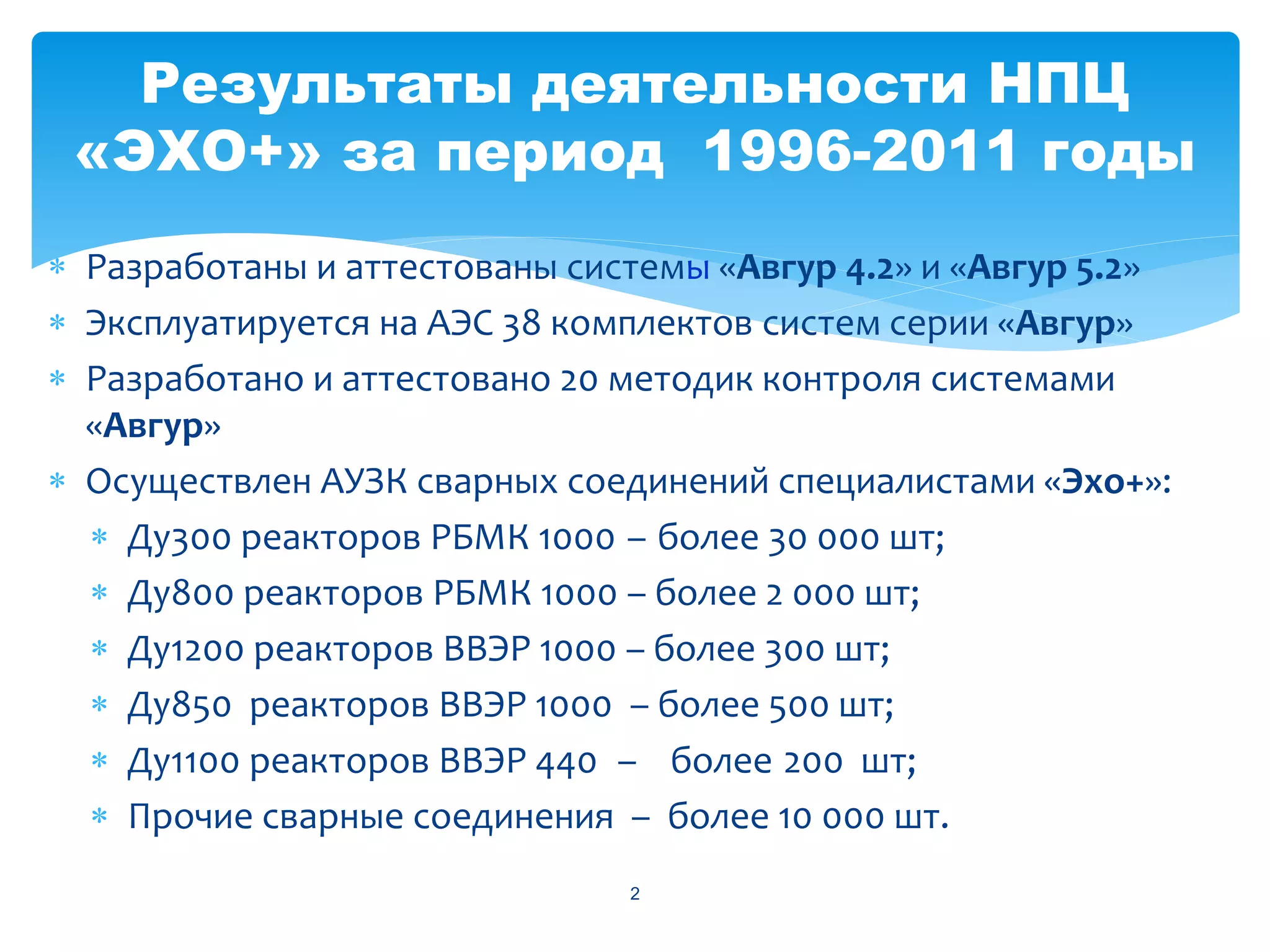
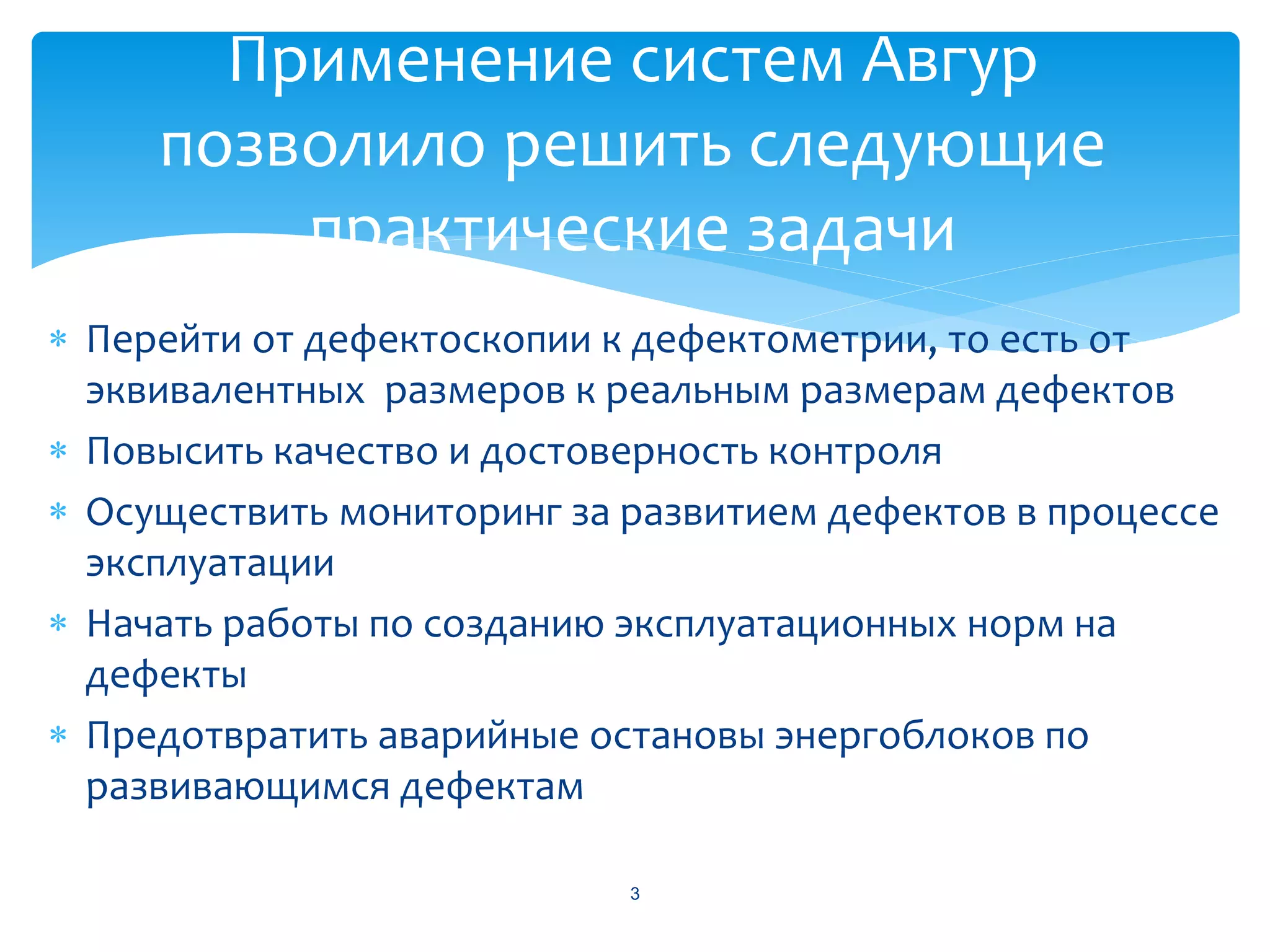
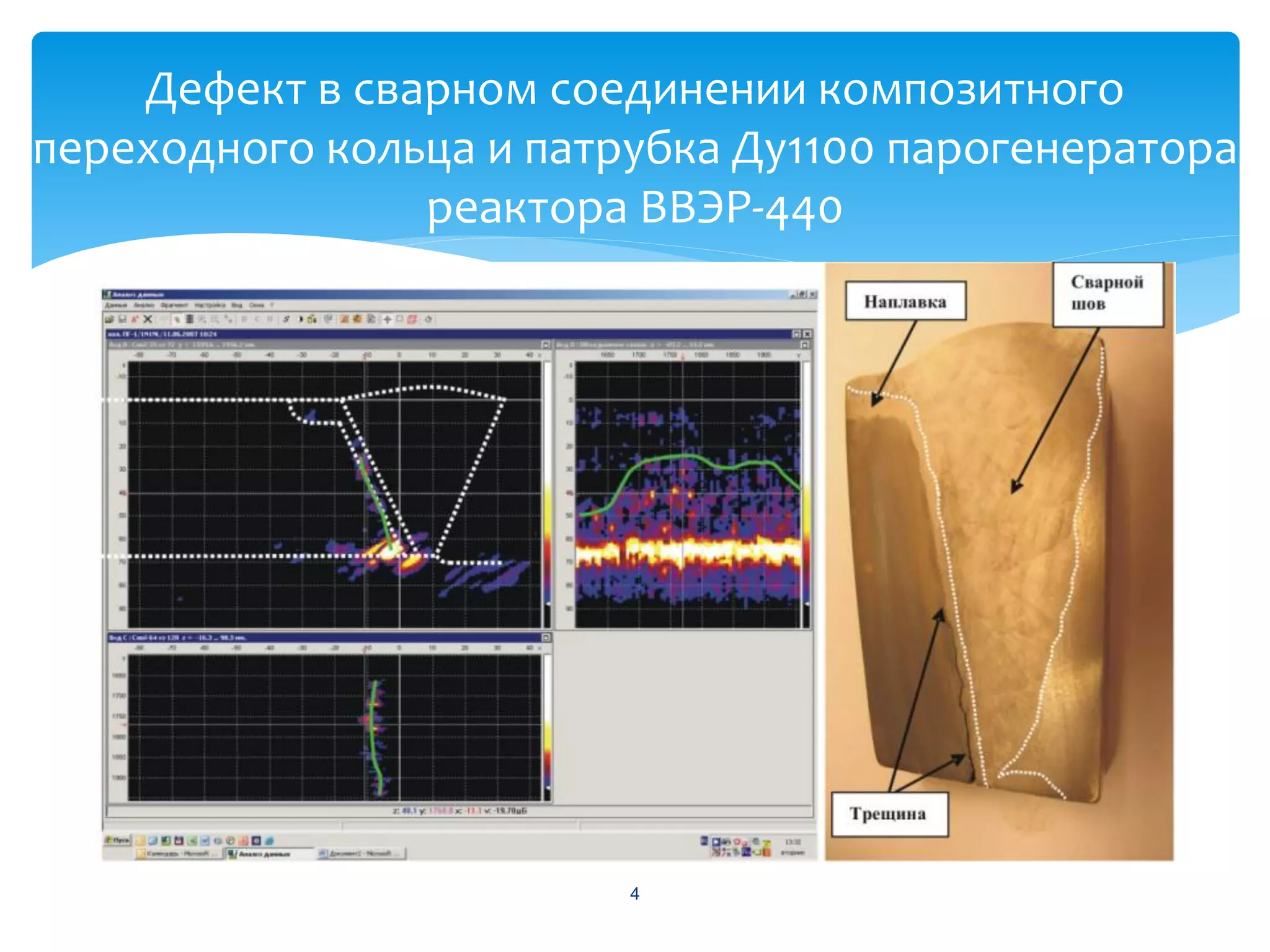
