1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 7145
(13) U
(46) 2011.04.30
(51) МПК (2009)
G 01B 7/02
B 61D 5/00
B 65D 88/00
(54) СТЕНД ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ОКРУЖНОСТИ ДНИЩ
КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
(21) Номер заявки: u 20100522
(22) 2010.06.04
(71) Заявитель: Общество с ограниченной
ответственностью "Научно-производ-
ственная фирма "Техвагонмаш" (UA)
(72) Авторы: Моторин Артур Николаевич;
Малюсейко Виктор Миронович; Вьюн-
ник Николай Васильевич (UA)
(73) Патентообладатель: Общество с огра-
ниченной ответственностью "Научно-
производственная фирма "Техвагонмаш"
(UA)
(57)
1. Стенд для измерения длины окружности днищ крупногабаритных цилиндрических
изделий, содержащий основание, приводной механизм для вращения изделий, измери-
тельное устройство с мерным роликом, соединенное с блоком обработки результатов из-
мерения, отличающийся тем, что он содержит платформу с установочными элементами
для базирования и фиксирования упомянутых изделий, закрепленную на основании с воз-
можностью вращения относительно него посредством приводного механизма, установоч-
ные элементы закреплены на платформе с возможностью возвратно-поступательного
перемещения относительно нее в радиальном направлении, а измерительное устройство
выполнено с возможностью возвратно-поступательного перемещения относительно плат-
формы в радиальном направлении и содержит обкатной ролик и соединенный с мерным
роликом преобразователь его вращательного движения в цифровые импульсы, при этом
стенд содержит систему управления, связанную с приводным механизмом, преобразова-
телем вращательного движения мерного ролика в цифровые импульсы и блоком обработ-
ки результатов измерения и выполненную с возможностью автоматического измерения
упомянутых изделий заданного типоразмерного ряда и сохранения информации об изме-
рениях.
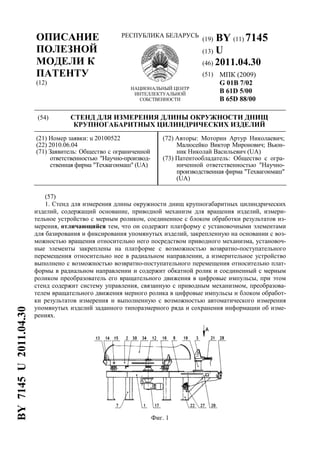
Фиг. 1
BY7145U2011.04.30
2. BY 7145 U 2011.04.30
2
2. Стенд по п. 1, отличающийся тем, что преобразователь вращательного движения
мерного ролика в цифровые импульсы выполнен в виде энкодера.
3. Стенд по п. 1 или 2, отличающийся тем, что система управления содержит шкаф
управления с пусковой аппаратурой, сенсорной панелью оператора, управляющим кон-
троллером, органами защиты, управления и сигнализации.
(56)
1. Патент RU 2054624, МПК G 01B 21/00, 1996.
2. Патент UA 21402A, МПК G 01B 7/12, 1997.
Полезная модель относится к автоматизированным средствам измерения длины
окружности днищ крупногабаритных цилиндрических изделий при их вращении относи-
тельно своей оси, преимущественно для измерения длины окружности днищ котлов с це-
лью их селекции при изготовлении железнодорожных цистерн, и может быть
использована на вагоностроительных и вагоноремонтных предприятиях при изготовле-
нии, модернизации и капитальном ремонте различных типов железнодорожных цистерн, а
также на машиностроительных предприятиях, выпускающих цилиндрические контейне-
ры, резервуары и газгольдеры больших диаметров.
В производственных условиях измерение длины окружности днищ крупногабаритных
цилиндрических изделий, изготавливаемых из листового проката способами штамповки,
вальцевания или отбортовки, осуществляется контактными или бесконтактными сред-
ствами. Бесконтактные средства измерений обладают достаточно высокой точностью, од-
нако имеют сложную конструкцию, сравнительно большие габаритные размеры и
повышенную чувствительность к помехам [1]. Контактные средства измерений лишены
большинства из указанных недостатков, обладают меньшей погрешностью при измерении
и менее дорогостоящие при изготовлении и эксплуатации.
