Download to read offline


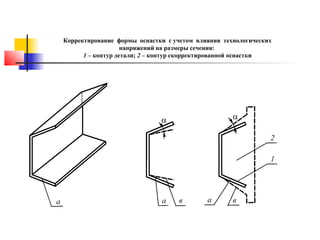


Документ обсуждает три типа внутренних напряжений в арматуре и связующем: структурные, усадочные и термические, а также их происхождение и влияние на изделие. Описаны практические приемы для уменьшения технологических напряжений, включая равномерный нагрев и охлаждение, использование тонкостенной оснастки и правильную укладку арматуры. Правильная корректировка оснастки также важна для учета изменений формы изделия.



