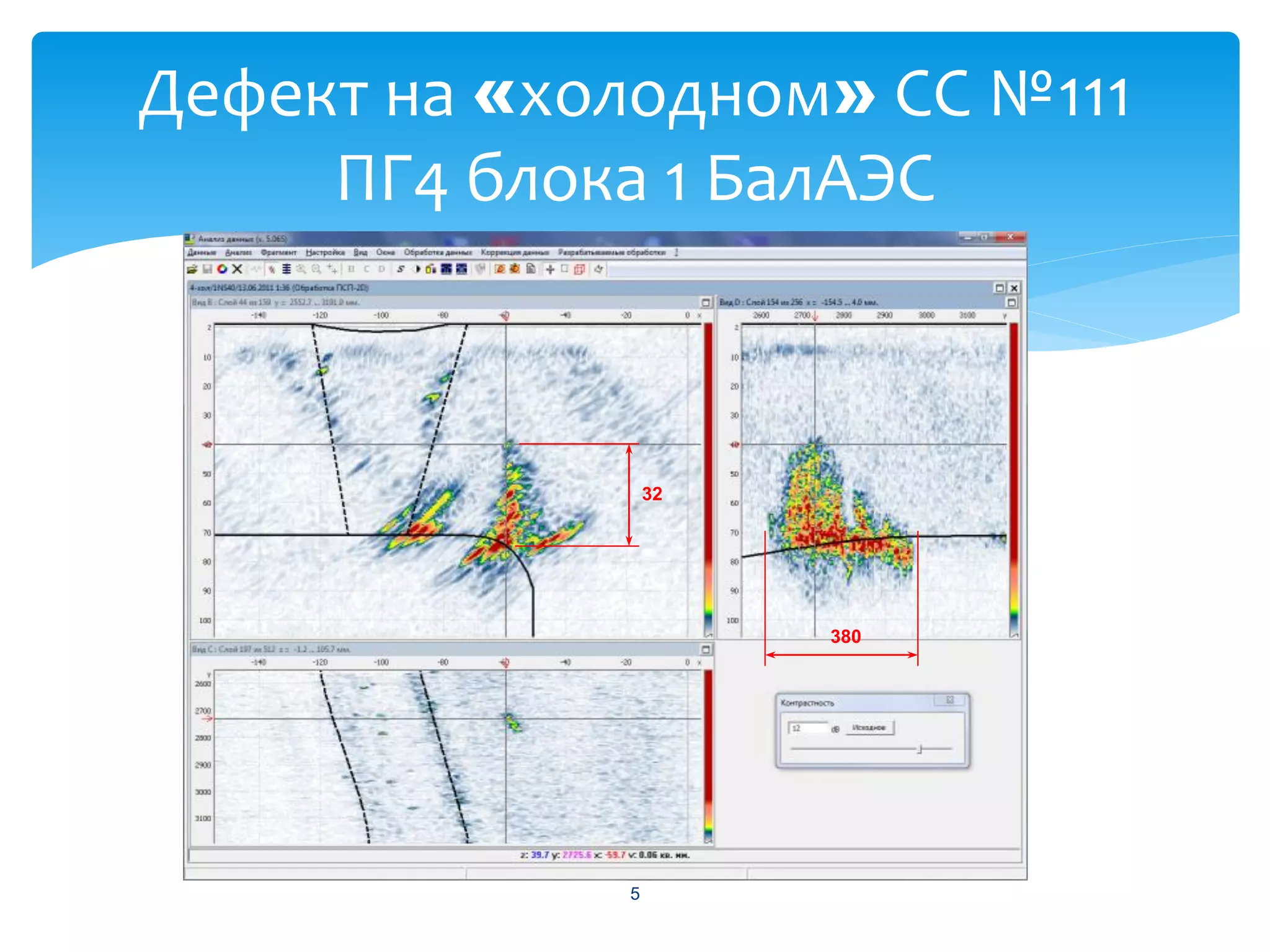
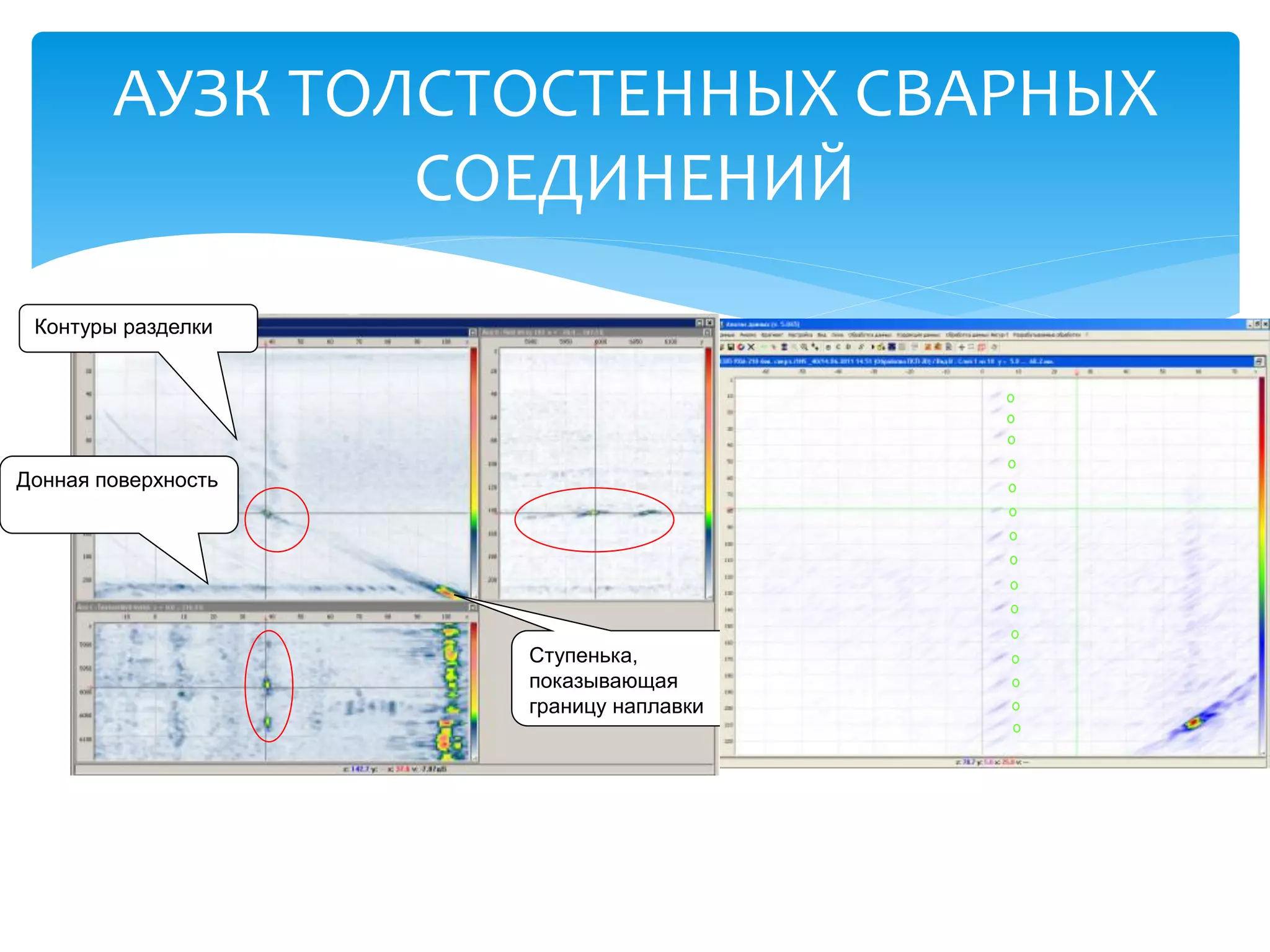
