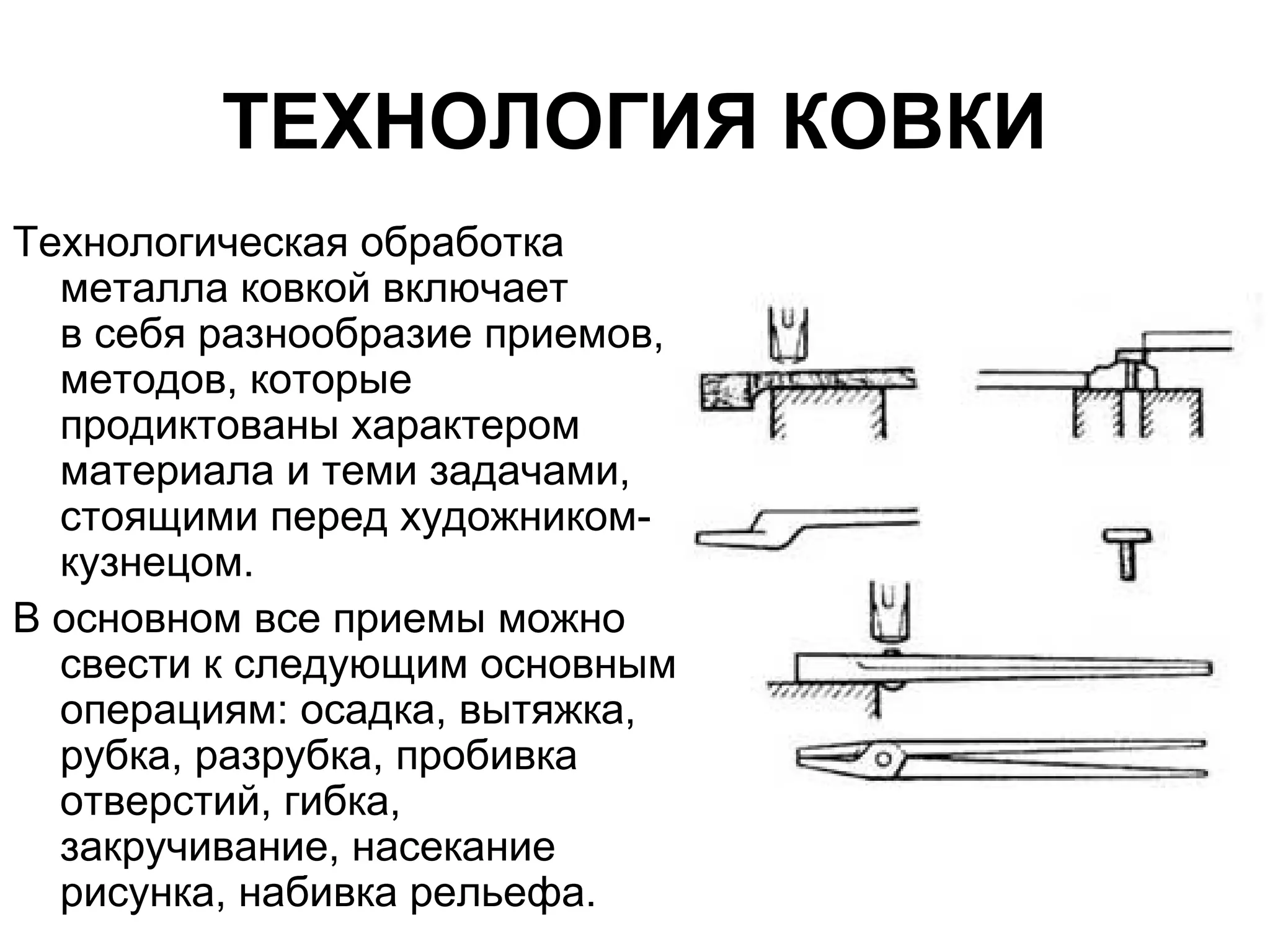
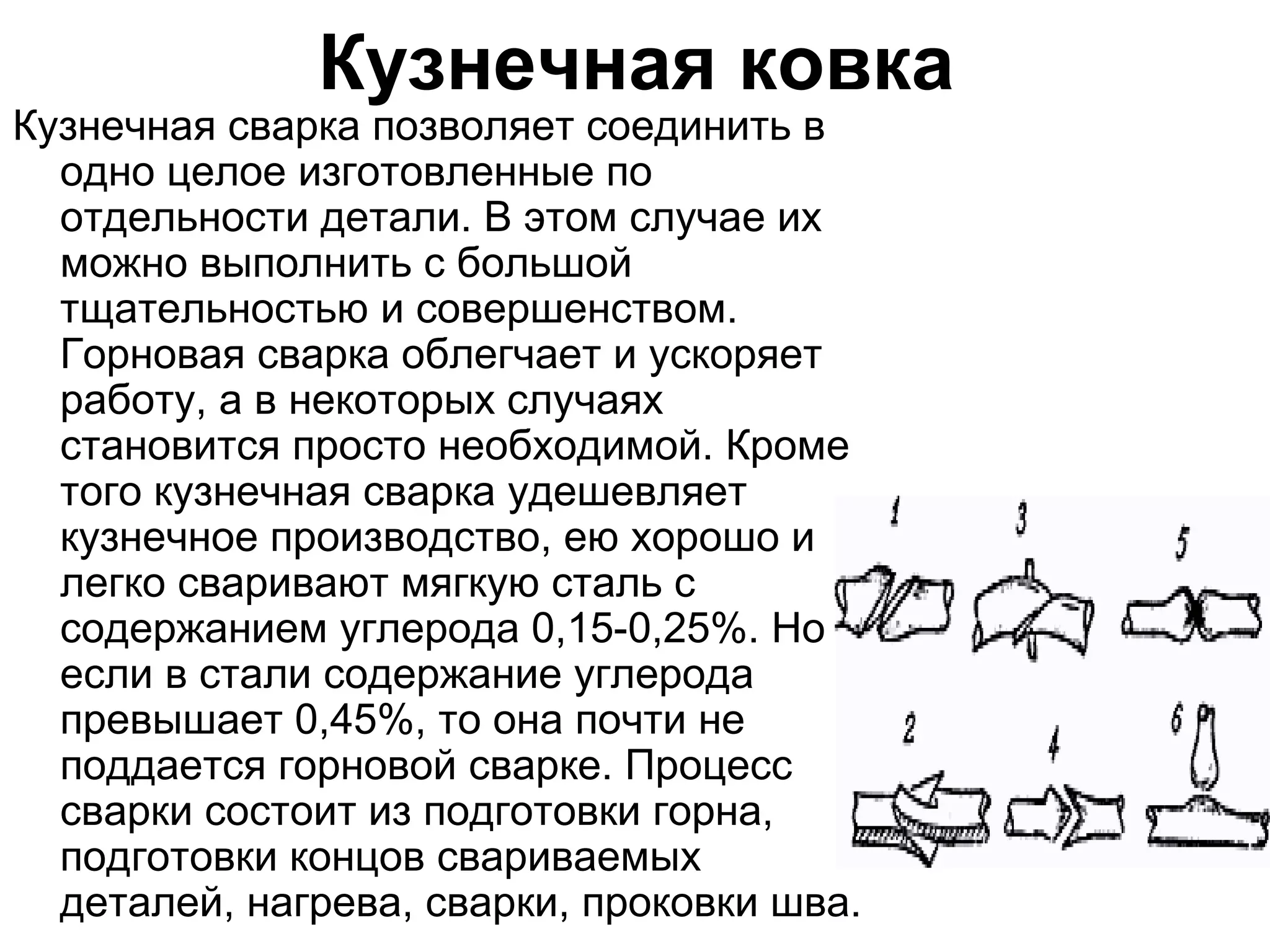
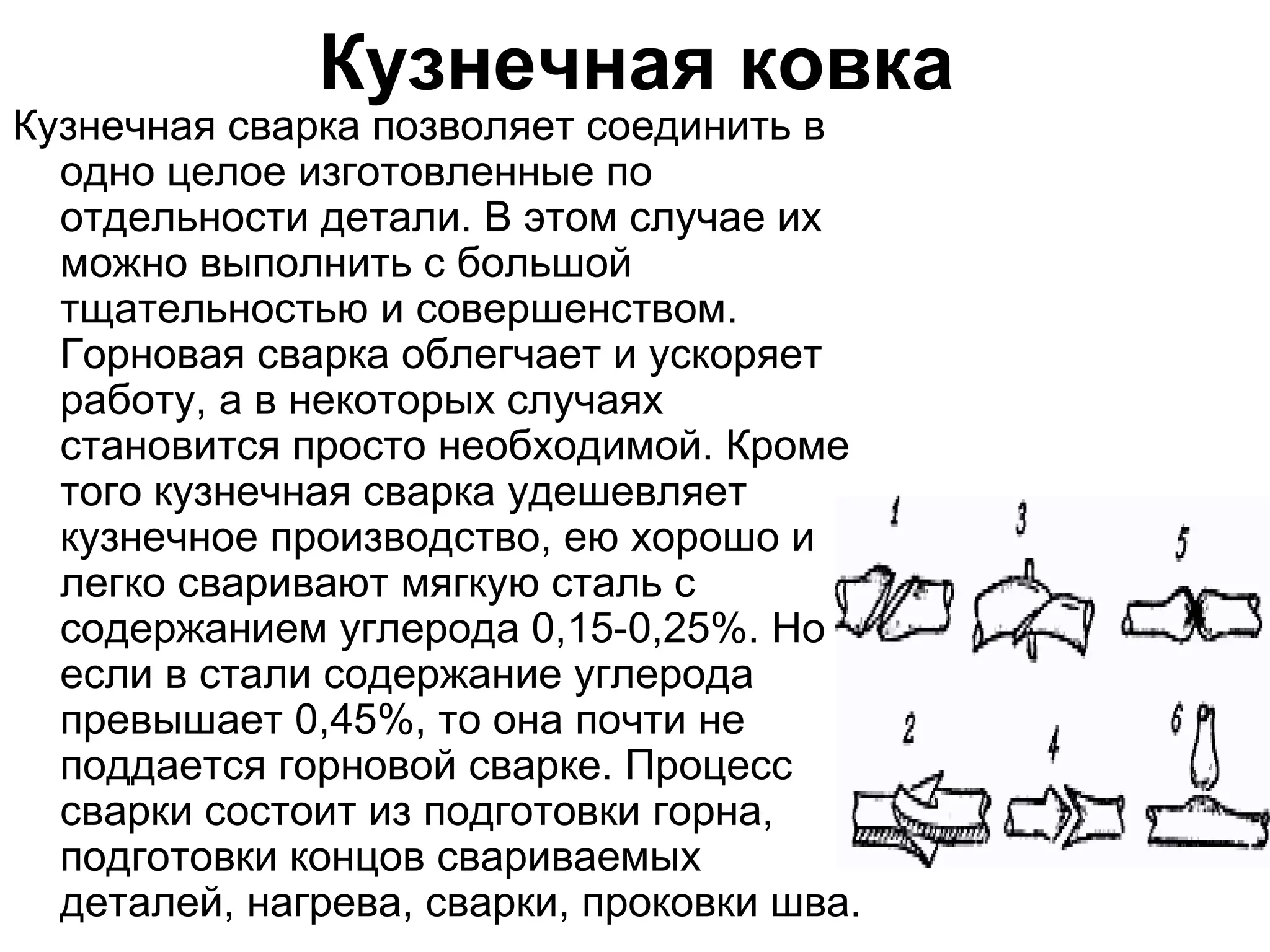
Документ описывает основные технологии ковки и обрабатывающие процессы, включая закручивание, выглаживание и насекание рисунка. Рассматриваются характеристики обработки металла, применяемые методы, и важность кузнечной сварки для соединения деталей. Основные операции в ковке включают осадку, вытяжку, рубку и гибку.



![[Basic] 提示資料](https://cdn.slidesharecdn.com/ss_thumbnails/basic-111018144916-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

![[xDNCL] 配布資料](https://cdn.slidesharecdn.com/ss_thumbnails/pen-130127131150-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![[CE81] プログラミング入門教育用学