Software Applications - Assignment 1
•
1 like•1,454 views

The intention of this report is to briefly, explain some of the machining operations that are involved in the process of TURNING, these are: Cutting Speed, Depth of Cut, Feed Rate and Spindle Speed. Also demonstrated will be the mathematical calculations involved in the same process, using various equations.

Recommended
Recommended
More Related Content
What's hot
What's hot (19)
Similar to Software Applications - Assignment 1
Similar to Software Applications - Assignment 1 (20)
Recently uploaded
Recently uploaded (20)
Software Applications - Assignment 1
- 1. 2009 HNC CAD/CAM SOFTWARE APPLICATIONS ASSINGMENT “TURNING” David Antuna GSD 11/25/2009
- 2. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA Table of Contents: Summary: ................................................................................................................................... 3 1. Introduction. ....................................................................................................................... 4 2. Feed rate. ............................................................................................................................ 5 3. Spindle speed...................................................................................................................... 6 4. Depth of Cut. ...................................................................................................................... 6 5. Cutting speed. ..................................................................................................................... 7 5.1 Work Piece Drawing. . ................................................................................................. 9 5.2 Calculation of Optimum Cutting Speeds. ..................................................................... 10 6. Calculation of Power Required for Machining Operations. ............................................. 12 7. Conclusion: ....................................................................................................................... 14 8. References: ....................................................................................................................... 15 9. Report Definitions: ........................................................................................................... 16 2
- 3. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA Summary: The intention of this report is to briefly, explain some of the machining operations that are involved in the process of TURNING, these are: Cutting Speed, Depth of Cut, Feed Rate and Spindle Speed. Also demonstrated will be the mathematical calculations involved in the same process, using various equations. 3
- 4. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 1. Introduction: The phrase speeds and feeds (or feeds and speeds) refers to two separate velocities in machine tool practice, cutting speed and feed rate. (Brown & Sharpe, Automatic Screw Machine Hand book :) They are often considered as a pair because of their combined effect on the cutting process. Each, however, can also be considered and analyzed in its own. Cutting speed is the speed difference between the cutting tool and the surface of the work piece it is operating on, It is expressed in units of distance along the work piece surface per time. Feed rate is the velocity at which the cutter is fed, that is, advanced against the work piece. It is expressed in units of distance per revolution for turning and boring (typically inches per revolution (ipr) or millimetres per revolution). It can be expressed thus for milling also, but it is often expressed in units of distance per time for milling (typically inches per minute [ipm] or millimetres per minute). Cutting speed and feed rate together determine the material removal rate, which is the volume of work piece material (metal, wood, plastic, etc.) that can be removed per time unit. If variables such as cutter geometry and the rigidity of the machine tool and its tooling setup could be ideally maximized (and reduced to negligible constants), then the amount of power (that is, kilowatts or horsepower) available to the spindle would determine the maximum speeds and feeds possible for any given work piece material and cutter material. Of course, in reality those other variables are dynamic and not negligible; but there is still a correlation between power available and feeds and speeds employed. 4
