Introduction
• In distillation(fractionation), a feed mixture of two or more
components is separated into two or more products, including, and
often limited to, an overhead distillate and a bottoms product, whose
compositions differ from that of the feed.
• Most often, the feed is a liquid or a vapor–liquid mixture. The bottoms
product is almost always a liquid, but the distillate may be a liquid, a
vapor, or both.
• The separation requires that:
– a second phase be formed so that both liquid and vapor are present
and can make contact while flowing countercurrently to each other
in a trayed or packed column,
– components have different volatilities so that they partition
between phases to different extents,
– and the two phases are separable by gravity or mechanical means.
3.
History
• Distillation datesback to at least the
1st century A.D.
• By the 11th century, distillation was
used in Italy to produce alcoholic
beverages in a batch process.
• The word distillation is derived from
the Latin word destillare, which
means ‘‘dripping.’’
• By the 16th century, it was known that the extent of separation could
be improved by providing multiple vapor–liquid contacts (stages) in a
so-called Rectificatorium.
• The term rectification is derived from the Latin words rectefacere,
meaning ‘‘to improve.’’
• Today, almost pure products are obtained by multistage contacting
4.
Importance
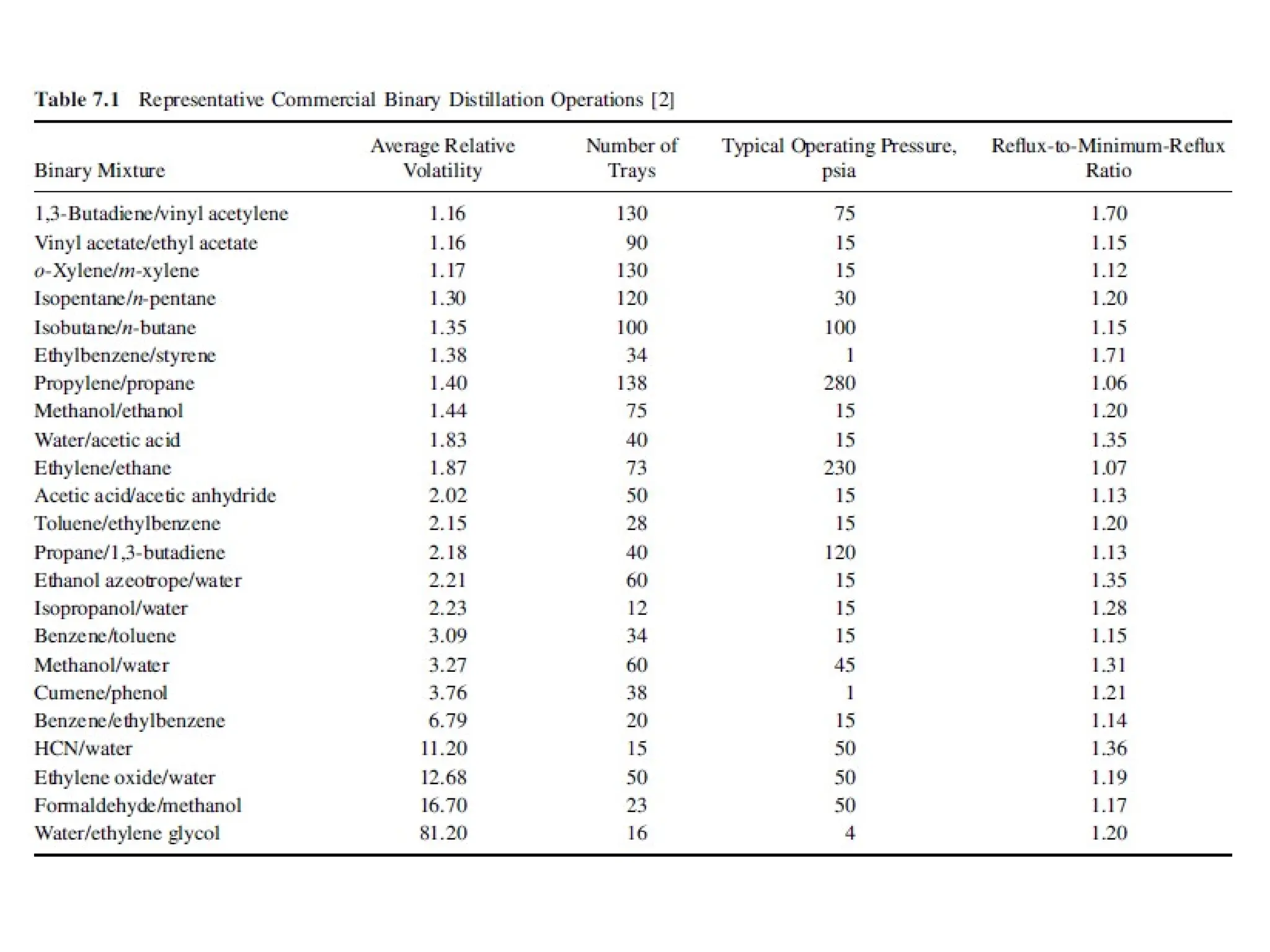
• Multistage distillationis the most widely used industrial method for
separating chemical mixtures. However, it is a very energy-intensive
technique, especially when the relative volatility, of the key
components being separated is low (<1.50).
• Approximately two-thirds of the distillation energy was consumed
by petroleum refineries, where distillation is used to separate crude
oil into petroleum fractions, light hydrocarbons (C2’s to C5’s), and
other organic chemicals.
• Distillation is also widely used in the chemical industry, to recover
and purify small biomolecules such as ethanol, acetone, and n-
butanol, and solvents (e.g., organic alcohols, acids, and ketones) in
the biochemical industry.
5.
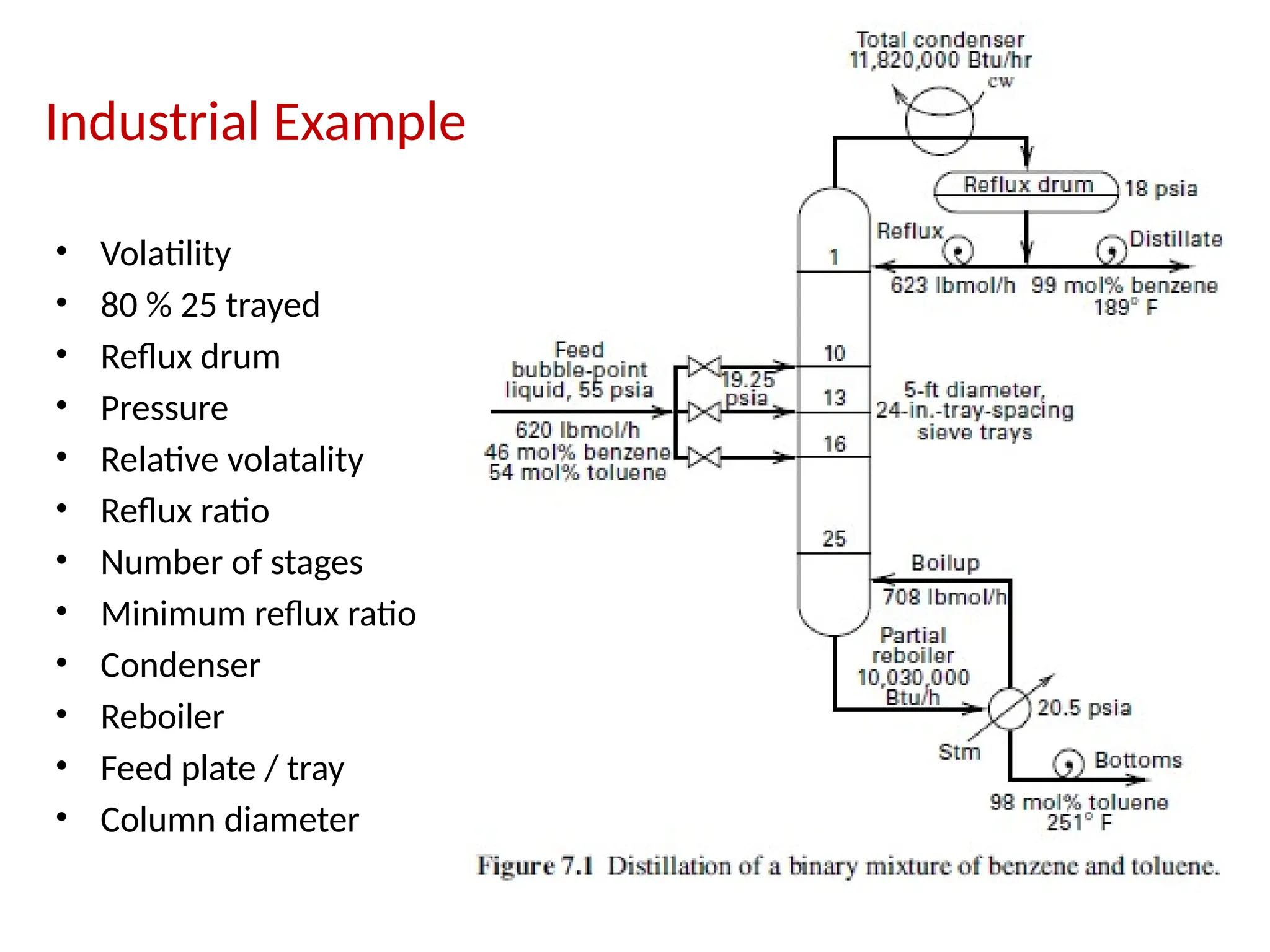
Industrial Example
• Volatility
•80 % 25 trayed
• Reflux drum
• Pressure
• Relative volatality
• Reflux ratio
• Number of stages
• Minimum reflux ratio
• Condenser
• Reboiler
• Feed plate / tray
• Column diameter
6.
§7.1 EQUIPMENT ANDDESIGN
CONSIDERATIONS
• Factors that influence the design or analysis of a binary distillation
operation include:
– Feed flow rate, composition, temperature, pressure, and phase
condition
– Desired degree of component separation
– Operating pressure (which must be below the critical pressure of
the mixture)
– Pressure drop, particularly for vacuum operation
– Minimum reflux ratio and actual reflux ratio
– Minimum number of equilibrium stages and actual number of
equilibrium stages (stage efficiency)
7.
– Type ofcondenser (total, partial, or mixed)
– Degrees of liquid reflux subcooling
– Type of reboiler (partial or total)
– Type of trays or packing
– Column height
– Feed-entry stage
– Column diameter
– Column internals, and materials of construction
– Heat lability and chemical reactivity of feed components
8.
§7.1.2 Some InitialConsiderations
• Temperature and phase of the feed are determined at the feed-tray
pressure by an adiabatic-flash calculation across the feed valve.
• As the feed vapor fraction increases, the required reflux ratio (L/D)
increases, but the boilup ratio (V/B) decreases.
• For given feed, desired degree of separation, and operating
pressure,
– a minimum reflux ratio exists that corresponds to an infinite
number of theoretical stages;
– and a minimum number of theoretical stages exists that
corresponds to an infinite reflux ratio.
• The design trade-off is between the number of stages and the reflux
ratio.
9.
