1. BIODIESEL PRODUCTION FROM MICROALGAE
Group 1602 – Carmen Caris, Rachel Meyer, Michael Strezeski, and Trevor Yates
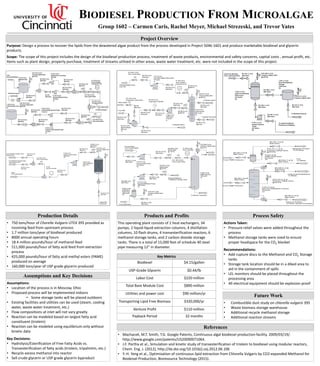
Project Overview
Assumptions and Key Decisions
Products and Profits
Future Work
Process Safety
Key Metrics
Biodiesel $4.15/gallon
USP-Grade Glycerin $0.44/lb
Labor Cost $220 million
Total Bare Module Cost $890 million
Utilities and power cost $90 million/yr
Transporting Lipid Free Biomass $320,000/yr
Venture Profit $110 million
Payback Period 32 months
• Combustible dust study on chlorella vulgaris 395
• Waste biomass storage warehouse
• Additional recycle methanol storage
• Additional reaction streams
Purpose: Design a process to recover the lipids from the dewatered algae product from the process developed in Project 5046-1601 and produce marketable biodiesel and glycerin
products.
Scope: The scope of this project includes the design of the biodiesel production process, treatment of waste products, environmental and safety concerns, capital costs , annual profit, etc.
Items such as plant design, property purchase, treatment of streams utilized in other areas, waste water treatment, etc. were not included in the scope of this project.
Production Details
• 750 tons/hour of Chorella Vulgaris UTEX 395 provided as
incoming feed from upstream process
• 1.7 million tons/year of biodiesel produced
• 8000 annual operating hours
• 18.4 million pounds/hour of methanol feed
• 511,000 pounds/hour of fatty acid feed from extraction
process
• 425,000 pounds/hour of fatty acid methyl esters (FAME)
produced on average
• 160,000 tons/year of USP grade glycerin produced
Assumptions:
• Location of the process is in Moscow, Ohio
• Proposed process will be implemented indoors
• Some storage tanks will be placed outdoors
• Existing facilities and utilities can be used (steam, cooling
water, waste water treatment, etc.)
• Flow compositions at inlet will not vary greatly
• Reaction can be modeled based on largest fatty acid
constituent (triolein)
• Reaction can be modeled using equilibrium only without
kinetic data
Key Decisions:
• Hydrolysis/Esterification of Free Fatty Acids vs.
Transesterification of fatty acids (triolein, tripalmitin, etc.)
• Recycle excess methanol into reactor
• Sell crude glycerin or USP grade glycerin byproduct
This operating plant consists of 2 heat exchangers, 34
pumps, 2 liquid-liquid extraction columns, 4 distillation
columns, 10 flash drums, 4 transesterification reactors, 6
methanol storage tanks, and 2 carbon dioxide storage
tanks. There is a total of 15,000 feet of schedule 40 steel
pipe measuring 12” in diameter.
Actions Taken:
• Pressure relief valves were added throughout the
process
• Methanol storage tanks were sized to ensure
proper headspace for the CO2 blanket
Recommendations:
• Add rupture discs to the Methanol and CO2 Storage
tanks
• Storage tank location should be in a diked area to
aid in the containment of spills
• LEL monitors should be placed throughout the
processing area
• All electrical equipment should be explosion proof
References
• Machacek, M.T. Smith, T.G. Google Patents, Continuous algal biodiesel production facility. 2009/03/19/.
http://www.google.com/patents/US20090071064.
• J.F. Portha et al., Simulation and kinetic study of transesterification of triolein to biodiesel using modular reactors,
Chem. Eng. J. (2012), http://dx.doi.org/10.1016/j.cej.2012.06.106
• Y.-H. Yang et al., Optimization of continuous lipid extraction from Chlorella Vulgaris by CO2-expanded Methanol for
Biodeisel Production, Bioresource Technology (2015).