Известен стенд для измерения длины окружности крупногабаритных цилиндрических
изделий [2], содержащий основание, приводной механизм для вращения упомянутых из-
делий, измерительное устройство и блок обработки результатов измерения. Основание
предназначено для центрирования крупногабаритных цилиндрических изделий при их
вращении и выполнено неподвижным. Приводной механизм выполнен в виде приводного
вала редуктора станка. Измерительное устройство содержит мерный ролик и преобразова-
тель частоты вращения измеряемого изделия, который включает диск контроля частоты
вращения измеряемого изделия, два источника света, два фотоприемника, формирователи
прямоугольных и синусоидальных импульсов, временной селектор, управляемый генера-
тор квантующих импульсов, частотный детектор, двоичный счетчик, схему индикации и
цифровое отсчетное устройство. Мерный ролик выполнен с насечками по периметру для
исключения проскальзывания по поверхности изделий при их вращении и содержит от-
верстия, расположенные по его окружности с одинаковым шагом друг относительно друга.
Аналогичные отверстия выполнены на диске контроля частоты вращения, закрепленном
вместе с измеряемым изделием на приводном валу редуктора станка. Источники света и
фотоприемники расположены попарно по обе стороны от мерного ролика и от диска кон-
троля частоты вращения. Блок обработки результатов измерения предназначен для обра-
ботки значений двоичных кодов, образуемых на выходе двоичного счетчика, путем
сравнения полученных значений текущего диаметра измеряемого изделия с заданными
параметрами его изготовления и выполнен в виде микро-ЭВМ. Преобразователь частоты
вращения измеряемого изделия и блок обработки их результатов соединены между собой
посредством схемы управления. Определение длины окружности крупногабаритных ци-
линдрических изделий осуществляется в микро-ЭВМ путем их вычисления по зависимо-
3. BY 7145 U 2011.04.30
3
сти между диаметром мерного ролика, частотой его вращения, частотой вращения измеряе-
мого изделия и коэффициентом, учитывающим скольжение мерного ролика по изделию.
Недостатками известной конструкции стенда являются:
ограниченные технологические возможности, обусловленные конструктивным испол-
нением основания и измерительного устройства, которые не позволяют осуществлять из-
мерение длины окружности днищ крупногабаритных цилиндрических изделий различных
типов, в частности днищ котлов;
недостаточная точность результатов измерения, обусловленная повышенной чувстви-
тельностью измерительного устройства к качеству поверхности изделия и к условиям его
эксплуатации, в частности к запыленности и вибрации, влияющим на фотометрические
характеристики средств измерения;
сравнительно высокие трудоемкость и продолжительность операций, обусловленные
как сложностью переналадки стенда при измерении цилиндрических изделий с разной
длиной окружности, так и отсутствием в блоке обработки результатов измерения средств
для автоматического сохранения информации о выполненных измерениях, что вызывает
необходимость в организации их дополнительного учета.
В основу полезной модели поставлена задача создания такого стенда для измерения
длины окружности днищ крупногабаритных цилиндрических изделий, в котором за счет
иного конструктивного исполнения основания с платформой и измерительного устрой-
ства, иной их взаимосвязи между собой, а также введения системы управления, выпол-
ненной с возможностью автоматического измерения упомянутых изделий заданного
типоразмерного ряда и сохранения информации об измерениях, обеспечивается расшире-
ние технологических возможностей стенда, позволяющее выполнять измерение различ-
ных типов упомянутых изделий при одновременном повышении точности измерений и
снижении трудоемкости и продолжительности этих операций.