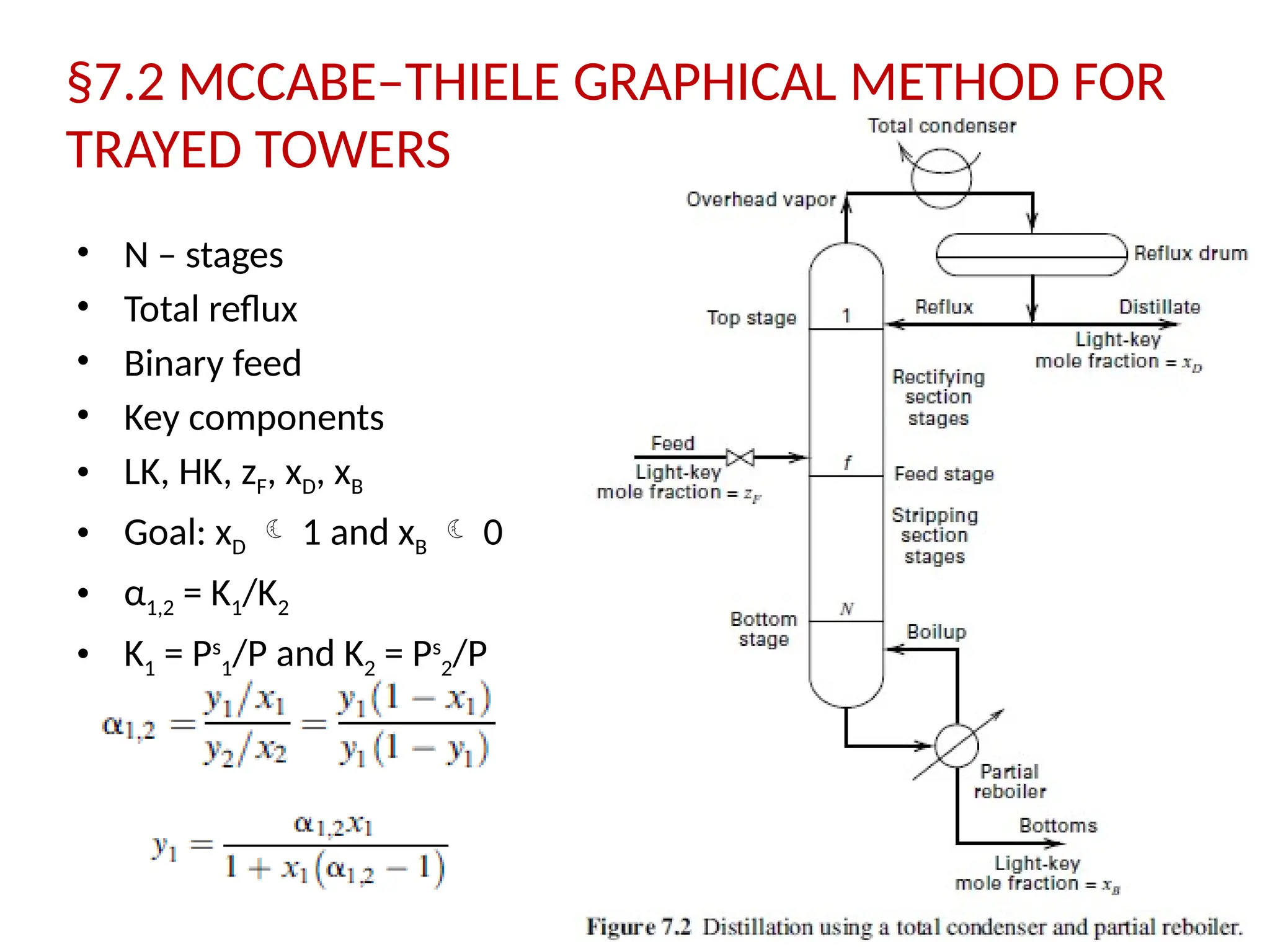
§7.2 MCCABE–THIELE GRAPHICALMETHOD FOR
TRAYED TOWERS
• N – stages
• Total reflux
• Binary feed
• Key components
• LK, HK, zF, xD, xB
• Goal: xD 1 and xB 0
• α1,2 = K1/K2
• K1 = Ps
1/P and K2 = Ps
2/P
12.
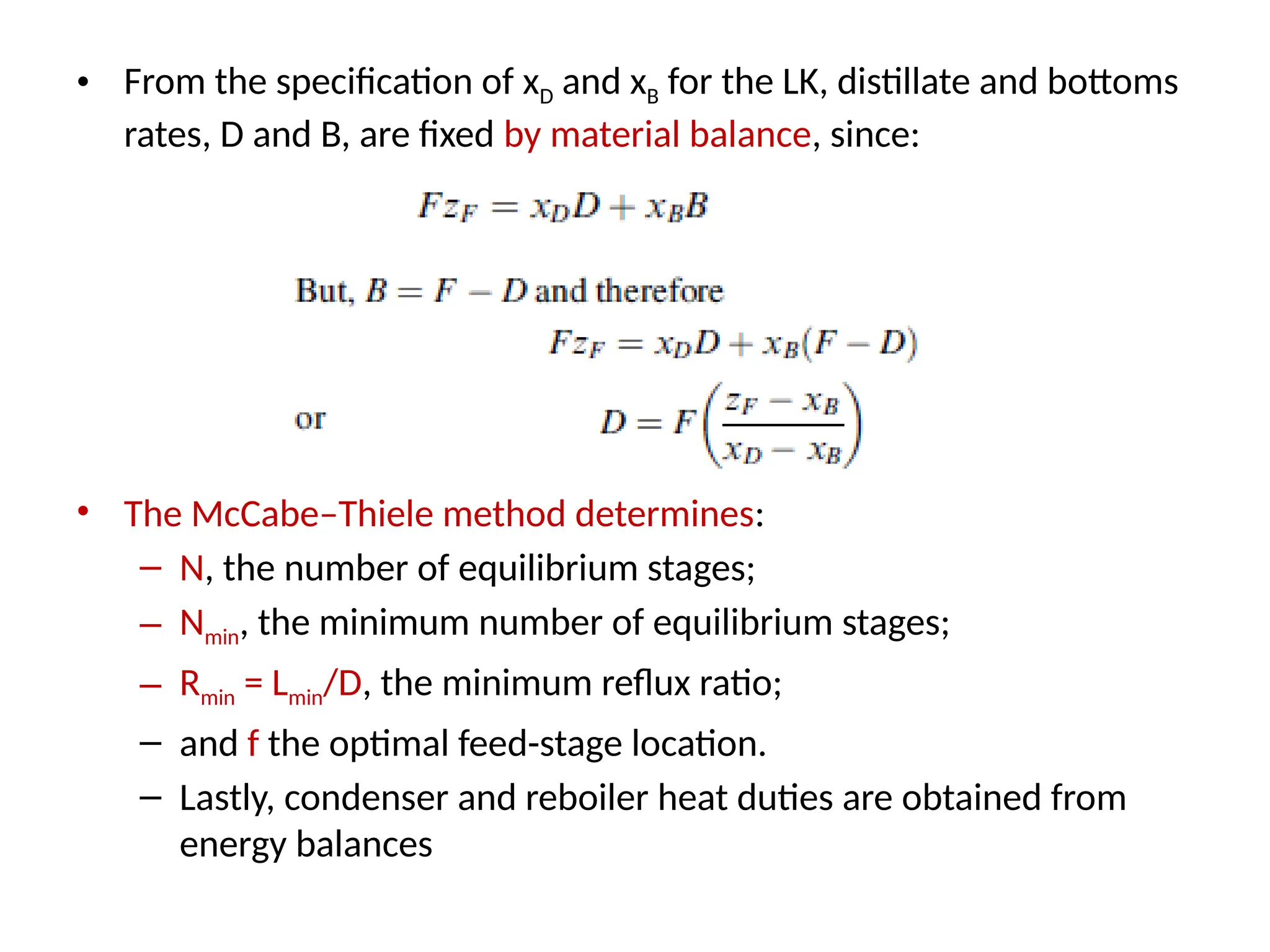
• From thespecification of xD and xB for the LK, distillate and bottoms
rates, D and B, are fixed by material balance, since:
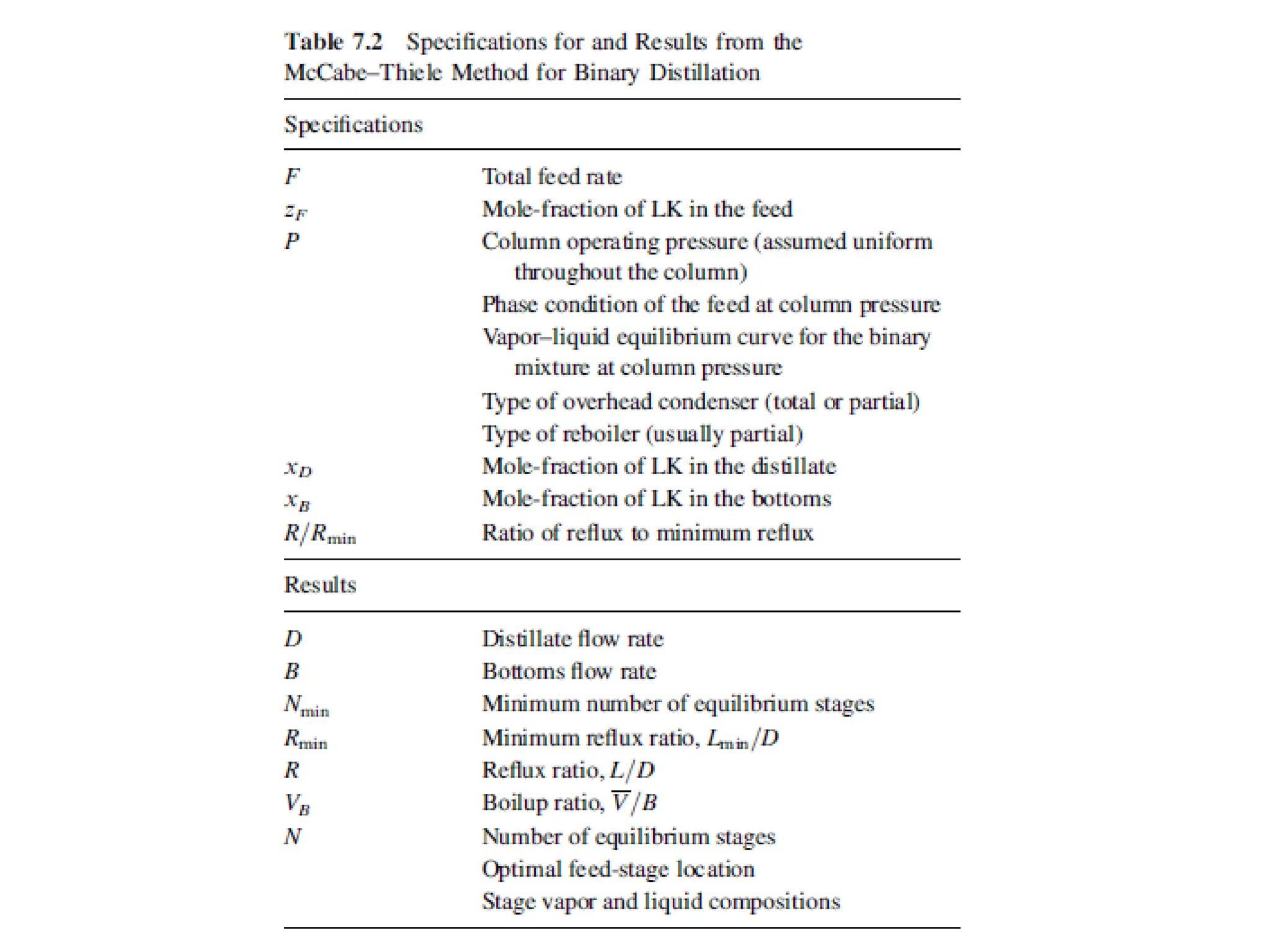
• The McCabe–Thiele method determines:
– N, the number of equilibrium stages;
– Nmin, the minimum number of equilibrium stages;
– Rmin = Lmin/D, the minimum reflux ratio;
– and f the optimal feed-stage location.