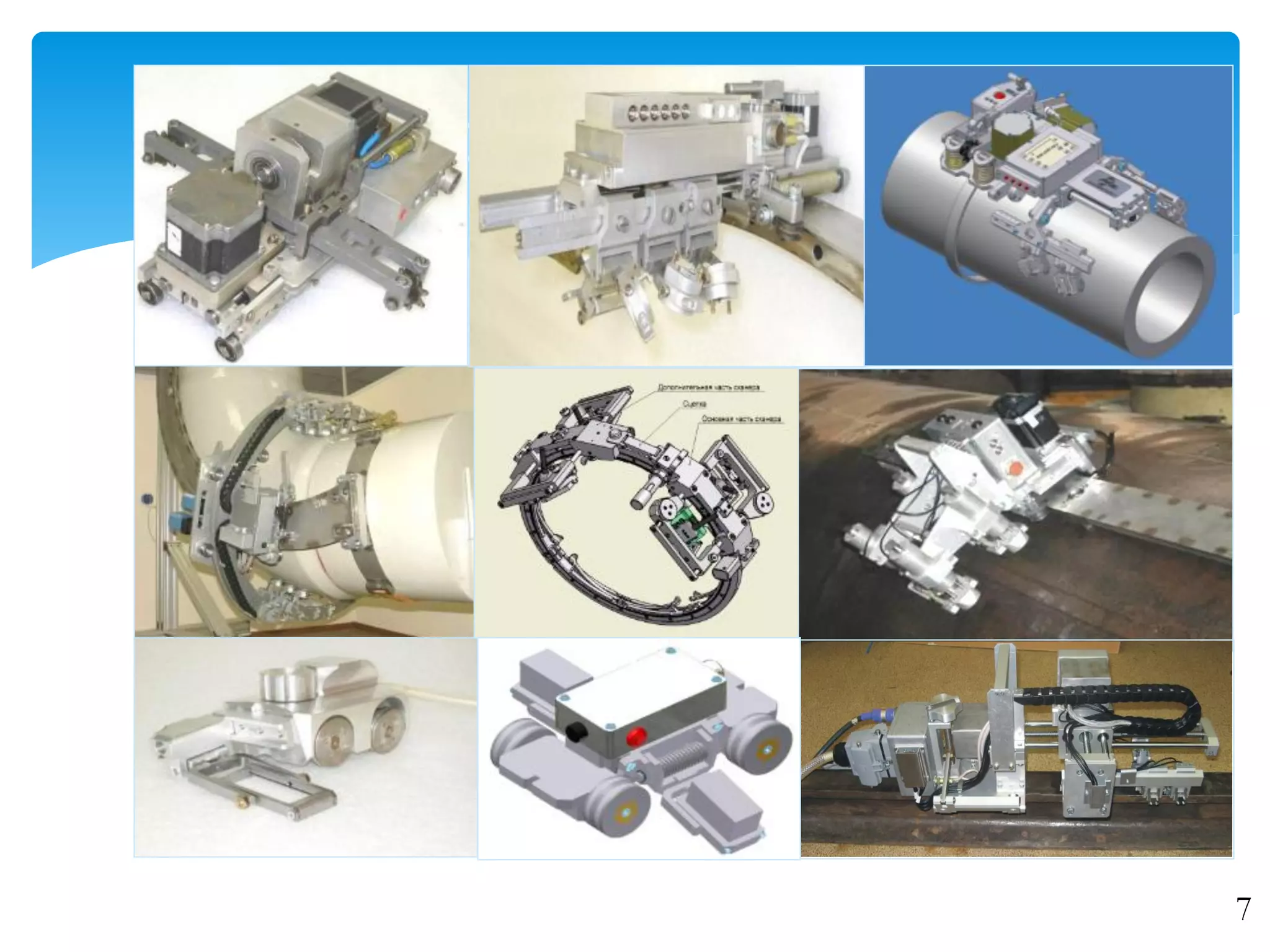
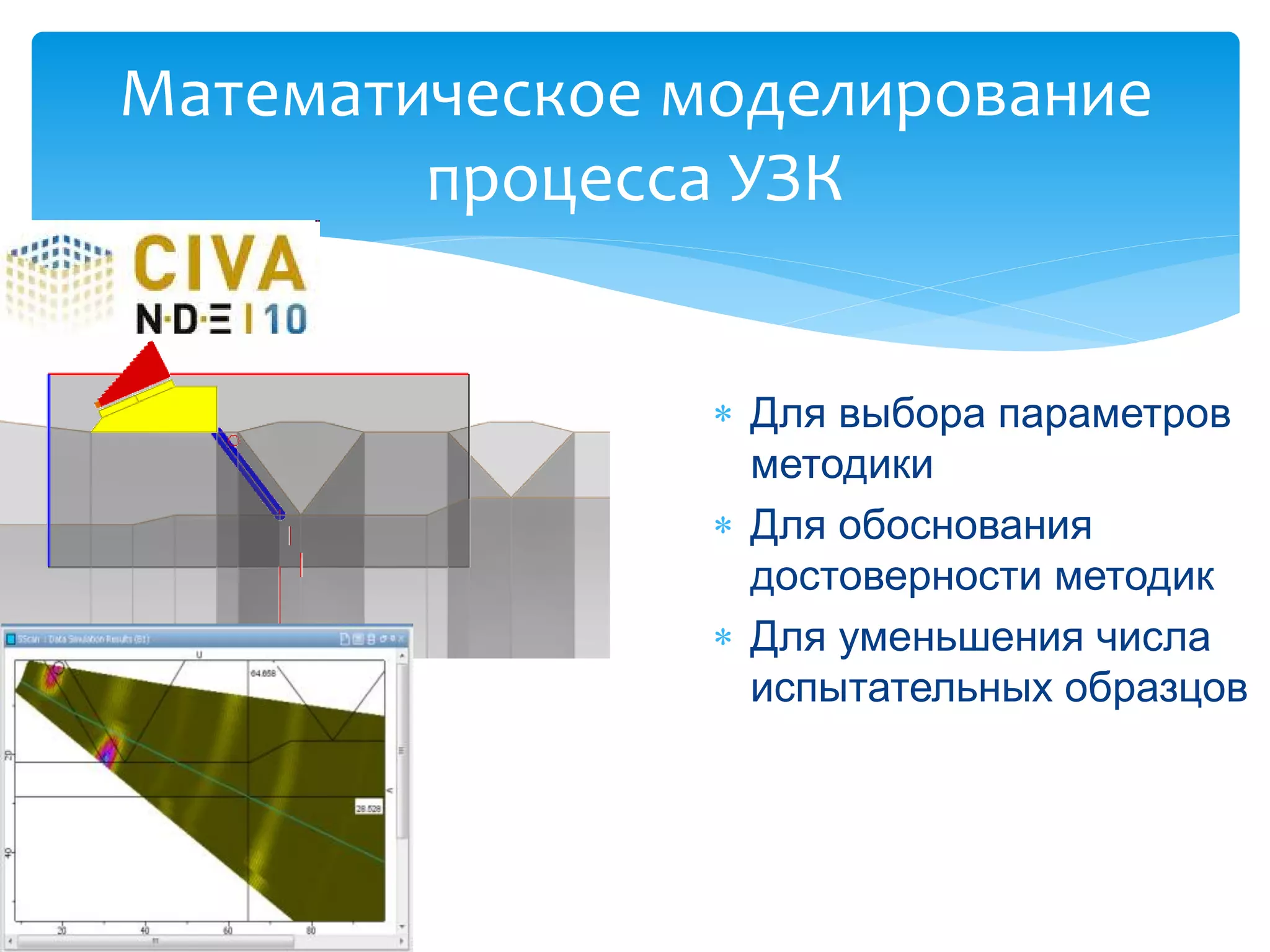
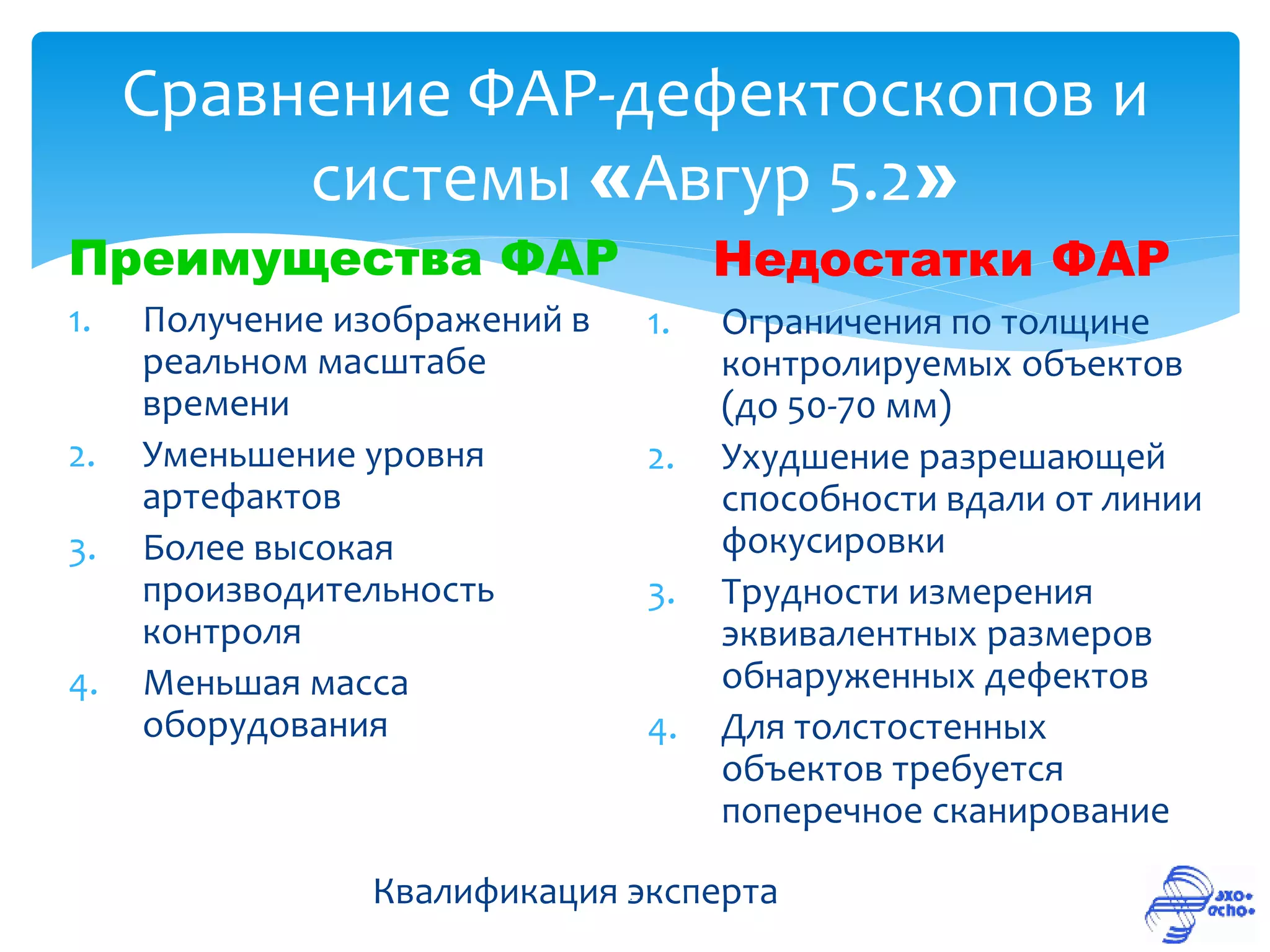
