Smart Factories.pdf
•
0 likes•7 views

The Future Scope of Smart Factories: 1. Data-Driven Manufacturing 2. Autonomous Production 3. Supply Chain Integration 4. Customization at Scale 5. Enhanced Sustainability

Recommended
Recommended
More Related Content
Similar to Smart Factories.pdf
Similar to Smart Factories.pdf (20)
More from Mr. Business Magazine
More from Mr. Business Magazine (20)
Recently uploaded
Recently uploaded (20)
Smart Factories.pdf
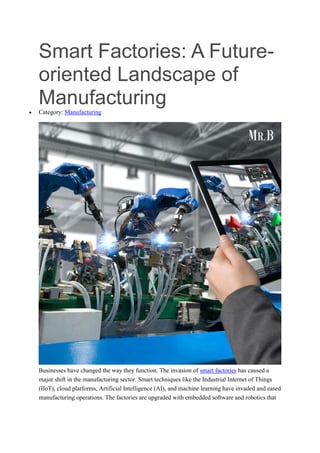
- 1. Smart Factories: A Future- oriented Landscape of Manufacturing Category: Manufacturing Businesses have changed the way they function. The invasion of smart factories has caused a major shift in the manufacturing sector. Smart techniques like the Industrial Internet of Things (IIoT), cloud platforms, Artificial Intelligence (AI), and machine learning have invaded and eased manufacturing operations. The factories are upgraded with embedded software and robotics that
- 2. collect and analyze data. It enhances the decision-making process. These smart factories enable manufacturers to eliminate mundane and repetitive tasks. It aims to enhance productivity, efficiency, and flexibility. It enables the manufacturer to strategize better and customize the manufacturing operations as and when required. The large amounts of big data is collected from sensors on the factory floor ensuring real-time visibility of manufacturing assets. Smart factories enable machine learning which helps to detect errors immediately. The smart factory technologies can be applied across all types of industrial companies. Let’s dive deeper to know about smart factories: A Future-oriented Landscape of Manufacturing The Future Scope of Smart Factories: 1. Data-Driven Manufacturing: Smart factories herald an era of data-centric manufacturing. Smart sensors, IoT devices, and advanced analytics will empower manufacturers to collect and analyze real-time data from every aspect of their operations. This data will drive informed decision-making and enhance overall efficiency. 2. Autonomous Production: Smart machines and robotics will play an increasingly prominent role in manufacturing, leading to autonomous production lines. These machines can work alongside human operators, handle complex tasks, and adapt to changing demands. 3. Supply Chain Integration: Smart factories will bring about seamless integration of supply chains, from raw material suppliers to end customers. This end-to-end visibility will optimize logistics, reduce lead times, and minimize waste. 4. Customization at Scale: Mass customization will become a reality as smart factories leverage advanced technologies like 3D printing and AI-driven production lines. Manufacturers will be able to offer highly customized products efficiently and at scale. 5. Enhanced Sustainability: Sustainability will be at the forefront of manufacturing practices. Reduced energy consumption, waste reduction, and environmentally friendly processes will be key goals in the new industry.
- 3. The Smart Factory Revolution: Smart factories are the cornerstone of Industry 4.0, transforming the manufacturing sector in profound ways: 1. Real-time Monitoring: Sensors and IoT devices embedded in machines and products allow for real-time monitoring. This helps in identifying issues and inefficiencies instantly, minimizing downtime. 2. Predictive Maintenance: Advanced analytics and machine learning algorithms enable predictive maintenance. Machines can anticipate when they require servicing or replacement parts, reducing unplanned downtime. 3. Flexible Production: Smart factories can swiftly adapt to changing production needs. Machines can be reconfigured remotely, and production schedules can be adjusted in response to market demand fluctuations. 4. Quality Assurance:
- 4. High-resolution cameras and AI-driven inspection systems ensure consistent product quality. Defective items can be identified and removed from the production line automatically. 5. Enhanced Worker Safety: Collaborative robots (cobots) work alongside human operators, taking on physically demanding or dangerous tasks. This improves workplace safety and reduces the risk of accidents. Smart factories offer a multitude of cost-saving benefits: 1. Optimized Resource Utilization: Real-time data analysis helps manufacturers optimize the use of raw materials, energy, and labor, reducing waste and costs. 2. Energy Efficiency: Smart factories incorporate energy-efficient technologies, resulting in reduced power consumption and lower utility bills. 3. Labor Productivity: Automation and robotics improve labor productivity by handling repetitive tasks, enabling human workers to focus on more complex and creative aspects of production. 4. Supply Chain Efficiency: Integrated supply chains minimize delays, reducing the carrying costs of inventory and improving overall cost-effectiveness. 5. Quality Control: Fewer defects mean less rework and waste, leading to cost savings and improved customer satisfaction.