Поставленная задача решается тем, что стенд для измерения длины окружности днищ
крупногабаритных цилиндрических изделий, содержащий основание, приводной меха-
низм для вращения изделий, измерительное устройство с мерным роликом, соединенное с
блоком обработки результатов измерения, согласно полезной модели, он содержит плат-
форму с установочными элементами для базирования и фиксирования упомянутых изделий,
закрепленную на основании с возможностью вращения относительно него посредством
приводного механизма, установочные элементы закреплены на платформе с возможно-
стью возвратно-поступательного перемещения относительно нее в радиальном направле-
нии, а измерительное устройство выполнено с возможностью возвратно-поступательного
перемещения относительно платформы в радиальном направлении и содержит обкатной
ролик и соединенный с мерным роликом преобразователь его вращательного движения в
цифровые импульсы, при этом стенд содержит систему управления, связанную с привод-
ным механизмом, преобразователем вращательного движения мерного ролика в цифровые
импульсы и блоком обработки результатов измерения и выполненную с возможностью
автоматического измерения упомянутых изделий заданного типоразмерного ряда и сохра-
нения информации об измерениях.
Для повышения точности измерений преобразователь вращательного движения мер-
ного ролика в цифровые импульсы выполнен в виде энкодера.
Для снижения трудоемкости и продолжительности выполняемых операций в целом
система управления содержит шкаф управления с пусковой аппаратурой, сенсорной панелью
оператора, управляющим контроллером и органами защиты, управления и сигнализации.
Совокупность общих и отличительных существенных признаков заявляемой полезной
модели позволяет реализовать в конструкции стенда для измерения длины окружности
днищ крупногабаритных цилиндрических изделий более широкие технологические воз-
можности, позволяющее выполнять измерение цилиндрических изделий заданного типо-
размерного ряда, в т.ч. днищ котлов, при одновременном повышении точности измерений
4. BY 7145 U 2011.04.30
4
и снижении трудоемкости и продолжительности этих операций. За счет выполнения
платформы с установочными элементами для базирования и закрепления упомянутых из-
делий, закрепленной на неподвижном основании с возможностью вращения относительно
него посредством приводного механизма, а также конструктивного исполнения устано-
вочных элементов обеспечивается возможность базирования и фиксирования на стенде
различных типов крупногабаритных цилиндрических изделий и существенное снижение
трудоемкости и продолжительности подготовительно-заключительных операций. Выполне-
ние измерительного устройства с возможностью возвратно-поступательного перемещения
относительно платформы также позволяет уменьшить трудоемкость и продолжительность
этих операций. Выполнение измерительного устройства с обкатным роликом и соединен-
ным с мерным роликом преобразователем его вращательного движения в цифровые им-
пульсы, выполненным в виде энкодера, в значительной степени снижает зависимость от
качества поверхности изделия и от условий эксплуатации и повышает точность измерений.
Выполнение системы управления, связанной с приводным механизмом, преобразователем
числа оборотов мерного ролика в цифровые импульсы и блоком обработки результатов
измерения и выполненной с возможностью автоматического измерения крупногабарит-
ных цилиндрических изделий заданного типоразмерного ряда и сохранения информации
об измерениях, позволяет автоматизировать операции измерения и за счет этого умень-
шить их трудоемкость и продолжительность.
Конструкция заявляемого стенда поясняется на примере его исполнения, предназначен-
ного для измерения длины окружности днищ котлов железнодорожных цистерн, разрабо-
танном ООО "Научно-производственная фирма "Техвагонмаш", г. Кременчуг, Украина.
Сущность полезной модели поясняется представленными фигурами чертежей, где на
фиг. 1 показан общий вид стенда, вид сбоку; на фиг. 2 - вид сверху; на фиг. 3 - вид A на
фиг. 1 (измерительное устройство); на фиг. 4 - принципиальная схема системы управления.
Стенд содержит основание 1, платформу 2, измерительное устройство 3 и шкаф
управления 4. Основание 1 предназначено для крепления составных частей стенда и вы-
полнено в виде жесткой сварной металлоконструкции, состоящей из кольцеобразной рамы
5 с внешним и внутренним периметрами шестиугольной формы, двух поперечных балок
6, жестко закрепленных на некотором расстоянии друг от друга между двух противопо-
ложных сторон рамы 5, и шести вертикальных опор 7, закрепленных в ее вершинах. Верх-
няя поверхность рамы 5 выполнена с кольцевой площадкой 8 для опирания платформы 2.