– Lastly, condenser and reboiler heat duties are obtained from
energy balances
13.
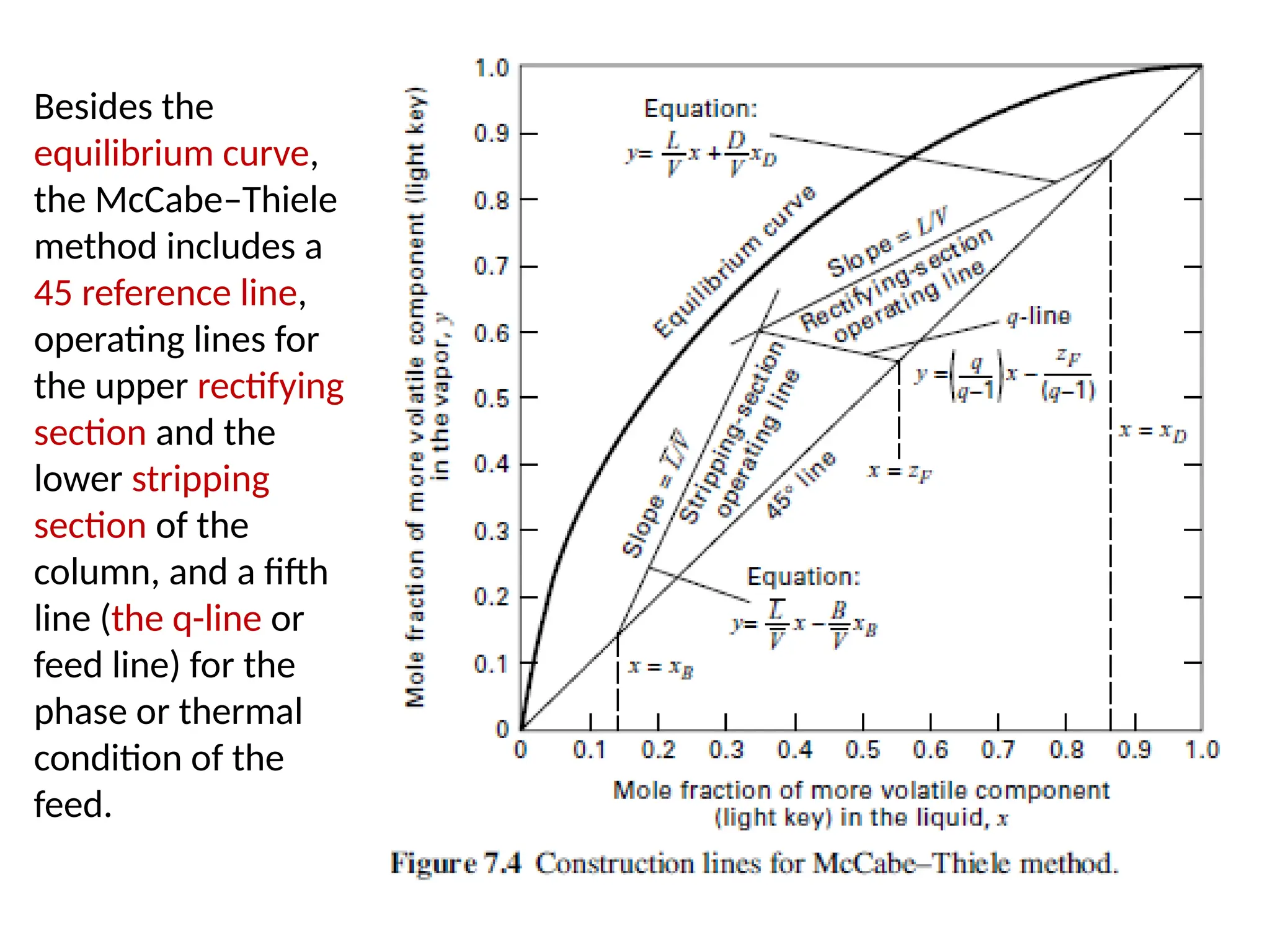
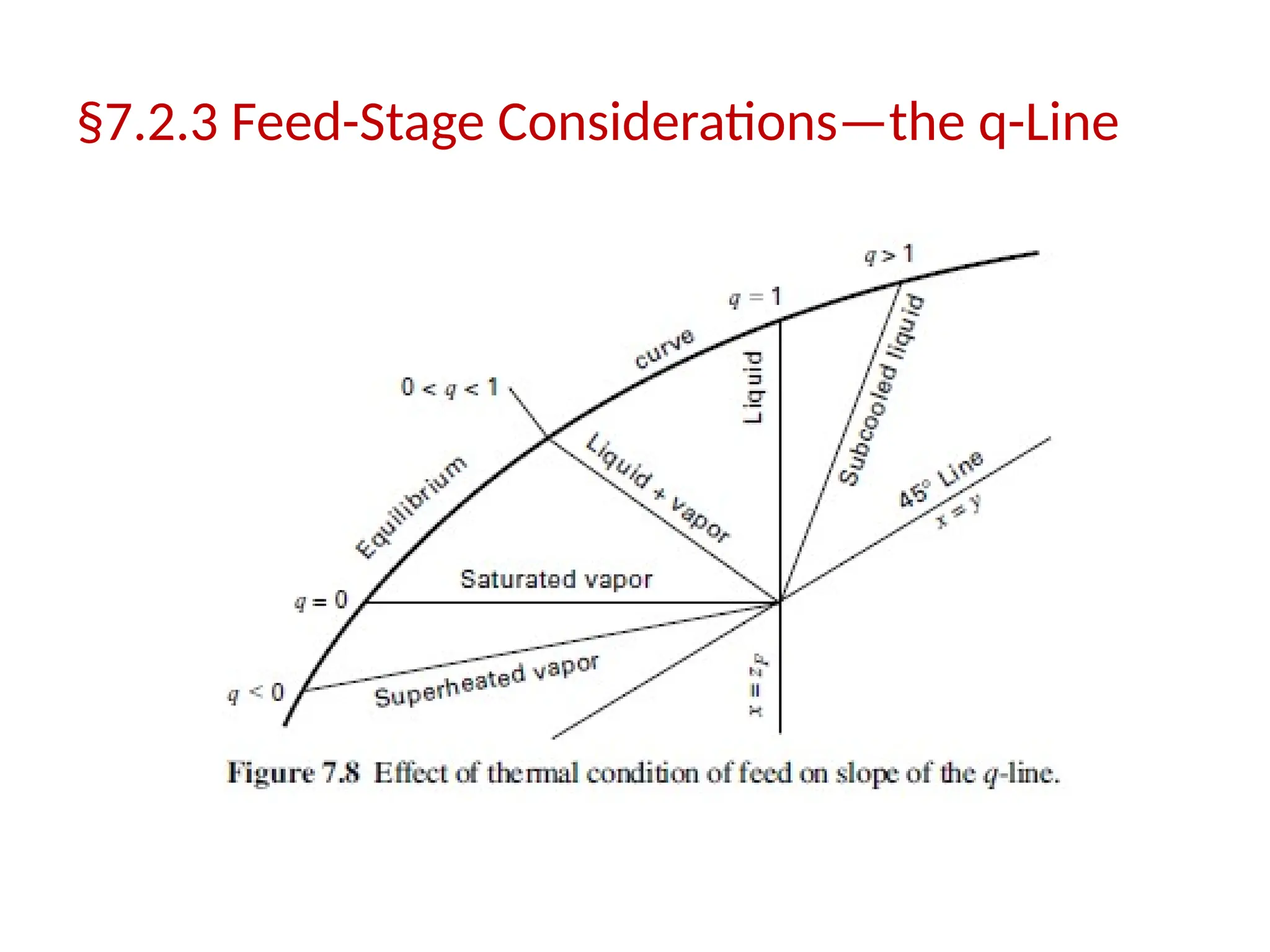
Besides the
equilibrium curve,
theMcCabe–Thiele
method includes a
45 reference line,
operating lines for
the upper rectifying
section and the
lower stripping
section of the
column, and a fifth
line (the q-line or
feed line) for the
phase or thermal
condition of the
feed.
14.
§7.2.1 Rectifying-Section OperatingLine
• The rectifying section of equilibrium
stages extends from the top stage, 1,
to just above the feed stage, f.
• Overall material balance gives:
• A material balance for the LK over the
envelope for the total condenser and
stages 1 to n is:
15.
• For topoperating line to be plotted as a straight line, y = mx + c, L and V
must not vary from stage to stage in the rectifying section.
• This is the case if:
– The two components have equal and constant molar enthalpies of
vaporization (latent heats).
– Component sensible-enthalpy changes (CPDT) and heat of mixing
are negligible compared to latent heat changes.
– The column is insulated, so heat loss is negligible.
– Column pressure is uniform (thus, no pressure drop).
• These are the McCabe–Thiele assumptions leading to the condition of
constant molar overflow in the rectifying section.
• So from the total material balance, if L is constant, then V is also
constant for a fixed D.
• Rewriting the rectifying equation:
• Thus, the slope of the operating line in the rectifying section is a
constant L/V, with V > L and L/V < 1,
16.
• Liquid enteringstage 1 at the top is the external reflux rate, L0, and
its ratio to the distillate rate, L0/D, is reflux ratio R.
• Because of constant molar overflow, R = L/D is a constant in the
rectifying section.
• Since V = L + D, the slope of the operating line is readily related to
the reflux ratio:
• Similarly,
• Combining these equation produces the most useful form of the
operating line for the rectifying section:
17.
