1. Only tubulair not heat hardenable materials
There can not be a statement been made concerning which materials can be used
See investigated materials below
The material selection is depedending on e.g.
Type of tool ( coated or not)
Process parameters flow drilling tool ( pressure/ speed)
Combination of
Meltingpoint base material
Thermal conductivity
Rm/Re
Shear strength
Max Rm steel (= 600Mpa)
Surface treated materials are not allowed eg.
Not galvanic
Not plastic coated/painted/ anorganic
Max. hardness HV> 155/ 80HRB
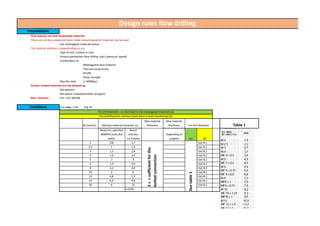
d to edge: 1,5d (Fig 10
M (metric)
Max material
thickness
Max material
thickness
Based on, specified
800MPa (class 8,8
bolts)
Based
on(class
12,9 bolts)
Depending of
supplier (a) (b)
2 0,8 1,2 =(a)+0,1
2,5 1 1,5 =(a)+0,1
3 1,2 1,8 =(a)+0,1
4 1,6 2,4 =(a)+0,1
5 2 3 =(a)+0,1
6 2,4 3,6 =(a)+0,1
8 3,2 4,8 =(a)+0,1
10 4 6 =(a)+0,1
12 4,8 7,2 =(a)+0,1
16 6,4 9,6 =(a)+0,1
20 8 12 =(a)+0,1
(+25%)
Design rules flow drilling
Preconditions
Conditions
Pre-drill diameter, as described in the investigated materials (a)
Pre-drill diameter stainless steel (due to strain hardening) (b)
Minimal material thickness (s) Pre drill diameter Table 1
2s=sufficientforthe
boltedconnection
Seetable1