- 5. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 2. Feed rate. Feed rate is the velocity at which the cutter is fed, (Brown & Sharpe, Automatic Screw Machine Hand book :) that is, advanced against the work piece. It is expressed in units of distance per revolution for turning and boring (typically inches per revolution [ipr] or millimeters per revolution). It can be expressed thus for milling also, but it is often expressed in units of distance per time for milling (typically inches per minute [ipm] or millimeters per minute), with considerations of how many teeth (or flutes) the cutter has then determining what that means for each tooth. Feed rate is dependent on the: Surface finish desired. Power available at the spindle (to prevent stalling of the cutter or work piece). Rigidity of the machine and tooling setup (ability to withstand vibration or chatter). Strength of the work piece (high feed rates will collapse thin wall tubing) Characteristics of the material being cut, chip flow depends on material type and feed rate. The ideal chip shape is small and breaks free early, carrying heat away from the tool and work. When deciding what feed rate to use for a certain cutting operation, the calculation is fairly straightforward for single-point cutting tools, because all of the cutting work is done at one point (done by "one tooth", as it were). With a milling machine or jointer, where multi- tipped/multi-fluted cutting tools are involved, then the desirable feed rate becomes dependent on the number of teeth on the cutter, as well as the desired amount of material per tooth to cut (expressed as chip load). The greater the number of cutting edges, the higher the feed rate permissible: for a cutting edge to work efficiently it must remove sufficient material to cut rather than rub; it also must do its fair share of work. 5
- 6. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 3. Spindle Speed. The spindle speed is the rotational frequency of the spindle of the machine, (Brown & Sharpe, Automatic Screw Machine Hand book :) measured in revolutions per minute (RPM). The preferred speed is determined by working backward from the desired surface speed (sfm or m/min) and incorporating the diameter (of work piece or cutter). The spindle may hold the: Drill bit in a drill Milling cutter in a milling machine Router bit in a wood router Shaper cutter or knife in a wood shaper or spindle moulder Grinding wheel on a grinding machine. Or it may hold the chuck which then holds the work piece in a lathe. In these cases the tool bit remains stationery although exceptions may be found such as in thread milling. 4. Depth of Cut: The easiest cutting parameter to adjust is the depth of cut. (Fox Valle Technical College. Machine Shop) Doubling the depth of cut in a turning operation will double the metal removal rate without any increase in cutting temperature. The horsepower consumed will virtually double, but there will be no reduction in tool life (specific wear per inch of cutting edge length) assuming the cutting edge can withstand the added tangential cutting force. However, it is not always possible to increase the depth of cut to gain additional productivity, since there might not be any remaining material to remove. 6
- 7. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 5. Cutting Speed: Cutting speed may be defined as the rate (or speed) that the material moves past the cutting edge of the tool, (Brown & Sharpe, Cam & Tool Design: Surface Cutting Speeds Chart, p. 5) irrespective of the machining operation used — the surface speed. A cutting speed for mild steel, of 100 ft/min (or approx 30 meters/min) is the same whether it is the speed of the (stationary) cutter passing over the (moving) work piece, such as in a turning operation, or the speed of the (stationary) work piece moving past a (rotating) cutter, such as in a milling operation. What will affect the value of this surface speed for mild steel, is the cutting conditions: For a given material there will be an optimum cutting speed for a certain set of machining conditions, and from this speed the spindle speed (RPM) can be calculated. Factors affecting the calculation of cutting speed are: The material being machined (steel, brass, tool steel, plastic, wood) (see table below) The material the cutter is made from (Carbon steel, High speed steel (HSS), carbide, ceramics) The economical life of the cutter (the cost to regrind or purchase new, compared to the quantity of parts produced). Cutting speeds are calculated on the assumption that optimum cutting conditions exist, these include: Metal removal rate (finishing cuts that remove a small amount of material may be run at increased speeds) Full and constant flow of cutting fluid (adequate cooling and chip flushing) Rigidity of the machine and tooling setup (reduction in vibration or chatter) Continuity of cut (as compared to an interrupted cut, such as machining square section material in a lathe) Condition of material (mill scale, hard spots due to white cast iron forming in castings) 7