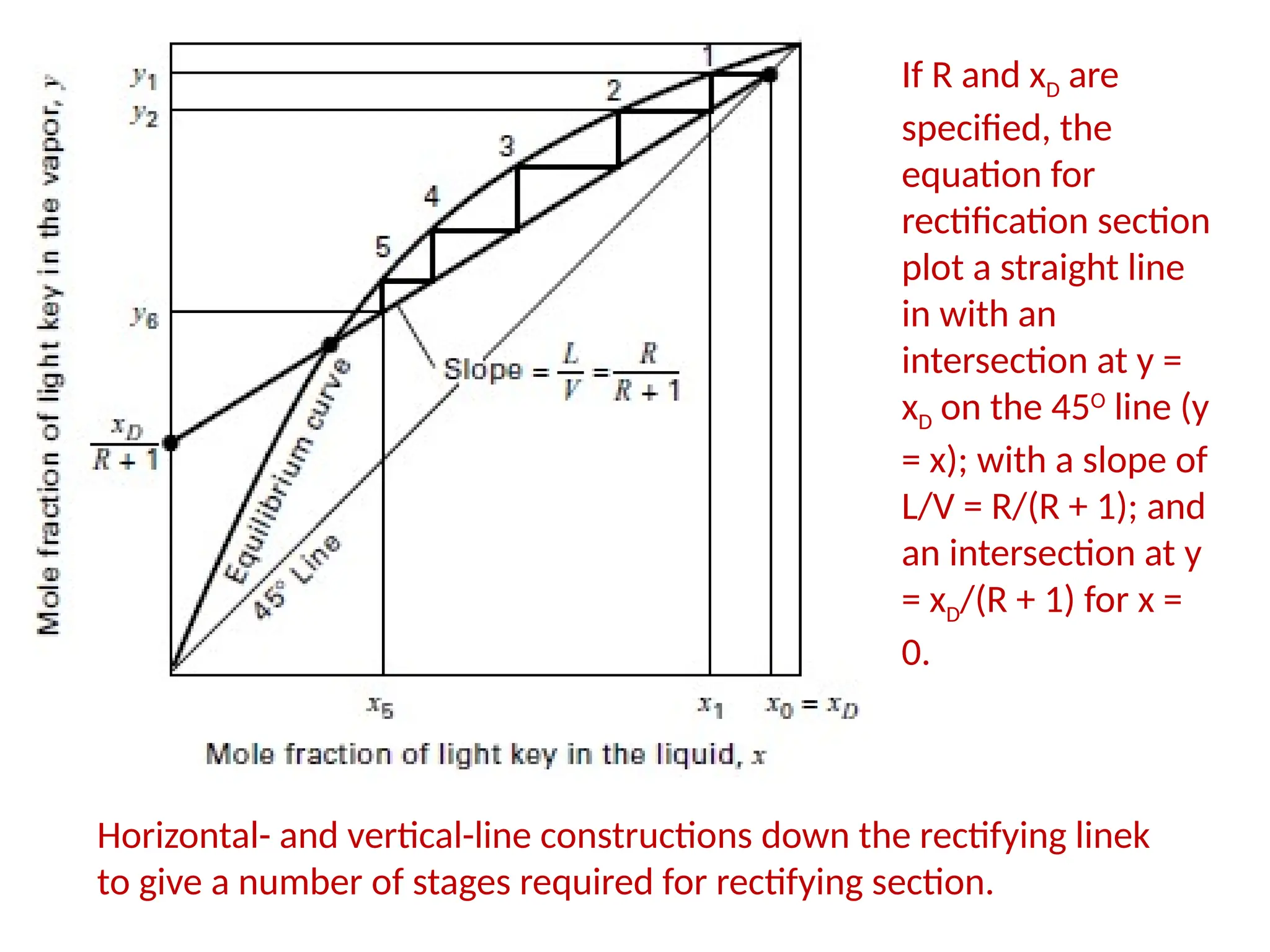
If R andxD are
specified, the
equation for
rectification section
plot a straight line
in with an
intersection at y =
xD on the 45O
line (y
= x); with a slope of
L/V = R/(R + 1); and
an intersection at y
= xD/(R + 1) for x =
0.
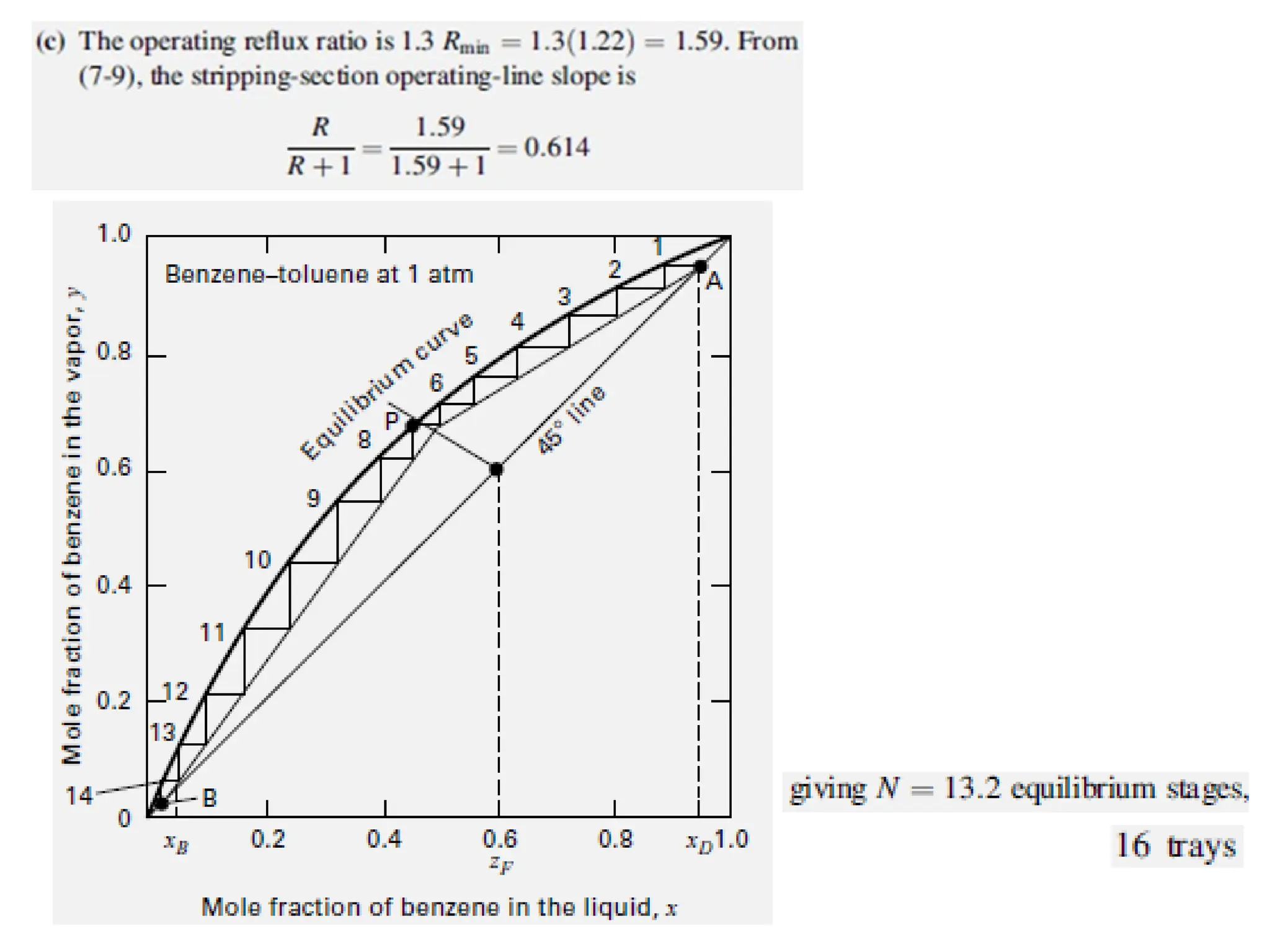
Horizontal- and vertical-line constructions down the rectifying linek
to give a number of stages required for rectifying section.
18.
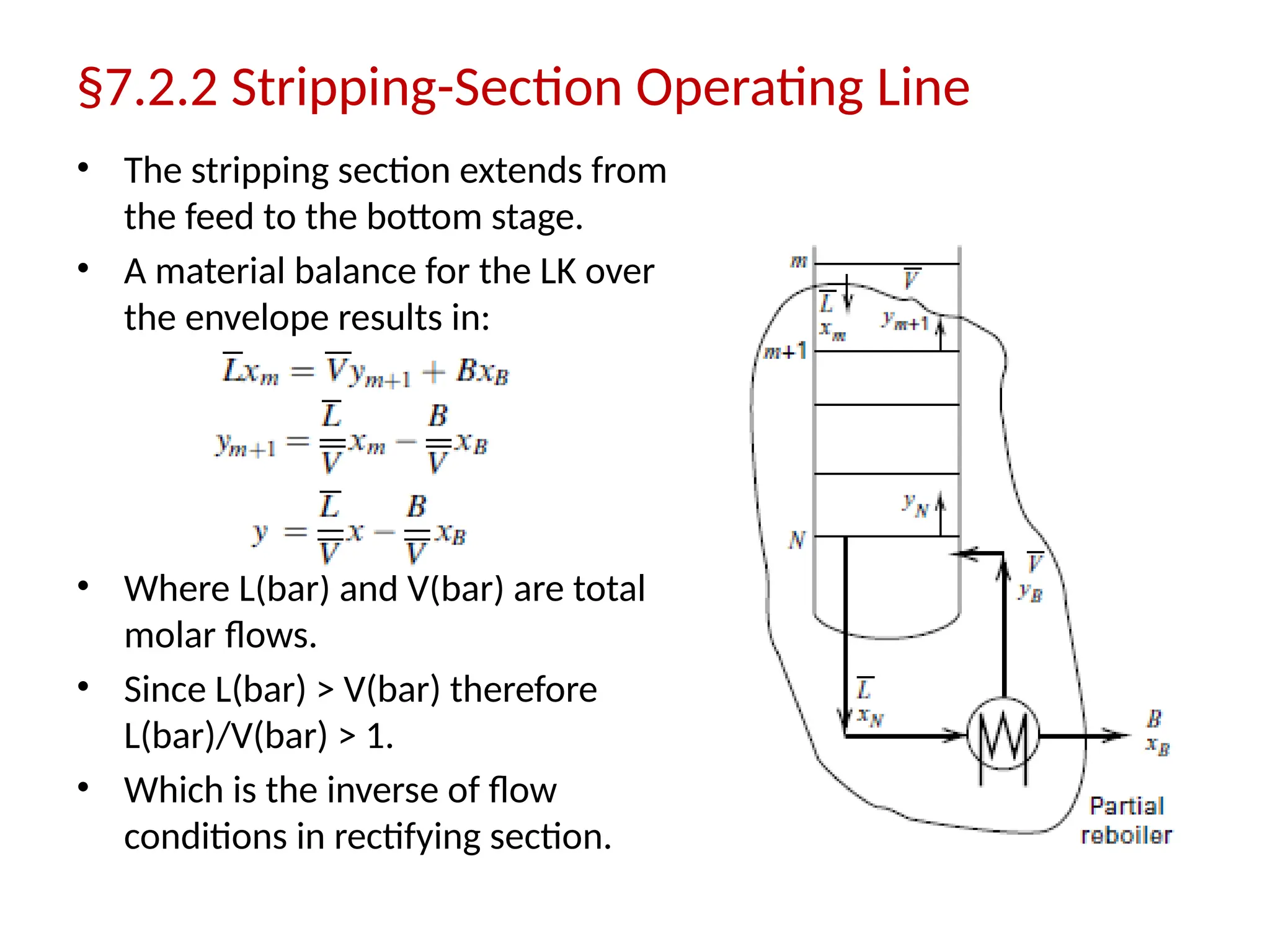
§7.2.2 Stripping-Section OperatingLine
• The stripping section extends from
the feed to the bottom stage.
• A material balance for the LK over
the envelope results in:
• Where L(bar) and V(bar) are total
molar flows.
• Since L(bar) > V(bar) therefore
L(bar)/V(bar) > 1.
• Which is the inverse of flow
conditions in rectifying section.