Платформа 2 предназначена для базирования, закрепления и вращения днищ котлов и
выполнена в виде планшайбы, состоящей из ступицы 9 и жестко соединенных с ней трех
балок 10, расположенных радиально под углом 120° друг относительно друга. Балки 10
соединены между собой косынкой 11 треугольной формы. Ступица 9 закреплена на валу 12,
который на подшипниках качения (не показаны) смонтирован между поперечными балка-
ми 6 на основании 1. Внутри торцевых частей балок 10 размещены выдвижные базирую-
щие упоры 13, выполненные с ловителями 14. Базирующие упоры 13 зафиксированы в
балках 10 посредством пальцев 15 в зависимости от диаметров измеряемых днищ котлов.
Для уменьшения нагрузки на вал 12 и балки 10 на нижних поверхностях последних смон-
тированы колеса 16, выполненные с возможностью опирания на кольцевую площадку 8
основания 1. Нижняя часть вала 12 соединена с мотор-редуктором 17, закрепленным под
поперечными балками 6.
Измерительное устройство 3 предназначено для размещения мерительного инстру-
мента и его перемещения из исходного положения в рабочее и обратно. Измерительное
устройство 3 состоит из корпуса 18, который посредством стойки 19 закреплен на столе
20, и пневмоцилиндра 21. Стол 20 жестко соединен с неподвижным основанием 1 и со-
держит вертикальную опору 22. В корпусе 18 смонтированы направляющие 23 для раз-
мещения штока пневмоцилиндра 21, а также средства измерения, состоящие из обкатного
ролика 24 и мерного ролика с преобразователем числа его оборотов в цифровые сигналы,
5. BY 7145 U 2011.04.30
5
выполненного в виде энкодера 25, закрепленных на кронштейне 26, соединенном со што-
ком пневмоцилиндра 21. Стойка 19 зафиксирована на столе 20 посредством болтового со-
единения (не обозначено) с возможностью ее перемещения в зависимости от диаметров
измеряемых днищ котлов. На вертикальной опоре 22 закреплен блок подготовки воздуха 27,
предназначенный для стабилизации давления в пневматической системе пневмоцилиндра 21,
а в торцевой части стола 20 расположен пневматический кран 28, предназначенный для
реверсного переключения пневмоцилиндра 21.
Наладка стенда на измерение днищ котлов заданного типоразмерного ряда осуществ-
ляется путем перемещения в торцевых частях балок 10 выдвижных базирующих упоров 13
с ловителями 14 на расстояние, соответствующее измеряемому диаметру изделия, и фик-
сирования их в этом положении посредством пальцев 15, и/или перемещения стойки 19 на
столе 20 и фиксирования ее посредством болтового соединения. Начало и окончание из-
мерения, а также остановка платформы 2 в конечном положении осуществляется при вза-
имодействии датчика 29, закрепленного на одной из поперечных балок 6, с упором-
флажком 30, закрепленным на одной из балок 10.
Управление стендом осуществляется посредством системы управления, которая со-
держит (фиг. 4) шкаф управления 4, мотор-редуктор 17, датчик 29 и энкодер 25. Шкаф
управления 4 смонтирован на стойке (не показана), соединенной со столом 20, и содержит
пусковую аппаратуру 31 со светосигнальными лампами, сенсорную панель оператора 32,
управляющий контроллер 33, органы защиты и сигнализации (не показаны). Система управ-
ления подключена к трехфазной сети электропитания напряжением 380В и частотою 50 Гц.
Система управления обеспечивает:
включение электрических силовых цепей стенда;
настройку системы управления на измерение длины окружности заданного типораз-
мера днища цистерны;
автоматическое управление операциями измерения и обработки результатов измерения;
сохранение результатов измерения;
сигнализацию об аварийном режиме;
защитную блокировку электрической цепи от короткого замыкания.