- 5. Global Market Benefits of Smart Factories: 1. Competitive Advantage: Early adopters of Industry 4.0 technologies gain a significant competitive edge. They can produce higher-quality products at lower costs, attracting more customers and expanding market share. 2. Market Expansion: Industry 4.0 allows companies to reach global markets more effectively. Customized production can cater to diverse customer preferences worldwide. 3. Innovation Hub: Countries investing in Industry 4.0 technologies become innovation hubs, attracting talent and fostering economic growth. 4. Resilience: By diversifying supply chains and enhancing production flexibility, Industry 4.0 makes businesses more resilient to disruptions, such as pandemics or geopolitical events.
- 6. 5. Sustainability Leadership: Companies adopting sustainable practices in line with Industry 4.0 principles can position themselves as leaders in environmentally responsible manufacturing. Challenges and Considerations: While the promise of Industry 4.0 is undeniable, it is not without its challenges and considerations. Cybersecurity is a paramount concern, as the increased connectivity of manufacturing processes opens the door to potential cyber threats. Manufacturers must invest in robust cybersecurity measures to protect sensitive data and critical infrastructure. Additionally, there is a need for a skilled workforce capable of operating and maintaining the advanced technologies of Industry 4.0. Education and training programs are essential to equip workers with the knowledge and skills required in this digital age of manufacturing. Global Adoption and Economic Impact: The adoption of Industry 4.0 is not limited to a single region or industry. It is a global phenomenon, with countries around the world recognizing its significance and investing in its development. Germany, often credited with coining the term “Industrie 4.0,” has been a pioneer in embracing these technologies in its manufacturing sector. Other countries, including the United States, China, and Japan, are also making substantial investments to ensure they remain competitive in the Industry 4.0 landscape. The economic impact of Industry 4.0 is profound. It has the potential to drive significant productivity gains, create high-skill jobs, and stimulate economic growth. As manufacturing becomes more efficient and responsive to customer demands, companies can expand their market reach and capture new opportunities. Furthermore, the emphasis on sustainability in Industry 4.0 practices can contribute to a greener and more environmentally responsible global economy.
- 7. The Smart Factories Ecosystem: Smart factories are not limited to a single technology or innovation; rather, it is an ecosystem of interconnected technologies that work in harmony to transform manufacturing. Some of the key components of this ecosystem include: 1. IoT Devices: These sensors and devices collect data from machines and products, providing real-time insights into operations. 2. Big Data and Analytics: The vast amount of data generated by IoT devices is analyzed to extract actionable insights, enabling data-driven decision-making. 3. Artificial Intelligence (AI) and Machine Learning: AI algorithms can optimize production processes, predict maintenance needs, and even assist in product design.
- 8. 4. Cloud Computing: Cloud platforms provide the scalability and computational power required for storing and processing massive amounts of data. 5. Additive Manufacturing (3D Printing): 3D printing allows for rapid prototyping and on-demand production of complex, customized parts. 6. Robotics and Automation: Collaborative robots, or cobots, work alongside human operators, increasing efficiency and safety. Conclusion: The smart factory technology is poised to revolutionize the manufacturing landscape. Smart factories, the embodiment of this revolution, will lead to greater efficiency, lower costs, and enhanced competitiveness. The future of Industry 4.0 promises a world where data drives decision-making, machines work in harmony with humans, and customization at scale becomes the norm. Embracing this future-oriented landscape of manufacturing is not just a choice but a necessity for companies seeking to thrive in the global market. As we look ahead, Industry 4.0 is not a distant vision but a reality already unfolding. It is reshaping industries and offering new opportunities for innovation and growth. The path to success lies in embracing the transformative power of Industry 4.0 and staying at the forefront of this technological revolution. The future of manufacturing is here, and Industry 4.0 is at its heart, guiding us towards a more efficient, sustainable, and connected world.