19.
• Vapor leavingthe partial reboiler is assumed to be in equilibrium
with the liquid bottoms product, B, making the partial reboiler an
equilibrium stage.
• The vapor rate leaving it is the boilup, V(bar)N+1, and its ratio to the
bottoms product rate, V(bar)B = V(bar)N+1/B, is the boilup ratio.
• With the constant-molaroverflow assumption, VB is constant in the
stripping section.
• Since from over all balance: the slop will be then:
• Similarly:
• The operating line written in terms of boilup ratio is:
20.
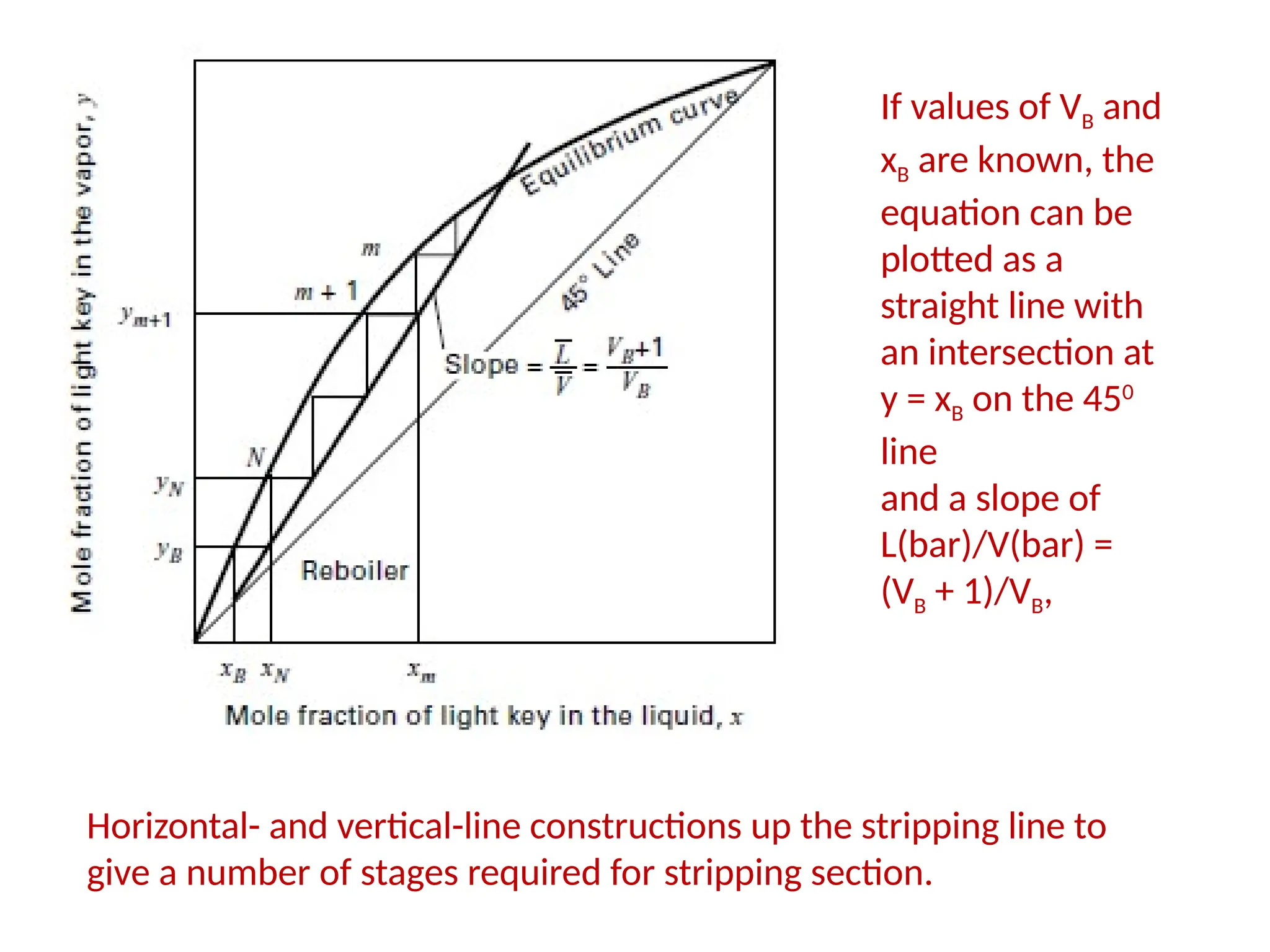
If values ofVB and
xB are known, the
equation can be
plotted as a
straight line with
an intersection at
y = xB on the 450
line