В стартовом меню на сенсорной панели 32 имеются следующие опции: "Результат из-
мерения", "Пуск" - пуск цикла измерения, "Стоп" - стоп цикла измерения, "Вперед" - вра-
щение платформы с изделием вперед, "Назад" - вращение платформы с изделием в
противоположную сторону, "Журнал" - просмотр журнала измерений и "Сервис" - пере-
ход в сервисное меню. Меню "Журнал" выполнено с возможностью просмотра результа-
тов измерений, начиная с первой или последней записей, сброса всех записей об
измерениях и возвращения в стартовое меню. В меню "Сервис" выполняются опции по
регулированию контрастности и калибровке экрана, а также введению поправок к резуль-
татам измерений.
Работа стенда осуществляется следующим образом. В исходном положении платфор-
мы 2 упор-флажок 30 расположен со смещением на некоторый угол относительно датчика 29,
что позволяет устранить влияние зазоров в приводном механизме и за счет этого повысить
точность измерения. Днище котла 34 посредством крана (не показан) укладывают выпук-
лой частью вверх на ловители 14 базирующих упоров 13. При этом ловители 14 находятся
внутри днища. Пневматическим краном 28 включают пневмоцилиндр 21 и перемещают об-
катной ролик 24 и мерный ролик с энкодером 25 до соприкосновения последнего с кромкой
днища котла 34, при этом энкодер 25 автоматически устанавливается в рабочее положе-
ние. Оператор включает пусковую аппаратуру 31 и дальнейшее управление стендом осу-
ществляет с сенсорной панели 32. После нажатия на кнопку "Пуск" начинается авто-
матический цикл измерения длины окружности изделия: включается мотор-редуктор 17 и
платформа 2 с закрепленным на ней днищем котла 34 начинает вращение относительно
вертикальной оси неподвижного основания 1. Одновременно за счет фрикционной связи
6. BY 7145 U 2011.04.30
6
вращаются обкатной ролик 24 и мерный ролик с энкодером 25. При этом обкатной ро-
лик 24 движется впереди мерного ролика с энкодером 25, выполняя "подготовку" кон-
тактной поверхности изделия, что позволяет снизить влияние ее "шероховатостей" на
точность измерений. Начало и окончание полного оборота днища котла 34 фиксирует дат-
чик 29 после его взаимодействия с упором-флажком 30. После завершения оборота по
сигналу датчика 29 энкодер отключается и полученный результат измерения автоматиче-
ски фиксируется в опции "Результат измерения". Платформа 2 останавливается через за-
данный небольшой промежуток времени. В стартовом меню на сенсорной панели 32
высвечивается запрос о сохранении результата измерения в "Журнале", при этом появля-
ются следующие опции: "Результат измерения", "Сохранить результат измерения - да,
нет", "Сервис", "Журнал". Нажатием на кнопку "Журнал" осуществляют переход в меню
журнала измерений, в котором регистрируются дата и время измерения, количество запи-
сей в журнале, порядковый номер измерения и полученный результат измерения. После
сохранения результатов измерения пневматическим краном 28 включают реверсный ре-
жим пневмоцилиндра 21 и перемещают обкатной ролик 24 с мерным роликом и энкоде-
ром 25 в исходное положение. Днище котла 34 посредством крана снимают с платформы 2
и вручную маркером наносят результат измерения на него.
Последовательность и содержание операций измерения длины окружности следующего
днища котла аналогичны рассмотренному выше примеру. При этом в начале каждого ново-
го цикла измерения при взаимодействии упора-флажка 30 с датчиком 29 в стартовом меню
автоматически сбрасывается результат предыдущего измерения и начинается новый отсчет.
При аварийной ситуации на сенсорной панели 32 автоматически высвечивается аварий-
ный экран. Оператор нажимает на кнопку-грибок (не показана) пусковой аппаратуры 31,
после чего отключается питание цепей управления. Остановка цикла измерения выполня-
ется нажатием на кнопку "Стоп" в стартовом меню на сенсорной панели 32. После устра-
нения аварийной ситуации оператор выполняет сброс этой ситуации на аварийном экране.
