1. Ohutlevyalalla missä suunnittelijoiden mallinnukset tuovat omat
haasteensa tuotteiden valmistukseen, täytyy perinteisiä tapoja
kyseenalaistaa ja kehitellä uusia lähestymistapoja millä tuotteet
saadaan valmistettua myös kustannustehokkaasti.
Sampo Rosenlew tuotteen laadun parantamisen Premec oy:ssa
kehitin uudenlaisen menetelmän taittaa peltiä. Tikattujen tuotteiden
ongelmana on aina ollut koneiden toistotarkkuus, mistä muodostuu
ongelma usean kantin takia, joissa jokaisessa virhe kertaantuu.
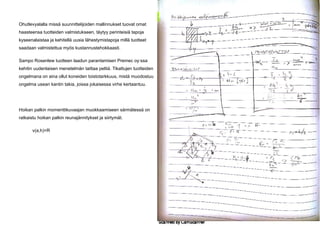
Hoikan palkin momenttikuvaajan muokkaamiseen särmätessä on
ratkaistu hoikan palkin reunajännitykset ja siirtymät.
v(a,h)=R
2. Palkin siirtymä myötörajalle on ratkaistu ja esitetty alla olevassa
kuvaajassa. Koneen toistotarkkuus on esitetty pinnalla:
v(a,h)=0.002
mistä huomataan, että oikealla alaterän valinnalla päästään
tarkempiin tuotteisiin kun koneen toistotarkkuus riittää tarkkaan
särmäämiseen. Pinnan v(a,h)=0.002 yläpuolella on oikeat valinnat
ainevahvuudelle ja uraleveydet toistotarkkuus huomioiden.
3. Tässä on todistettu matemaatisesti se ilmiö, mikä huomaataan
särmätessä pyöristyksiä tuotteisiin tikkaamalla. Normaaleilla terillä
tuotteen tekeminen järkevästi ei ollut mahdollista, koska jokaisesta
tuotteesta tuli erilainen mikä vaati paljon käsin korjausta ja osittain
korjausohjelmaa tuotteen muokkaamista laadultaan hyväksyttävään
muotoon.
Menetelmäni eroaa alalla jo olevista menetelmistä, joissa särmätään
normaalin pistevoimasta aiheutuvan momenttikuvaajan turvin siinä,
että menetelmälläni voidaan muodostaa erilaisia momenttikuvaajia
kuten oikealla muistiinpanoissa on nähtävissä.
Alalla olisi kysyntää terille, joilla voidaan muodostaa erilaisia
momenttikuvaajia tuotteita valmistettaessa.