- 8. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA The cutting Speed is given as a set of constants that are available from the material manufacturer or supplier, the most common materials are available in reference books, or charts but will always be subject to adjustment depending on the cutting conditions. The following table gives the cutting speeds for a selection of common materials under one set of conditions. The conditions are a tool life of 1 hour, dry cutting (no coolant) and at medium feeds so they may appear to be incorrect depending on circumstances. These cutting speeds may change if, for instance, adequate coolant is available or an improved grade of HSS is used (such as one that includes cobalt). Cutting speeds for various materials (Based on a plain High Speed Steel cutter) Material type meters per min feet per min Steel (tough) 15 - 18 50 - 60 Mild steel 30-38 100-125 Cast iron (medium) 18-24 60-80 Bronzes 24-45 80-150 Brass (soft) 45-60 150-200 Aluminium 75-105 250-350 Table 1 Cutting Speeds Parameters. 8
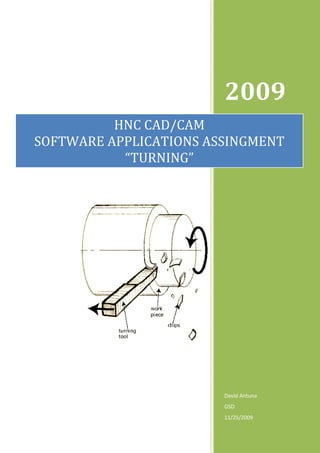
- 9. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 5.1 Work piece Drawing: The following diagram shows an example of work piece that could be machine/turn in a lathe. This drawing was made using the design software AUTO CAD. Table 2 Process of Turning 9
- 10. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 5.2 Calculation of Optimum Cutting Speeds: The following are the results from the calculations made for the cuttings speeds displayed below. The calculations where made using the following equation: ������������������������ ������������������������ RPM = = ������������������������������������������������������������������������������ ������������������������������������������������������������ CALCULATION OF OPTIMUM CUTTING SPEEDS FOR HARDENED STEEL DIAMETER OF SHAFT IN MM FEED RATE IN MM/Min. RPM 20 15000 238.7324146 40 15000 119.3662073 60 15000 79.57747155 CALCULATION OF OPTIMUM CUTTING SPEEDS FOR BRONZE DIAMETER OF SHAFT IN MM FEED RATE IN MM/Min. RPM 20 24000 381.9718634 40 24000 190.9859317 60 24000 127.3239545 CALCULATION OF OPTIMUM CUTTING SPEEDS FOR BRASS DIAMETER OF SHAFT IN MM FEED RATE IN MM/Min. RPM 20 45000 716.1972439 40 45000 358.098622 60 45000 238.7324146 CALCULATION OF OPTIMUM CUTTING SPEEDS FOR ALUMINIUM DIAMETER OF SHAFT IN MM FEED RATE IN MM/Min. RPM 20 75000 1193.662073 40 75000 596.8310366 60 75000 397.8873577 10
- 11. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA This scatter graph displays the optimum cutting speeds for the various metals shown in this report. CUTTING SPEEDS 1400 1200 HARDENED STEEL 1000 BRONZE 800 BRASS R P M 600 ALUMINIUM 400 200 0 0 10 20 30 40 50 60 70 DIAMETER OF SHAFT IN MM Table 3 Cutting Speed Calculations. 11
- 12. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 6. Calculation of Power Required for Machining Operations. The table below displays the results of the calculations of the power required to turn Ø100 mm bar at the various speeds. The following equation was used: ������������������������������ ������ ������������������������������������������ ������ ������������������������������������������������������(������������������ ������������������ ������������������) Power (W) = ������������ CALCULATION OF POWER REQUIRED FOR CUTTING OPERATIONS SPEED IN DIM. OF SHAFT IN MM RADIUS OF SHAFT IN MM REV/MIN CUTTING FORCE IN (N) POWER 100 0.05 40 350 73.30 100 0.05 80 350 146.61 100 0.05 160 350 293.22 100 0.05 320 350 586.43 POWER REQUIRED FOR MACHINING OPERATIONS 700.00 600.00 P 500.00 O Power 400.00 W steel 300.00 E 200.00 Bronze R 100.00 Brass 0.00 Aluminium 0 50 100 150 200 250 300 350 SPEED IN REV PER MIN. Table 4 Power Required for Machining Operation 12
