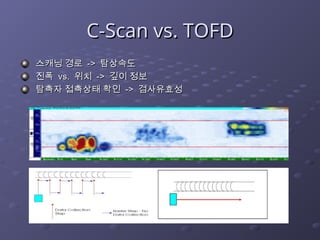
C-Scan vs. TOFD
C-Scanvs. TOFD
스캐닝 경로
스캐닝 경로 ->
-> 탐상속도
탐상속도
진폭
진폭 vs.
vs. 위치
위치 ->
-> 깊이 정보
깊이 정보
탐촉자 접촉상태 확인
탐촉자 접촉상태 확인 ->
-> 검사유효성
검사유효성
15.
한계점
한계점 (
( 현재
현재)
)
Near Surface Zone
다른 검사 방법 병행
검사 규격 적용 곤란
검사자 인증 부재
Fine grain material 에 한함
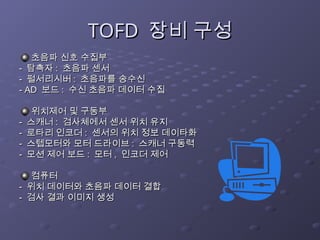
TOFD
TOFD 장비 구성
장비구성
초음파 신호 수집부
초음파 신호 수집부
-
- 탐촉자
탐촉자 :
: 초음파 센서
초음파 센서
-
- 펄서리시버
펄서리시버 :
: 초음파를 송수신
초음파를 송수신
- AD
- AD 보드
보드 :
: 수신 초음파 데이터 수집
수신 초음파 데이터 수집
위치제어 및 구동부
위치제어 및 구동부
-
- 스캐너
스캐너 :
: 검사체에서 센서 위치 유지
검사체에서 센서 위치 유지
-
- 로타리 인코더
로타리 인코더 :
: 센서의 위치 정보 데이타화
센서의 위치 정보 데이타화
-
- 스텝모터와 모터 드라이브
스텝모터와 모터 드라이브 :
: 스캐너 구동력
스캐너 구동력
-
- 모션 제어 보드
모션 제어 보드 :
: 모터
모터 ,
, 인코더 제어
인코더 제어
컴퓨터
컴퓨터
-
- 위치 데이터와 초음파 데이터 결합
위치 데이터와 초음파 데이터 결합
-
- 검사 결과 이미지 생성
검사 결과 이미지 생성
18.
TOFD
TOFD 장비 구성
장비구성
스캐너
펄서리시버
탐촉자
AD 보드
모션제어보드
인코더
모터 드라이브
컴퓨터
초음파 신호
위치정보
동작명령
현 보유중 장비
SoftWare 제작
HardWare 제작
19.
앞으로…
앞으로…
자동
자동 UT
UT 기술및 장비 출장소 전체 보급
기술 및 장비 출장소 전체 보급
자동
자동 UT
UT 운영 및 절차서 확립
운영 및 절차서 확립
자동
자동 UT
UT 검사 수주 노력
검사 수주 노력












![[역해석 방법] 실생활에서 역행렬 및 역방향을 이용하여 변수를 찾는 사례](https://cdn.slidesharecdn.com/ss_thumbnails/1-200318144404-thumbnail.jpg?width=640&height=640&fit=bounds)

