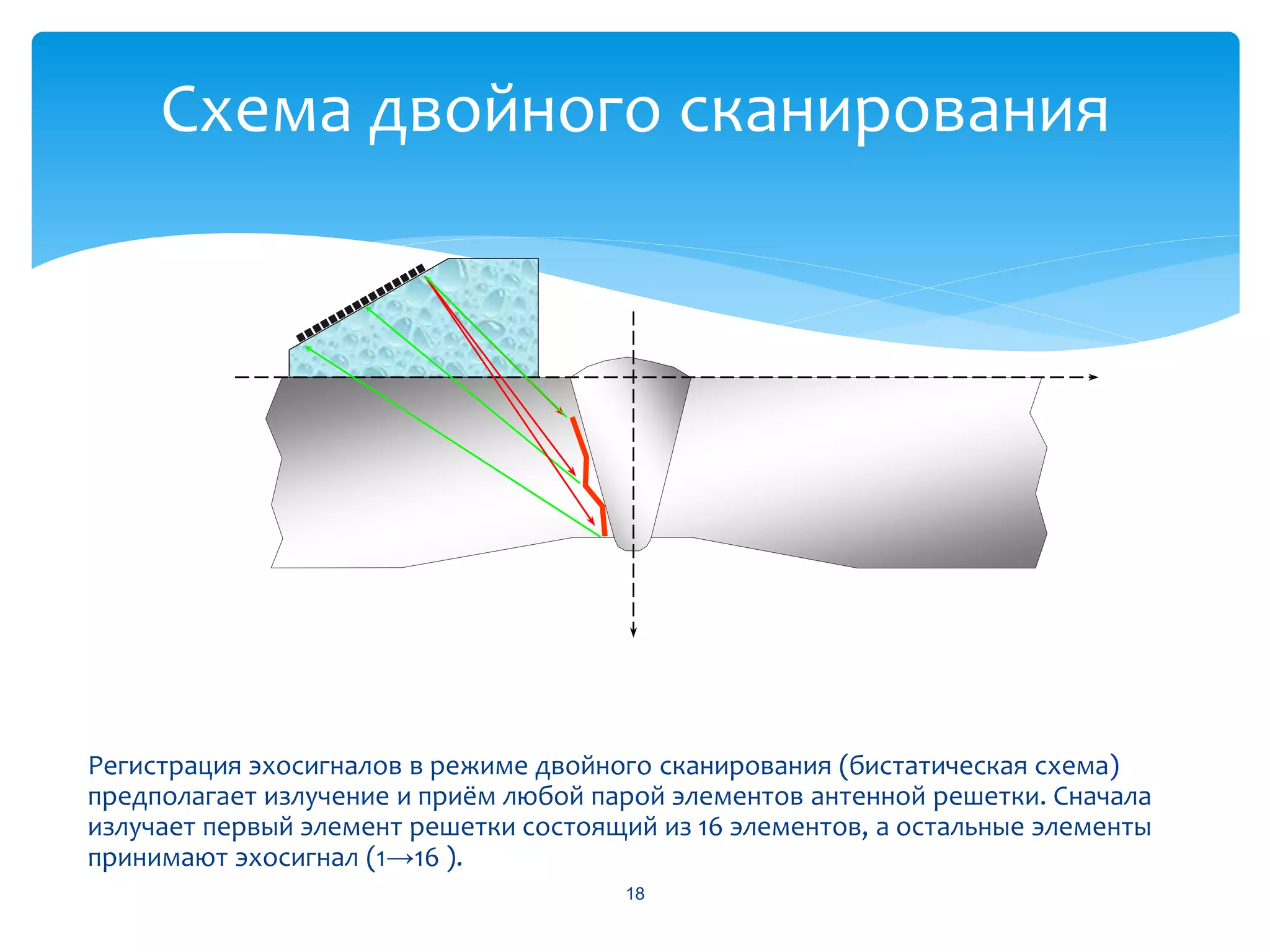
Документ описывает разработку систем автоматизированного ультразвукового контроля (АУЗК) для диагностики сварных соединений на атомных электростанциях с использованием антеннных решеток и алгоритмов 3D. Приведены результаты работы НПЦ "Эхо+" за 1996-2011 годы, включая разработку и внедрение новых технологий контроля, а также обсуждение производительности и недостатков существующих систем. Основное внимание уделено методам повышения достоверности контроля и профилактике аварийных ситуаций на АЭС.