The document describes a preliminary plant design and economic analysis for producing polylactic acid (PLA). The objective was to design a chemical plant capable of producing 300 million pounds per year of high molecular weight PLA. Key aspects of the design included a pre-polymer reactor, lactide reactor, distillation column, holding tank, and flash drum. An economic analysis found the process could be profitable, with a revenue of $300 million per year and net present worth of $70 million. However, some design assumptions may need reevaluation to validate the economic results.
IRJET-Influence of Advanced Settling Zone on COD Removal Efficiency of UASB R...
408 poster (1)
1. www.buffalo.edu
Project Overview
Motivation
Objective
Approach
Background
Process Flowsheet Overview
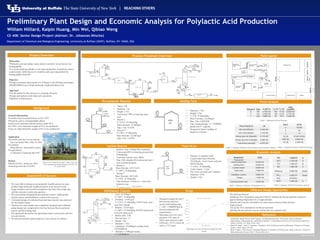
Preliminary Plant Design and Economic Analysis for Polylactic Acid Production
William Hilliard, Kaipin Huang, Min Wei, Qibiao Weng
CE 408: Senior Design Project (Advisor: Dr. Johannes Nitsche)
Pre-polymer Reactor
Lactide Reactor
Distillation Column
Holding Tank
Flash Drum
Pump
Plant Layout
Department of Chemical and Biological Engineering, University at Buffalo (SUNY), Buffalo, NY 14260, USA
Economic Analysis
Pinch Analysis
Assessment of Success
Reference
• Jamshidian, Majid, Elmira Arab Tehrany, and Muhammad Imran. "Poly-lactic Acid: Production,
Applications, Nanocomposites, and Release Studies." Comprehensive Reviews in Food Science and Food
Safety 9 (2010): 552. Web. 8 Feb. 2015.
• Rahul M. Rasal , Amol V. Janorkar , Douglas E. Hirt, Poly(lactic acid) modifications. Progress in Polymer
Science. 2010. Pages 339-348.
• Rejeev Mehta, Vineet Kumar, Haripada Bhunia S.N. Synthesis of Poly(Lactic Acid): A Review. Journal of
Macromolecular Science, Part C: Polymer Reviews.
Different Design Approaches
Motivation
•Polylactic acid can replace many plastics currently in use that are not
biodegradable
•It is worth studying whether or not mass production of polylactic acid is
economically viable due to its versatility and a growing market for
biodegradable materials
Objective
•Design a chemical plant based on US Patent 6,326,458 that can produce
300,000,000lbs/year of high molecular weight polylactic acid
Approach
•Use the patent for this process as a jumping off point
•Design and optimize individual unit operations
•Optimize overall process
Stream # Type CP(W/◦C) TS (◦C) Tt (◦C)
Heat
Load(W)
9 hot 4.75E+03 160 41.55 5.63E+05
3 hot 2.45E+04 130 41.55 2.17E+06
1 cold 5.96E+04 25 76.6 3.08E+06
Pinch Point(˚C) 35
Min Hot utility(W) 4.44E+05
Min Cold utility(W) 1.01E+05
Money save for Steam($) 5.71E+05
Money save for Cooling($) 9.58E+04
Total Money saved($) 6.67E+05
S(m2
) 62.34
a 28,000
b 54
n 1.2
Ce ($) 35,693.85435
PED ($) 3.93E+04
TCI ($) 2.33E+05
Equipment Ce($)
Prepolymer
reactor/evaporator 9.30E+05
Holding tank 6.20E+04
Lactide reactor 9.66E+05
Flash drum 7.64E+03
Distillation column 9.98E+04
Pumps 1.35E+05
Total equipment cost 2.20E+06
FCI 1.22E+07 $
WCI 2.15E+06 $
TCI 1.44E+07 $
MC 1.90E+08 $
Revenue 3.00E+08 $/year
Npave 4.00E+07 $/year
ROI 278.62%
NPW 7.00E+08 $
• Tubes: 750
• Diameter: 1in
• Height: 5.7m
• Conversion: 90% of entering lactic
acid
• Stream 2
T=76.6°C, P=60mmHg
Mass flowrate: 43,200kg/h
Pipe: 12m, 3.01kW
• Stream 4
T=130°C, P=60mmHg
Mass flowrate: 22,260 kg/h
Pipe: 21m, 1.67kW
• Diameter: 5.9m
• Height: 5.9m
• T=130°, P=60mmHg