and a slope of
L(bar)/V(bar) =
(VB + 1)/VB,
Horizontal- and vertical-line constructions up the stripping line to
give a number of stages required for stripping section.
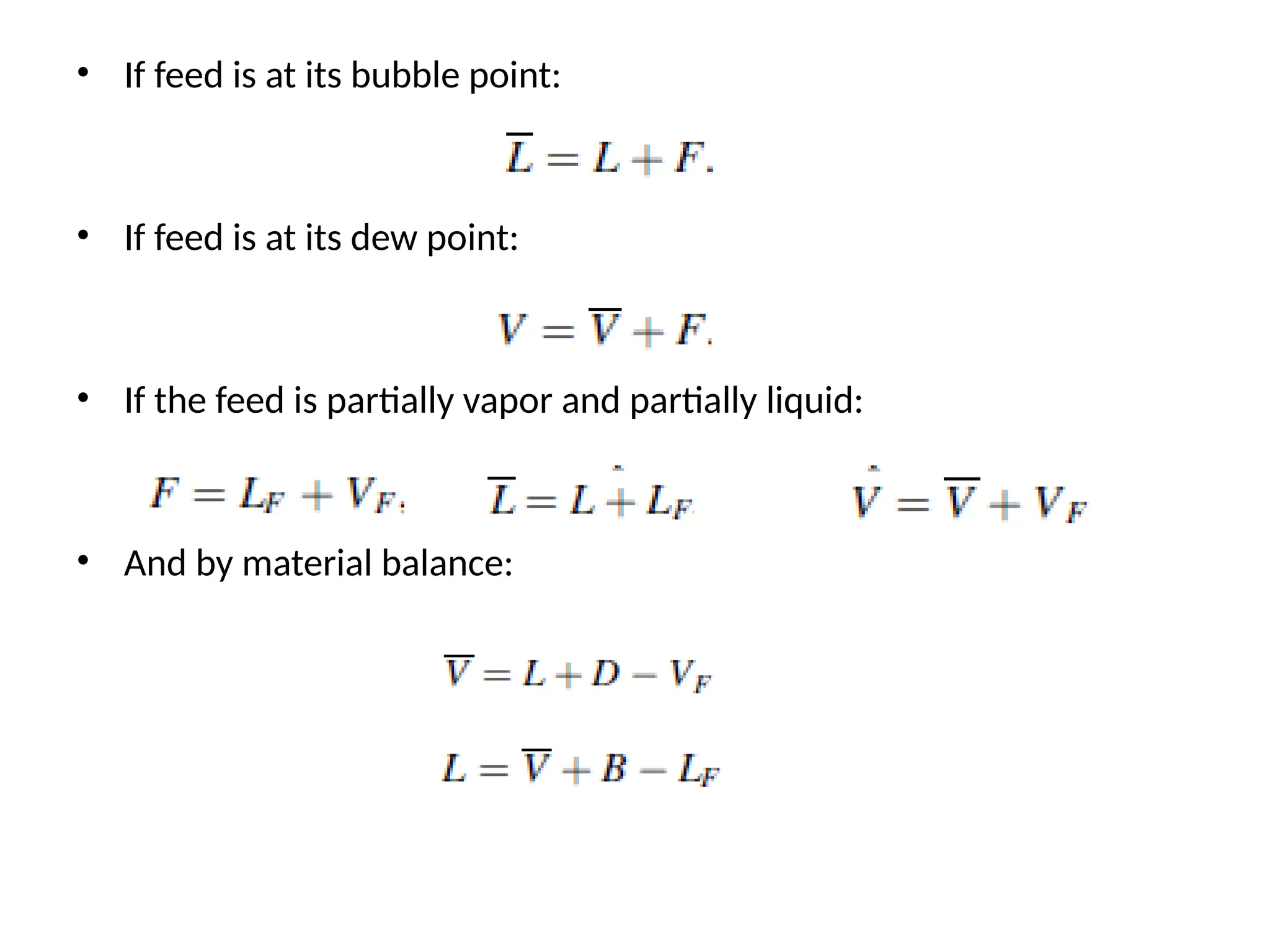
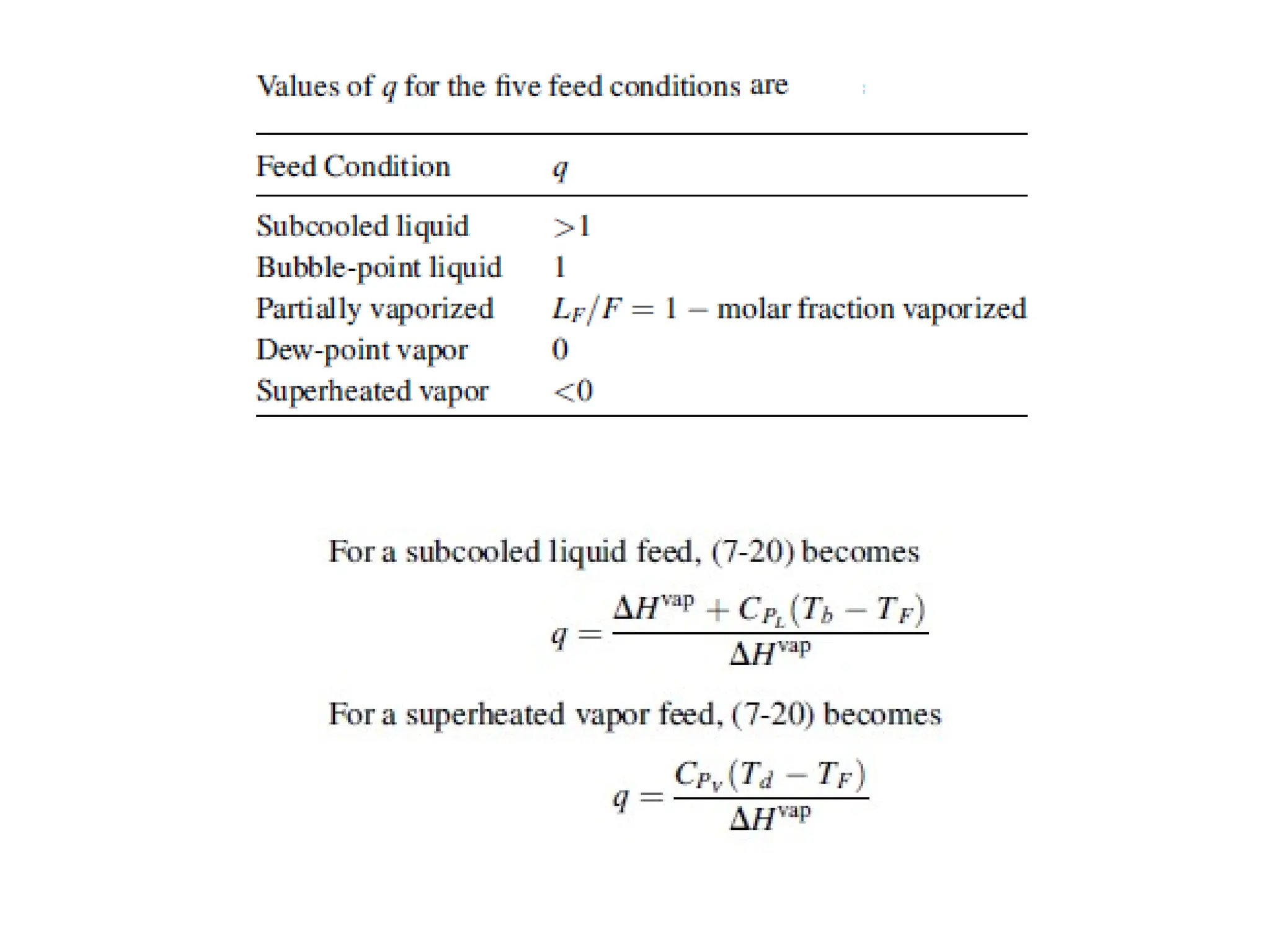
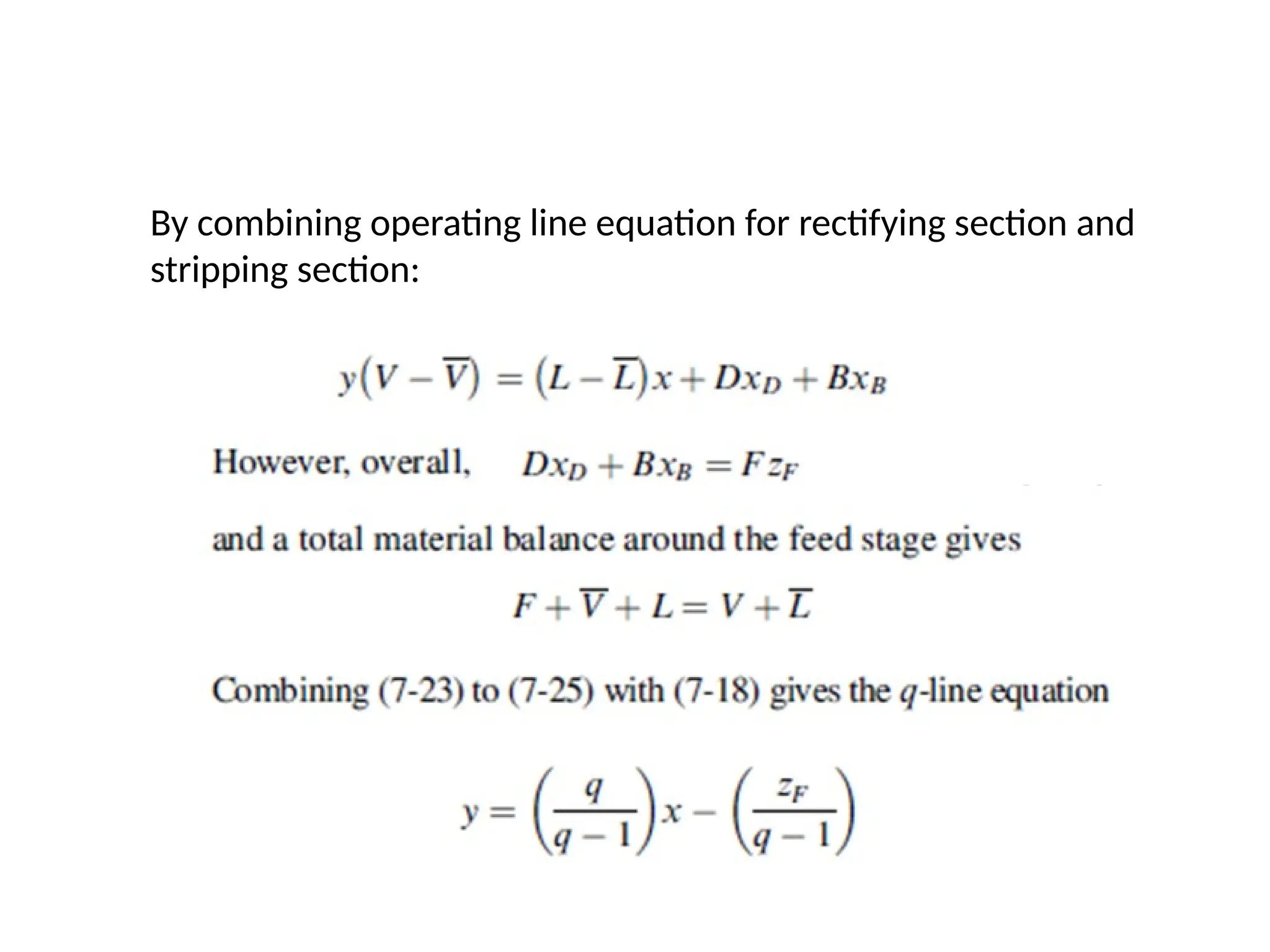
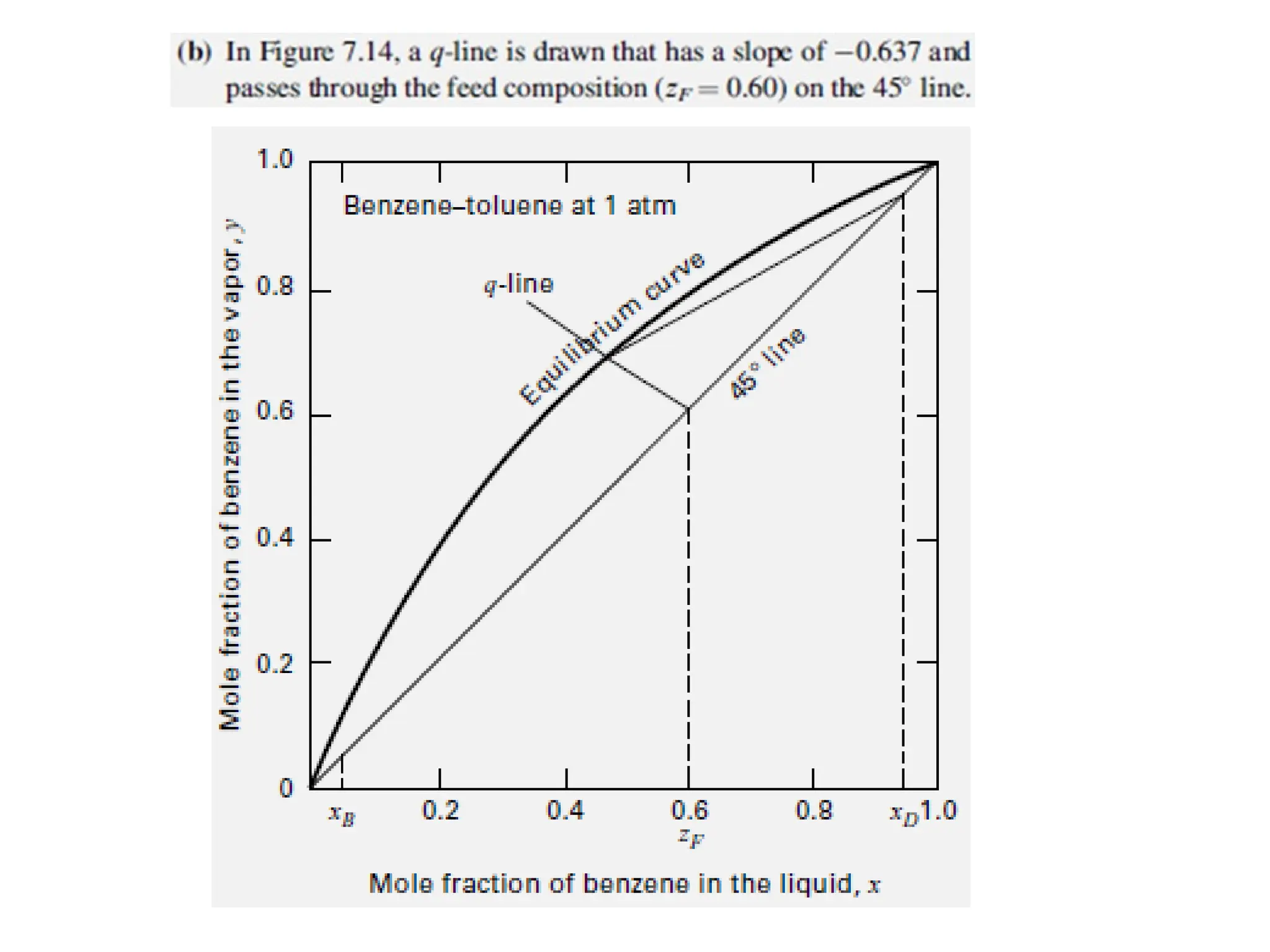
• If feedis at its bubble point:
• If feed is at its dew point:
• If the feed is partially vapor and partially liquid:
• And by material balance:
23.
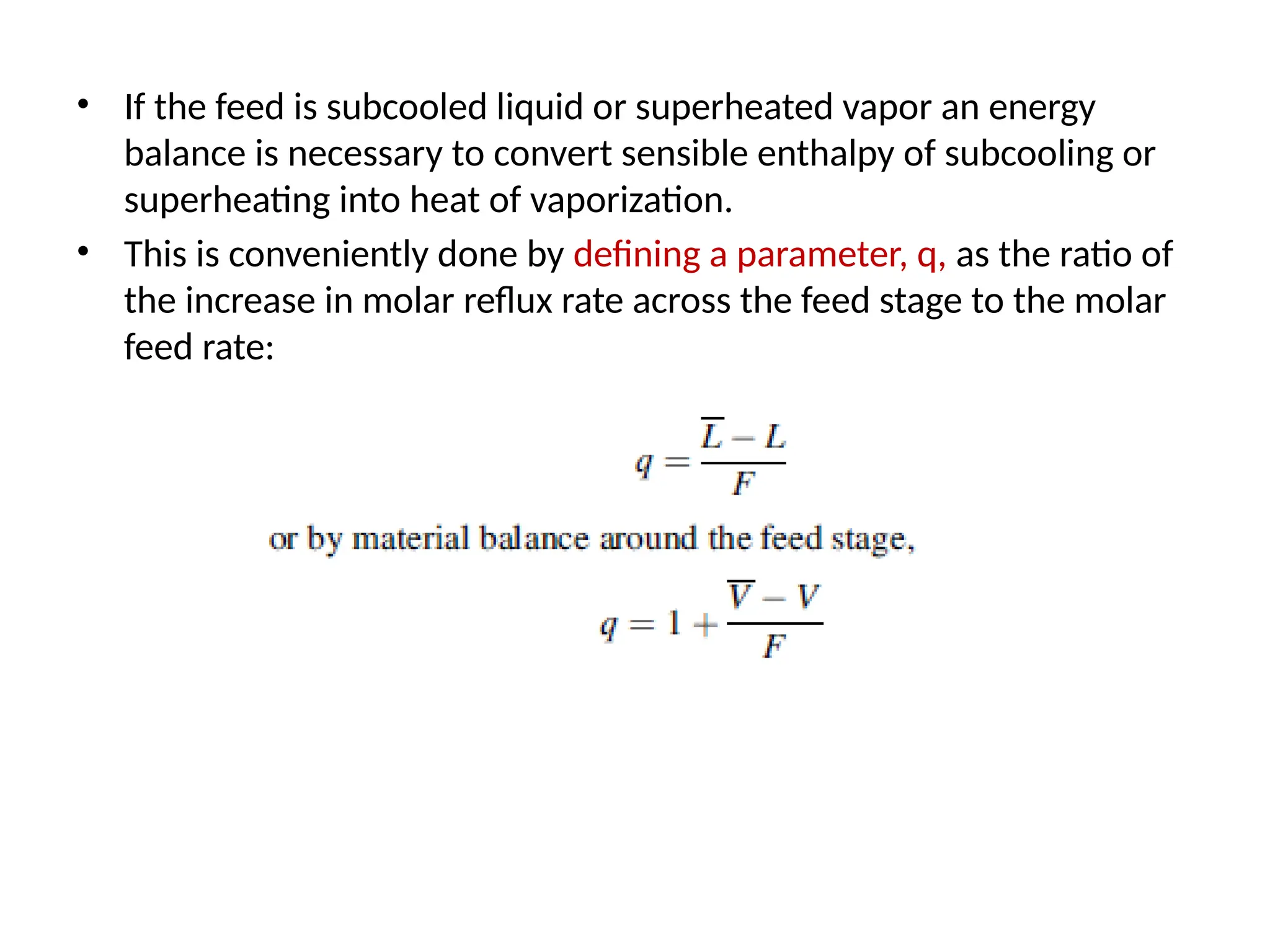
• If thefeed is subcooled liquid or superheated vapor an energy
balance is necessary to convert sensible enthalpy of subcooling or
superheating into heat of vaporization.
