Tài liệu mô tả hoạt động của nhiều hệ thống điều khiển tự động khác nhau, bao gồm hệ thống băng tải, trộn sơn, điều khiển đèn giao thông, và nhiều ứng dụng PLC khác. Mỗi bài tập có yêu cầu cụ thể về cách thức hoạt động, lập trình PLC, và đi dây phần cứng. Các hệ thống sử dụng sensor, motor, và các relay để thực hiện tự động hóa theo chu trình định sẵn.







![Khoa Điện-Điện Lạnh
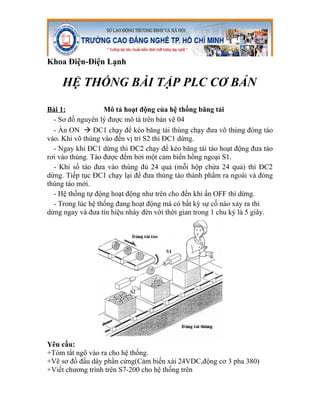
Tóm tắt In/Out cho hệ thống trên và vẽ sơ đồ kết nối
Lập trình theo yêu cầu trên dùng PLC 200
Bài 14: LẬP TRÌNH CHO HỆ THỐNG 3 ĐỘNG CƠ
Chế độ Auto:Nhấn Start 3 động cơ chạy luân phiên cách nhau 5s lặp lại 3
lần thì động cơ 2 chạy
Chế độ Manu:Nhấn Start 2 động cơ 1 và 2 chạy luân phiên cách nhau 5s
Tóm tắt In/Out cho hệ thống trên và vẽ sơ đồ kết nối
Lập trình theo yêu cầu trên dùng PLC 200
§1. ĐIỀU KHIỂN BĂNG CHUYỀN
I. Yêu cầu:
Viết chương trình điều khiển tay máy hai bậc tự do có chu trình làm
việc như hình vẽ:
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_i
mage005.jpg[/IMG]
1. Quy trình công nghệ:
Tại các vị trí A, B, C đều được gắn cảm biến hoặc công tắc hành trình
để xác định vị trí. Tay ngoằm vật có gắn công tắc hành trình để xác
định trạng thái kẹp và nhả cho tay máy.
2. Chu trình vận hành của tay máy:
Xuất phát từ A, tay máy xuống C lấy vật rồi đi về A, sang B, xuống D
nhả vật.
Sau khi nhả, tay máy quay về B, tới A và lặp lại chu trình như ban đầu.
§2.ĐIỀU KHIỂN ĐÈN GIAO THÔNG
I. Yêu cầu:
Viết chương trình điều khiển cho một cụm đèn giao thông ở ngã tư có
đồ hình như hình vẽ:
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_i
mage064.jpg[/IMG]
Tổng chu kì đèn 56s với thời gian được phân chia như sau:
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_i
mage066.jpg[/IMG]](https://image.slidesharecdn.com/76032675-he-thong-bai-tap-plc-co-ban-120323073239-phpapp02/85/he-thong-bai-tap-plc-co-ban-10-320.jpg)
![Khoa Điện-Điện Lạnh
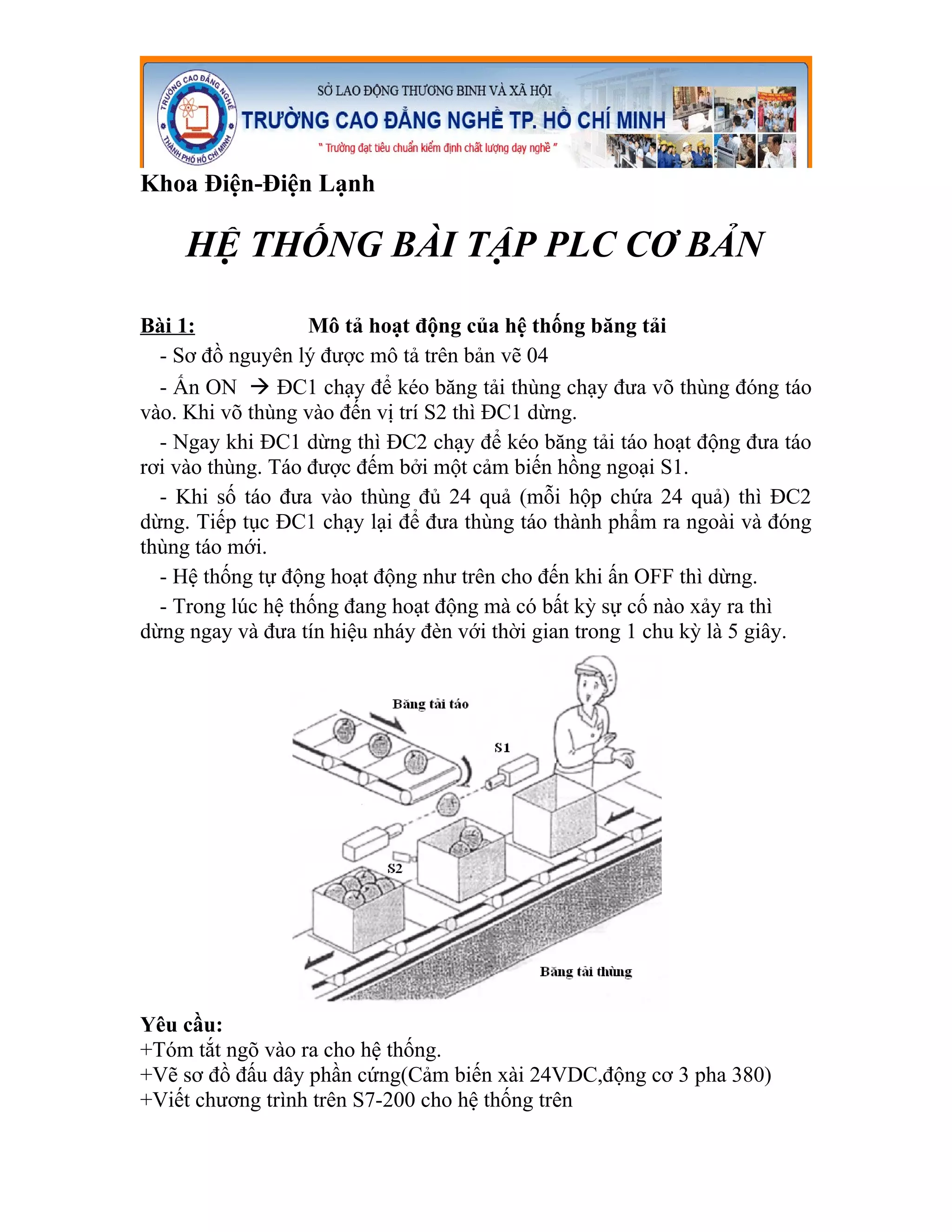
II. Giản đồ thời gian:
Nhận thấy các hướng A1 sang B2 với B1 sang A2; A1 sang D1 với B1
sang C2; C1 sang D1 với D1 sang C2; C1 sang A2 với D1 sang B2 có