Конструкция заявляемого стенда разработана и апробирована на производственной
базе ООО "Научно-производственная фирма "Техвагонмаш". Результаты апробирования
подтвердили работоспособность стенда и получение ожидаемых технических результатов.
В частности, конструкция стенда позволяет выполнять измерение длины окружности
днищ котлов с диаметрами 2400, 3000 и 3200 мм и массой до 2000 кг для их селекции и
последующей сборки и сварки котлов железнодорожных цистерн
Фиг. 2
7. BY 7145 U 2011.04.30
7
Фиг. 3
Фиг. 4
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 7145 U 2011.04.30
2
2. Стенд по п. 1, отличающийся тем, что преобразователь вращательного движения
мерного ролика в цифровые импульсы выполнен в виде энкодера.
3. Стенд по п. 1 или 2, отличающийся тем, что система управления содержит шкаф
управления с пусковой аппаратурой, сенсорной панелью оператора, управляющим кон-
троллером, органами защиты, управления и сигнализации.
(56)
1. Патент RU 2054624, МПК G 01B 21/00, 1996.
2. Патент UA 21402A, МПК G 01B 7/12, 1997.
Полезная модель относится к автоматизированным средствам измерения длины
окружности днищ крупногабаритных цилиндрических изделий при их вращении относи-
тельно своей оси, преимущественно для измерения длины окружности днищ котлов с це-
лью их селекции при изготовлении железнодорожных цистерн, и может быть
использована на вагоностроительных и вагоноремонтных предприятиях при изготовле-
нии, модернизации и капитальном ремонте различных типов железнодорожных цистерн, а
также на машиностроительных предприятиях, выпускающих цилиндрические контейне-
ры, резервуары и газгольдеры больших диаметров.
В производственных условиях измерение длины окружности днищ крупногабаритных
цилиндрических изделий, изготавливаемых из листового проката способами штамповки,
вальцевания или отбортовки, осуществляется контактными или бесконтактными сред-
ствами. Бесконтактные средства измерений обладают достаточно высокой точностью, од-
нако имеют сложную конструкцию, сравнительно большие габаритные размеры и
повышенную чувствительность к помехам [1]. Контактные средства измерений лишены
большинства из указанных недостатков, обладают меньшей погрешностью при измерении
и менее дорогостоящие при изготовлении и эксплуатации.
Известен стенд для измерения длины окружности крупногабаритных цилиндрических
изделий [2], содержащий основание, приводной механизм для вращения упомянутых из-
делий, измерительное устройство и блок обработки результатов измерения. Основание
предназначено для центрирования крупногабаритных цилиндрических изделий при их
вращении и выполнено неподвижным. Приводной механизм выполнен в виде приводного
вала редуктора станка. Измерительное устройство содержит мерный ролик и преобразова-
тель частоты вращения измеряемого изделия, который включает диск контроля частоты
вращения измеряемого изделия, два источника света, два фотоприемника, формирователи
прямоугольных и синусоидальных импульсов, временной селектор, управляемый генера-
тор квантующих импульсов, частотный детектор, двоичный счетчик, схему индикации и
цифровое отсчетное устройство. Мерный ролик выполнен с насечками по периметру для
исключения проскальзывания по поверхности изделий при их вращении и содержит от-
верстия, расположенные по его окружности с одинаковым шагом друг относительно друга.
Аналогичные отверстия выполнены на диске контроля частоты вращения, закрепленном
вместе с измеряемым изделием на приводном валу редуктора станка. Источники света и
фотоприемники расположены попарно по обе стороны от мерного ролика и от диска кон-
троля частоты вращения. Блок обработки результатов измерения предназначен для обра-
ботки значений двоичных кодов, образуемых на выходе двоичного счетчика, путем
сравнения полученных значений текущего диаметра измеряемого изделия с заданными
параметрами его изготовления и выполнен в виде микро-ЭВМ. Преобразователь частоты
вращения измеряемого изделия и блок обработки их результатов соединены между собой
посредством схемы управления. Определение длины окружности крупногабаритных ци-
линдрических изделий осуществляется в микро-ЭВМ путем их вычисления по зависимо-](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)