• This is conveniently done by defining a parameter, q, as the ratio of
the increase in molar reflux rate across the feed stage to the molar
feed rate:
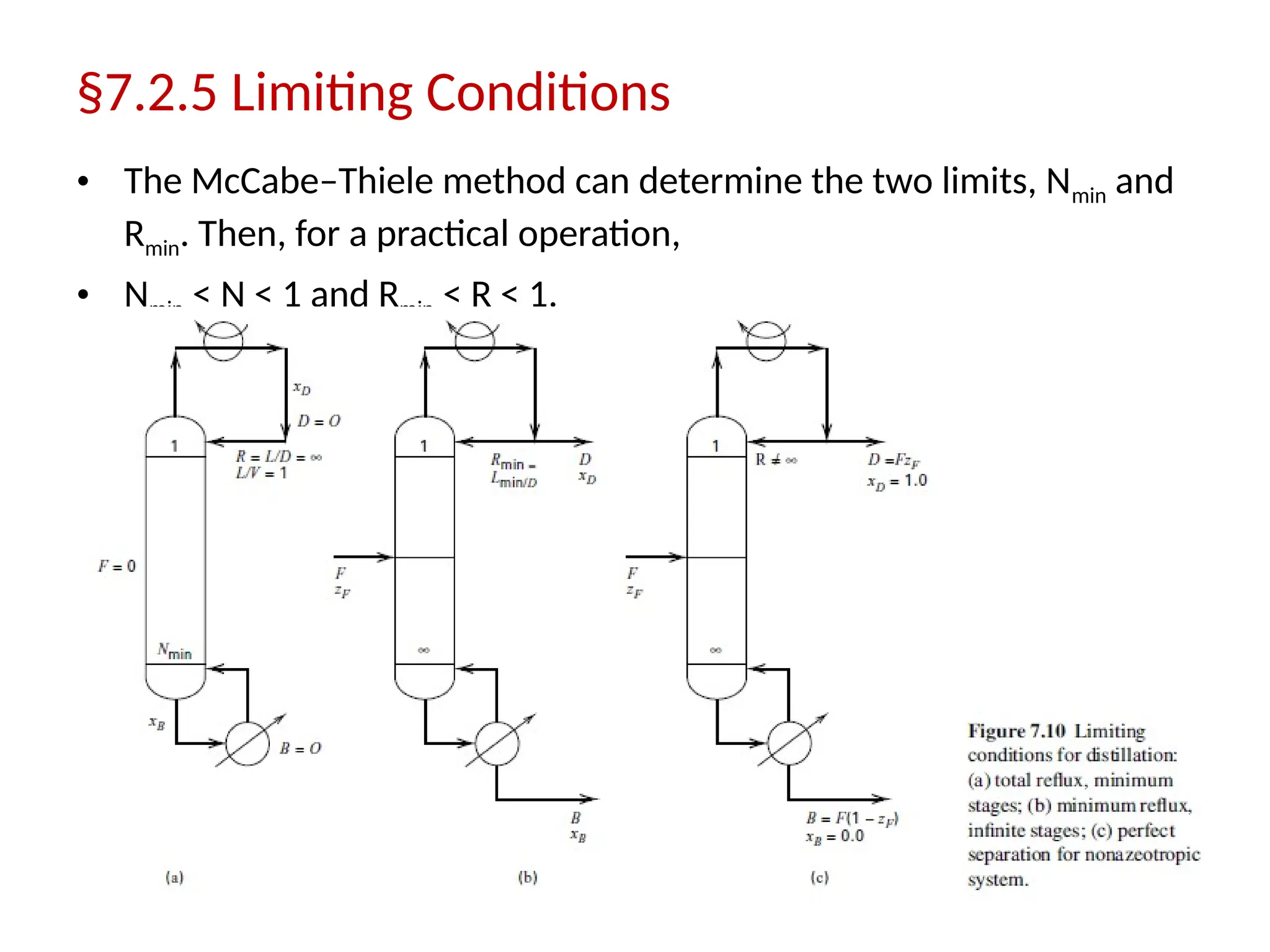
§7.2.5 Limiting Conditions
•The McCabe–Thiele method can determine the two limits, Nmin and
Rmin. Then, for a practical operation,
• Nmin < N < 1 and Rmin < R < 1.
30.
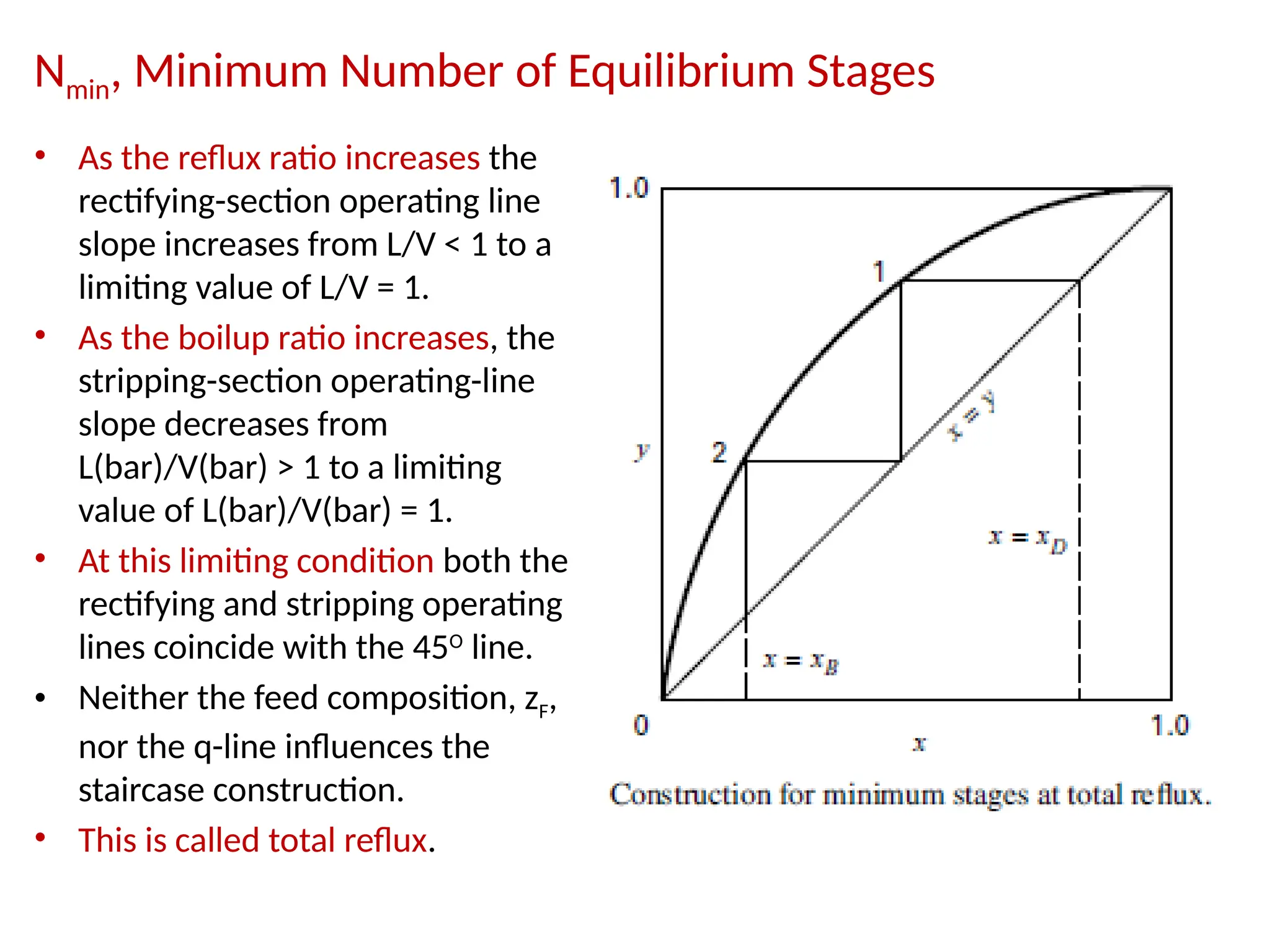
Nmin, Minimum Numberof Equilibrium Stages
• As the reflux ratio increases the
rectifying-section operating line
slope increases from L/V < 1 to a
limiting value of L/V = 1.
• As the boilup ratio increases, the
stripping-section operating-line
slope decreases from
L(bar)/V(bar) > 1 to a limiting
value of L(bar)/V(bar) = 1.
• At this limiting condition both the
rectifying and stripping operating
lines coincide with the 45O
line.
• Neither the feed composition, zF,
nor the q-line influences the
staircase construction.
• This is called total reflux.
31.