cùng chung một chu kì đèn. Do đó ta có thể lập giản đồ thời gian như
sau:
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_i
mage068.jpg[/IMG]
Phân công địa chỉ vào/ ra:
I0.0
START
I0.1
STOP
Q0.0
XANH ĐÈN 1 THẲNG
Q0.1
VÀNG 1 ĐÈN THẲNG
Q0.2
ĐỎ ĐÈN 1 THẲNG
Q0.3
ĐỎ ĐÈN 1 RẼ
Q0.4
XANH ĐÈN 1 RẼ
Q0.5
VÀNG ĐÈN 2 THẲNG
Q0.6
XANH ĐÈN 2 THẲNG
Q0.7
ĐỎ ĐÈN 2 THẲNG
Q1.0
XANH ĐÈN 2 RẼ
Q1.1
ĐỎ ĐÈN 2 RẼ
III. Chương trình:
Dưới đây là chương trình điều khiển đèn giao thông kết hợp cả chế độ
tự xử. Thời điểm cho chế độ tự xử từ 22h đến 4h sáng (đèn vàng nhấp
nháy liên tục ở tất cả các luồng với chu kì 3s)](https://image.slidesharecdn.com/76032675-he-thong-bai-tap-plc-co-ban-120323073239-phpapp02/85/he-thong-bai-tap-plc-co-ban-11-320.jpg)
![Khoa Điện-Điện Lạnh
§3. ĐIỀU KHIỂN BẢNG CHỮ ĐIỆN TỬ
I. Yêu cầu:
Viết chương trình điều khiển cho bảng chữ điện tử:
TRƯỜNG
ĐẠI
HỌC
GIAO
THÔNG
VẬN
TẢI
Chu trình:
Sáng dần lên từ logo tới chữ TẢI, mỗi chữ sáng cách nhau 2s. Đến khi
sáng hết toàn bộ bảng chữ, tắt toàn bộ bảng chữ trong vòng 1s rồi
sáng ngược trở lại từ chữ TẢI về logo, mỗi chữ sáng cách nhau 3s. Khi
toàn bộ bảng chữ sáng hết toàn bộ bảng chữ nhấy nháy 2 lần sau đó
lập lại bảng chữ như ban đầu.
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_image079.gif
[/IMG]
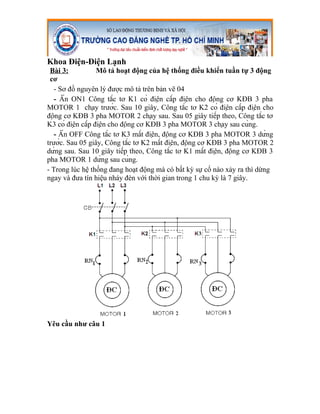
§4. BỘ KHUẤY NHIÊN LIỆU I. Yêu cầu:
[IMG]file:///C:/Users/ADMIN/AppData/Local/Temp/msohtmlclip1/01/clip_image095.jp
g[/IMG] Viết chương trình điều khiển cho bộ khuấy nhiên liệu có sơ đồ
như hình vẽ:
Biết rằng: + Mức L(Low) tương ứng với mức cạn trong bình.
+ Mức M(Middle) tương ứng với mức trung bình.
+ Mức H(High) tương ứng với mức cao trong bình.
Qui trình vận hành:
Khi cảm biến trong thùng báo ở mức L thì 2 đường nhiên liệu đều hoạt
động cấp nhiên liệu vào thùng .
Khi cảm biến trong thùng báo ở mức M thì dừng đường cấp 1, đường
cấp 2 vẫn tiếp tục hoạt động.
Khi cảm biến báo ở mức H thì dung nốt đường cấp liệu 2, đồng thời](https://image.slidesharecdn.com/76032675-he-thong-bai-tap-plc-co-ban-120323073239-phpapp02/85/he-thong-bai-tap-plc-co-ban-12-320.jpg)




























