習環境PEN](https://cdn.slidesharecdn.com/ss_thumbnails/ce81-130128014313-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![[xDNCL] 導入資料](https://cdn.slidesharecdn.com/ss_thumbnails/pen-130127131223-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[CE94] 高等学校での「プログラミング」教育の導入– PEN を用いて (発表資料)](https://cdn.slidesharecdn.com/ss_thumbnails/ce94-130128015048-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


![[CE81] プログラミング入門教育用学習環境PEN (発表資料)](https://cdn.slidesharecdn.com/ss_thumbnails/ce81ppt06-130128014709-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[CE94] 高等学校での「プログラミング」教育の導入– PEN を用いて](https://cdn.slidesharecdn.com/ss_thumbnails/ce94-130128014946-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Basic] 導入資料](https://cdn.slidesharecdn.com/ss_thumbnails/basic-111018144800-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Basic] 配布資料](https://cdn.slidesharecdn.com/ss_thumbnails/basic-111018144456-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![[xDNCL] 掲示資料](https://cdn.slidesharecdn.com/ss_thumbnails/pen-130127131245-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




![[修士論文] 入力支援機能を備えた日本語表記による初学者向けプログラミング学習環境の構築](https://cdn.slidesharecdn.com/ss_thumbnails/random-130128012441-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[学位(修士)論文公開審査会] 入力支援機能を備えた日本語表記による初学者向けプログラミング学習環境の構築](https://cdn.slidesharecdn.com/ss_thumbnails/05-130128013516-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