- 13. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA As we can see from the table above, the higher the revolution per minute the higher the power is required to cut/machine an object, in this case a solid shaft of 100mm of diameter. These actions also influences on the tool life, the reason is simple, as it is stated above, the higher the revs/min the higher the power is required therefore the harder the tool has to work. In this report we have taken four kinds of metal, hardened steel, bronze, brass and aluminium, so if bronze is taking as a example we can deduct that it will be harder to machine, therefore it will need a low set of feed and speed and doing so it will required just the correct amount of power to do the job. A company that it’s main activity is machining parts, i.e. A nuts and bolts factory, will depend in it’s ability to maximize the use of the cutting tools, therefore all the machinery must work with the optimum set up (cutting speed, feed rate & depth of cut) to make the most of every cutting tool. 13
- 14. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 7. Conclusion: In this report we have learned that in the process of cutting/machining in the context of TURNING, there is a very fine balance between setting up the optimum cutting speed, feed rate and depth of cut. This balance if is apply correctly it should create the maximum level of working condition to obtain the best results from the job in hand. 14
- 15. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 8. References: World Wide In-Text Reference End Note Web Example List Example Document on The phrase Brown & Electronic Source WWW speeds and Sharpe, Wikipedia the free Encyclopedia. feeds refers to Automatic 26 Nov. 2009 (last revision) two separate Screw Machine velocities in Handbook: http://en.wikipedia.org/wiki/Feed_rate machine tool Brown and practice. Sharpe Speeds and Feeds Chart, p. 222 & 223 Document on Feed rate is Brown & Electronic Source WWW the velocity at Sharpe, Wikipedia the free Encyclopedia. which the Automatic 26 Nov. 2009 (last revision) cutter is fed. Screw Machine Handbook: http://en.wikipedia.org/wiki/Feed_rate Document on The spindle Brown & Electronic Source WWW speed is the Sharpe, Wikipedia the free Encyclopedia. rotational Automatic 26 Nov. 2009 (last revision) frequency of Screw Machine. http://en.wikipedia.org/wiki/Spindle_speed the spindle of the machine. Document on The easiest Fox Valle Electronic Source WWW cutting Technical Put on Fox Valle Technical College in year 2000. parameter to College. http://its.fvtc.edu/machshop4/Carbcut/Cutspeeds.htm adjust is the Machine Shop depth of cut. web pages. Document on Cutting speed Brown & Electronic Source WWW may be Sharpe, Cam & Wikipedia the free Encyclopedia. defined as the Tool Design: 26 Nov. 2009 (last revision) rate (or speed) Surface Cutting http://en.wikipedia.org/wiki/Cutting_speed that the Speeds Chart, p. material 5 moves past the cutting edge of the tool. Picture on the The term Copyright © Electronic Source 2009 eFunda, WWW "facing" is Inc. Efunda TURNING used to describe http://www.efunda.com/processes/machining/turn.cfm removal of material from the flat end of a cylindrical part. 15
- 16. HNC CAD/CAM SOFTWARE APPLICATIONS DAVID ANTUNA 9. Report Definitions: The following is a list of definitions of the structural points that composed this report. Title Page: The Title page is the very first page of a report and can be composed form only text with the information about the course to a very elaborate visual page with colour and pictures about the subject in the report. Summary: The summary is a shorten version of the subject that has been said or written in a report or a discussion, containing only the main points. Table of Contents: This is the page where the content of a report is listed, including pictures, graphs, tables and external work, all it is shown with its page number. Introduction: The introduction is the section at the beginning of a report that summarizes what it is about, also gives the reader the basic facts or skills in a field. Body/Discussions: This is the main part of a report, when the subject in the report is presented with all its facts, all the research done and all the support work. i.e. graphs, tables, photographs etc... Conclusions: This is the part in a report where after looking in to all the discussions within the report it brings it in to a formal closure. References: The reference states to the reader in a list or table of all the information use to help to complete the report from authors other that the creator of the report. Appendices: This part in the document is where is set all the separate material that are part of the report but it has not been made by the creator of the same. Acknowledgments: In this section of the report the author thanks those who have help in the making of the report. 16