Downloaded 131 times





This document discusses mixing and different types of mixers. It defines mixing as the random distribution or addition of materials, as opposed to agitation which refers to induced motion without distribution. Mixing can involve solids, liquids, or gases. The key types of mixing discussed are solid mixing, liquid mixing, and gas mixing. For solid mixing, different mixers are used depending on whether the solids are cohesive or non-cohesive. Common mixers mentioned include ribbon mixers, tumbling mixers, pony mixers, and beater mixers. The document also discusses how the degree of mixing is quantified using a mixing index.
Overview of mixing concepts, differences between agitation and mixing, types of materials involved.
Explains various mixing types, namely solid, liquid, and gas mixing, emphasizing differences in equipment needs.
Describes ribbon and tumbling mixers for non-cohesive solids, highlighting operation principles and efficiency.
Describes ribbon and tumbling mixers for non-cohesive solids, highlighting operation principles and efficiency.
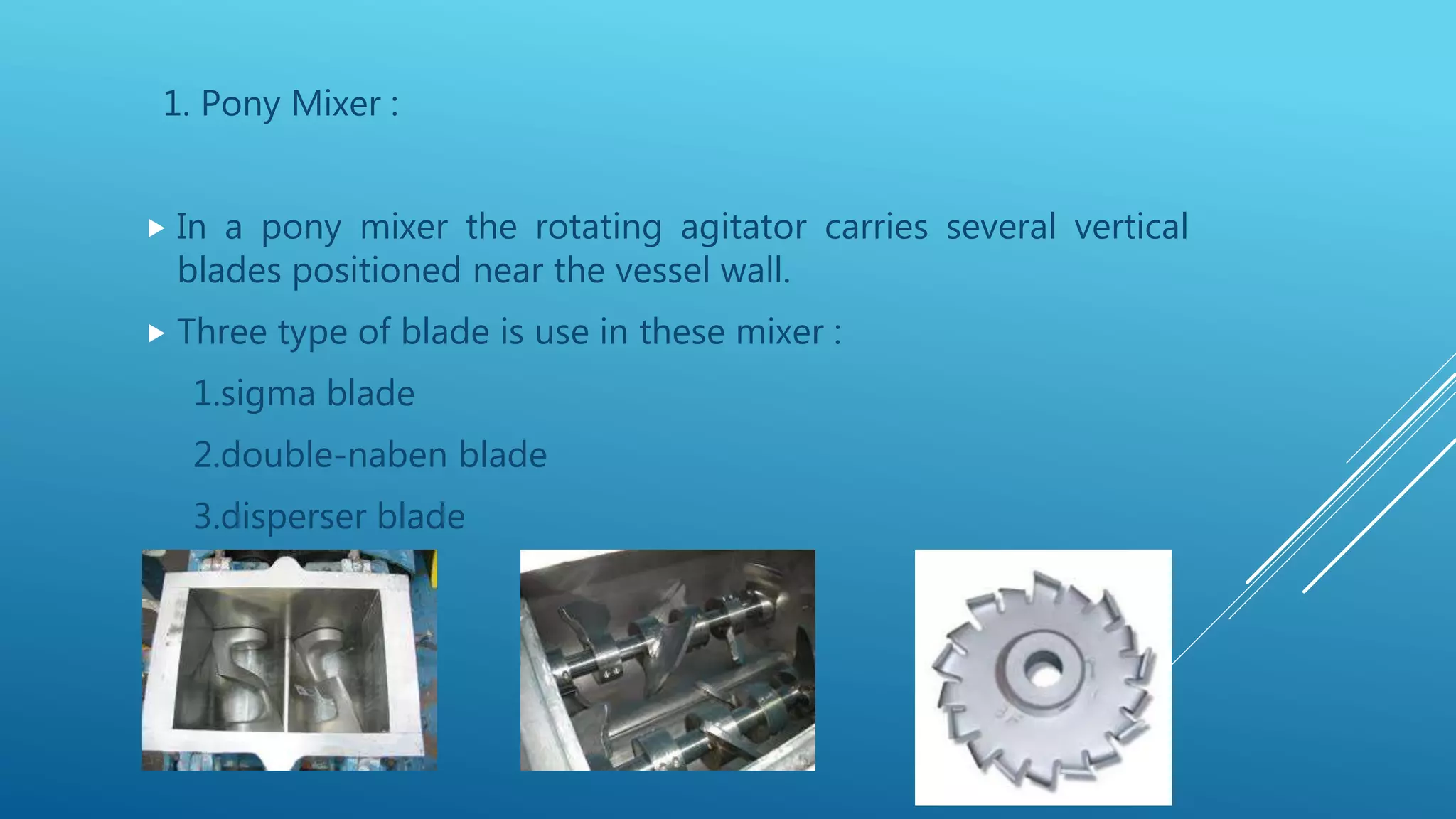
Focuses on pony and beater mixers for cohesive solids. Discusses blade types and their specific applications.