• Mass Flowrate: 22,260kg/h
• Pipe: 19m, 0.0963kW
• Line 4 pump design: 1¼ 1750RPM
pump with 9’’ impeller
• Designed to hold a buildup of
liquid over 8 hours
C
• Reactor Type: Falling film evaporator
• Conversion:80% of entering pre-polymer
• P=60mmHg
• Total heat transfer area: 386m2
• Pipe: 840 schedule 40 commercial steel 1
inch nominal diameter
• Stream 6
Mass flowrate: 26715 kJ/h
T=148°C, P=60mmHg
• Stream 7
Mass flowrate: 4452 kJ/h
T=150°C, P=60mmHg
• Flim thickness: 0.9mm to 1.7mm from
bottom to top
• TLiquid film-gas interface : 172-178 °C
• Purpose: to separate water
• Liquid outlet mass flowrate:
18,210kg/h, 12wt% lactic acid and
88wt% lactide
• T=150°C, P=60mmHg
• Total volume: 1.22m3
• The cross-sectional area: 0.664m2
• Diameter: 0.9m
• Height: 1.8m
• Feed: 18,210kg/h
T=150°C, P=60mmHg
• Distillate: 3,450 kg/h
T=125°C, P=10mmHg, 95wt% lactic acid
and 5wt% lactide
• Bottom: 17,010 kg/h
T=148°C, P=10mmHg, 99.99% lactide and
0.01wt% lactic acid
• Reflux ratio: 2.88
• Boil-up ratio: 1.7
• Height: 13m
• Diameter: 1.4m
• Condenser: 97,000kg/h cooling water;
4.070,000kJ/h
• Reboiler: 5,590kg/h stream;
11,140,000kJ/h
Table 1. Information for all Streams
Table 2. Summary Table for Pinch Analysis and Economic Analysis Table 3. Capital Investment of Heat Exchanger
Table 4. Summary Table for All Equipment Cost Table 5. Summary Table for Economic Analysis
• Pre-polymer Reactor
Setting up VLE calculation using the UNIFAC method for the pre-polymer instead of
approximating temperature by a rough estimate
• Density and viscosity calculation for each stream assumes ideal mixtures
• Improvement
Set up the VLE calculations for the pre-polymer
Splitting the pre-polymer reactor system into two separate units
General Information
•Carothers discovered polylactic acid in 1932
•Polylactic acid is a biodegradable plastic
•Lactic acid is primary material used to make PLA
•In 1930’s, low molecular weight of PLA was produced
•Later on, high molecular weight of PLA was synthesized
Application
•In textiles and non-woven industry
Serve as binder fiber, filler for fiber
•In medical
Drug delivery, dissolvable sutures
•In agricultural
A substitute of material like PVC
Market
•Worth $5,010.7 million by 2019
•Annual growth rate of 20.8%
• Designed a pump for line 5
between pre-polymer
reactor and holding tank
• 1 ¼ BC 1750RPM Bell &
Gossett pump met the
requirements
• Operating curve for valve
positions 25% open to
100% open shown at right
• Efficiency: 56.7% when the
valve is 75% open
• We were able to design an economically feasible process to mass
produce high molecular weight polylactic acid, however some
design mistakes and invalid assumptions may have been made that
call the economic results into question
• We successfully designed the pre-polymer reactor, holding tank,
lactide reactor, and distillation system in this process
• A detailed design of combined heat and mass transfer was achieved
for the lactide reactor
• Pipelines for each stream were completely designed and a detailed
pump design was completed for the line between the pre-polymer
reactor and the holding tank
• We optimized the process by specifying reactor conversions and two
recycle streams
• We also performed a pinch analysis to save money on utilities
Nature works INGEO PLA plant in Blair, Nebraska
<http://greenchemicalsblog.blogspot.com/2013_09_
01_archive.html>
Operating curve for the chosen pump and valve
system