Details how beater mixers operate, including material handling and energy requirements for mixing processes.
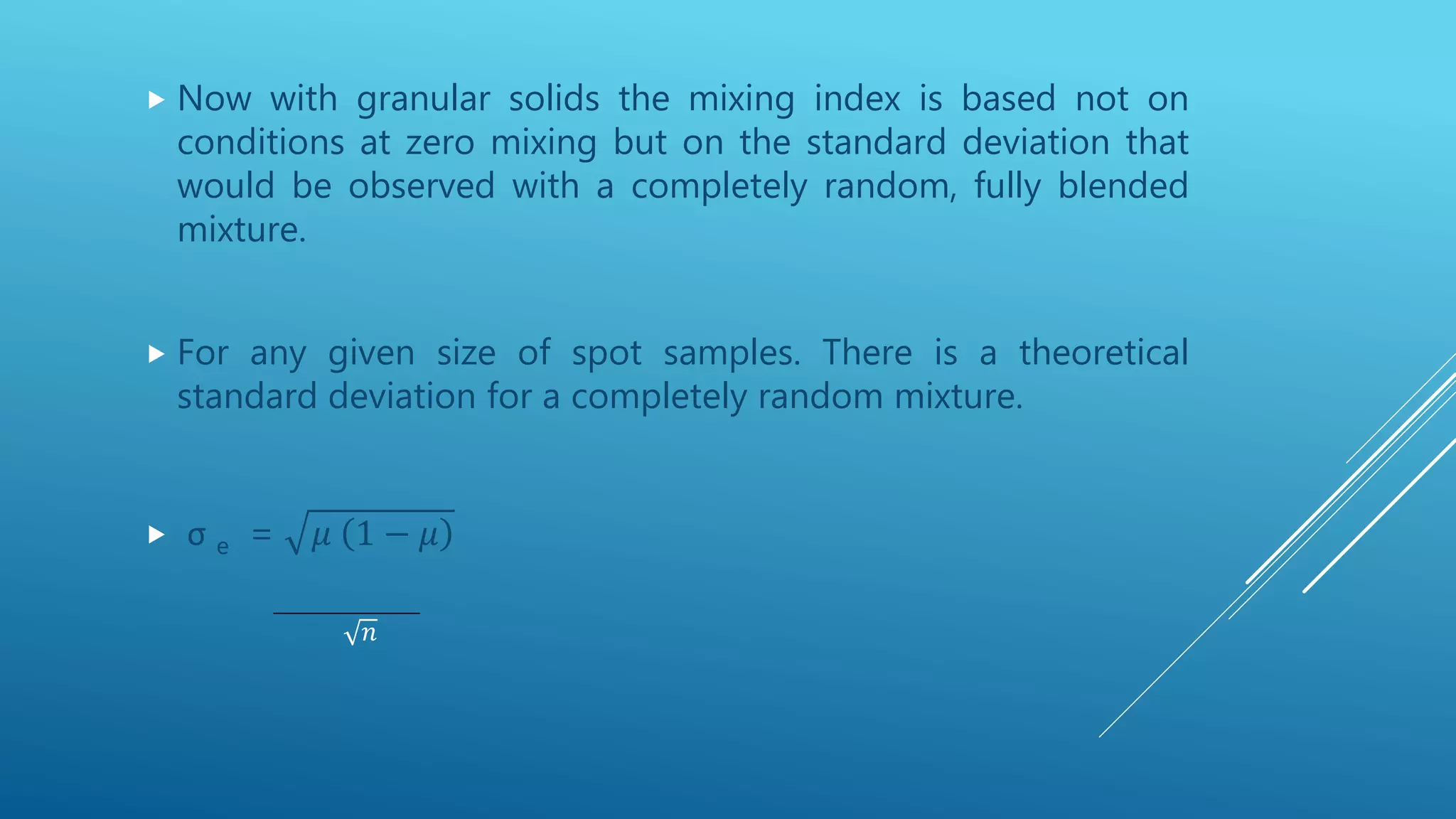
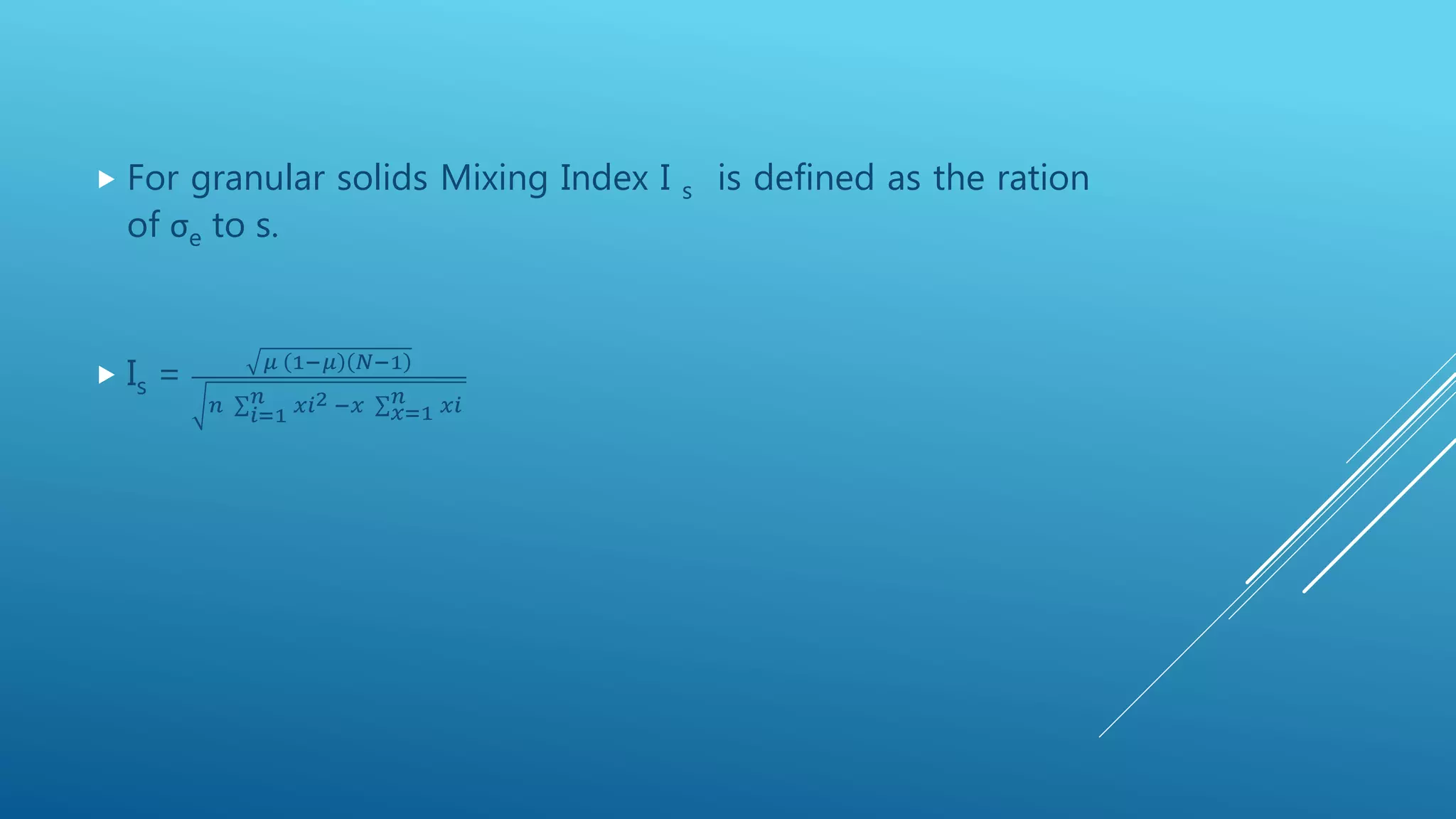
Introduction to measuring mixing efficiency through mixing index and standard deviation calculations.
Acknowledgment and thank you slide concluding the presentation.





























































![[Power Point] Mixing - Pharmaceutical Engineering](https://cdn.slidesharecdn.com/ss_thumbnails/forslideshare-151107043333-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)













