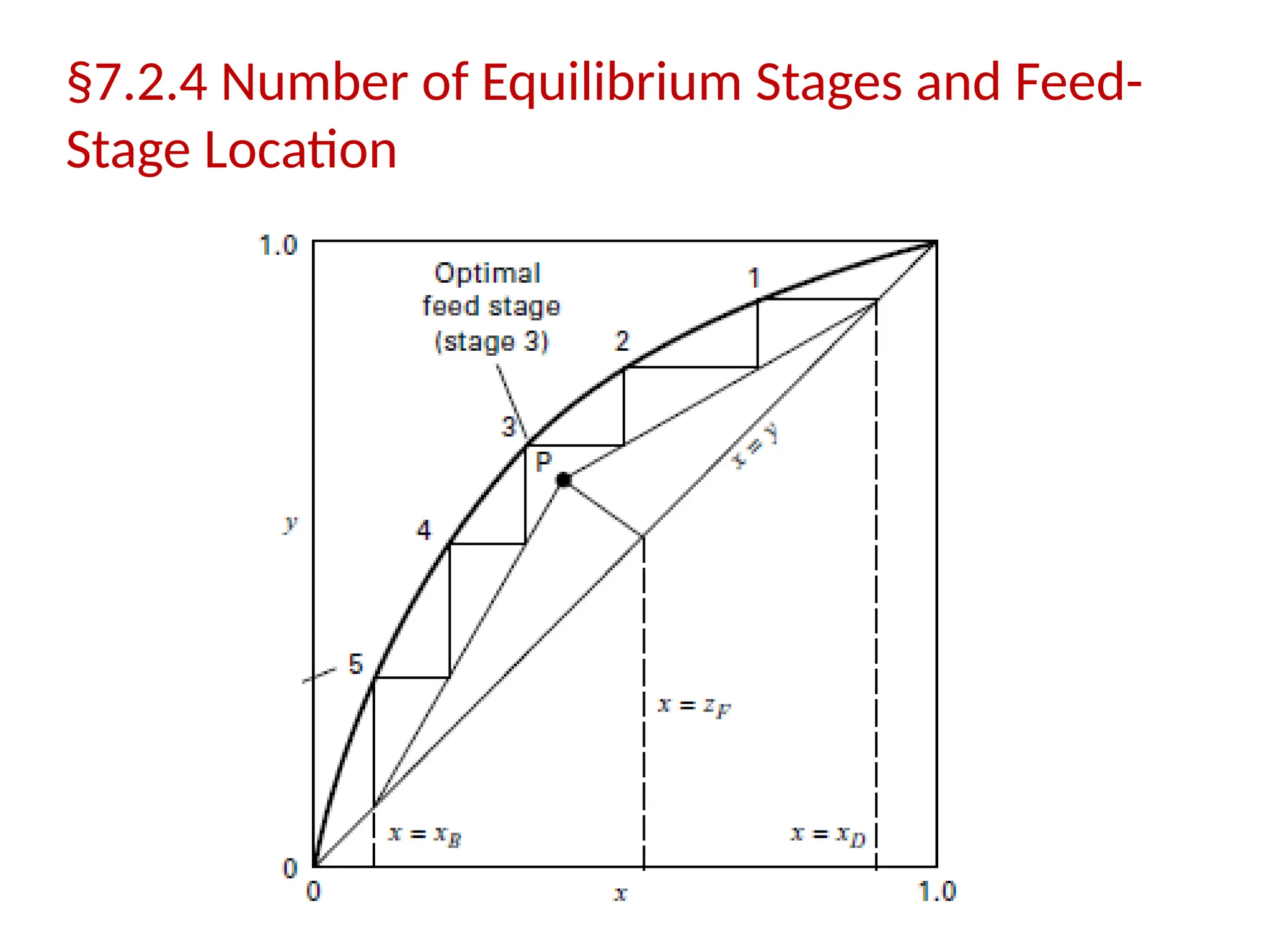
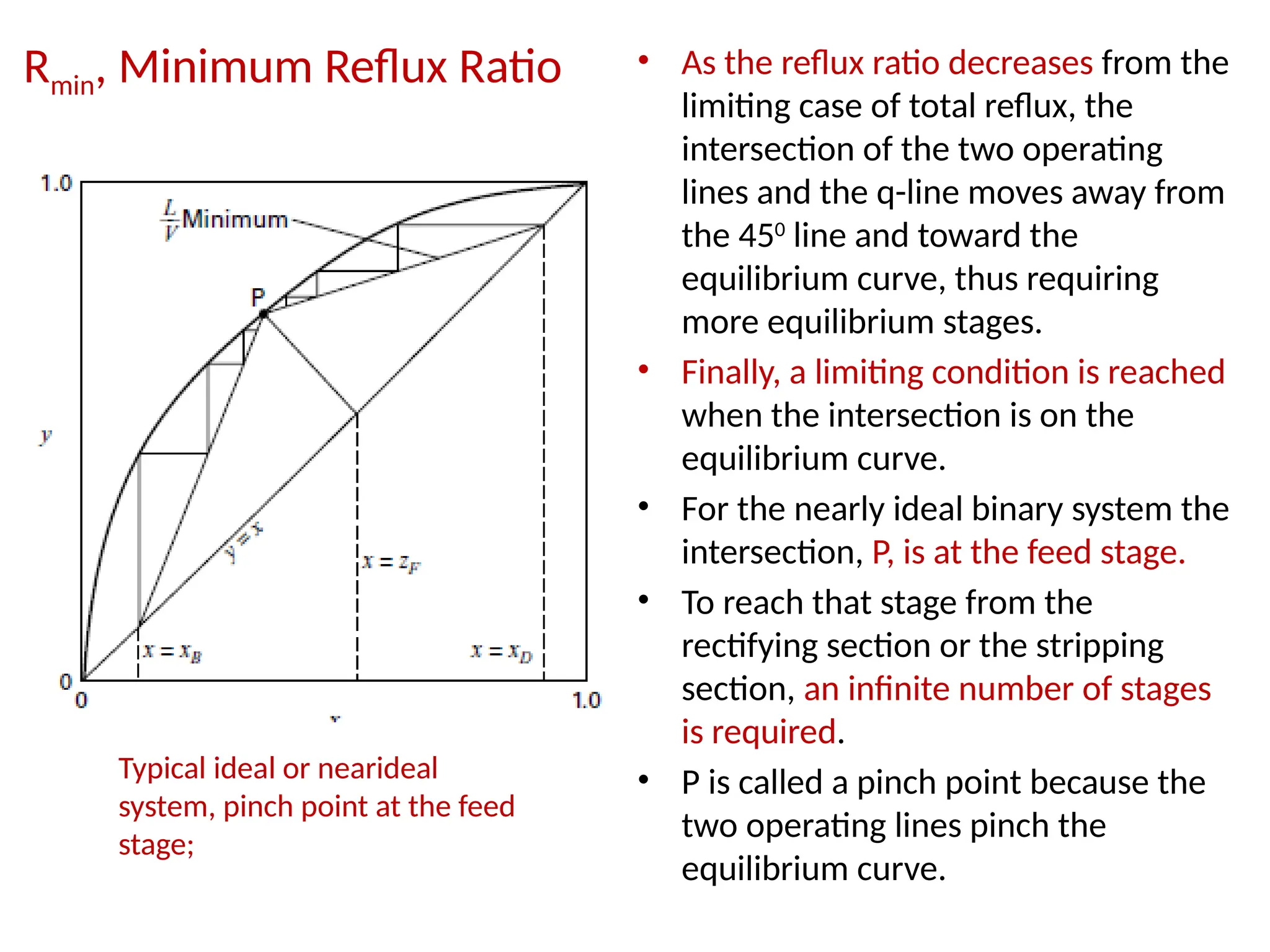
Rmin, Minimum RefluxRatio • As the reflux ratio decreases from the
limiting case of total reflux, the
intersection of the two operating
lines and the q-line moves away from
the 450
line and toward the
equilibrium curve, thus requiring
more equilibrium stages.
• Finally, a limiting condition is reached
when the intersection is on the
equilibrium curve.
• For the nearly ideal binary system the
intersection, P, is at the feed stage.
• To reach that stage from the
rectifying section or the stripping
section, an infinite number of stages
is required.
• P is called a pinch point because the
two operating lines pinch the
equilibrium curve.
Typical ideal or nearideal
system, pinch point at the feed
stage;
32.
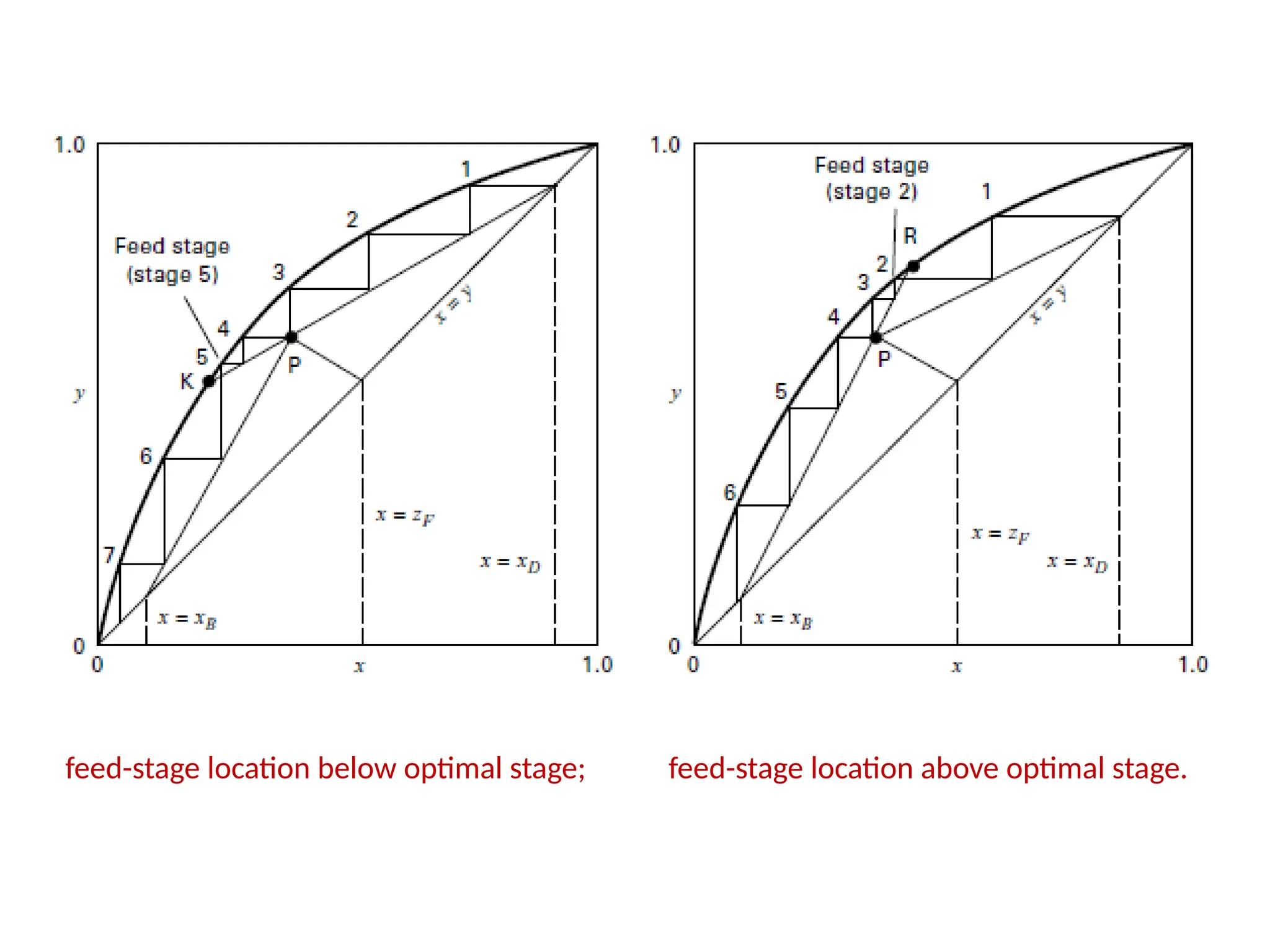
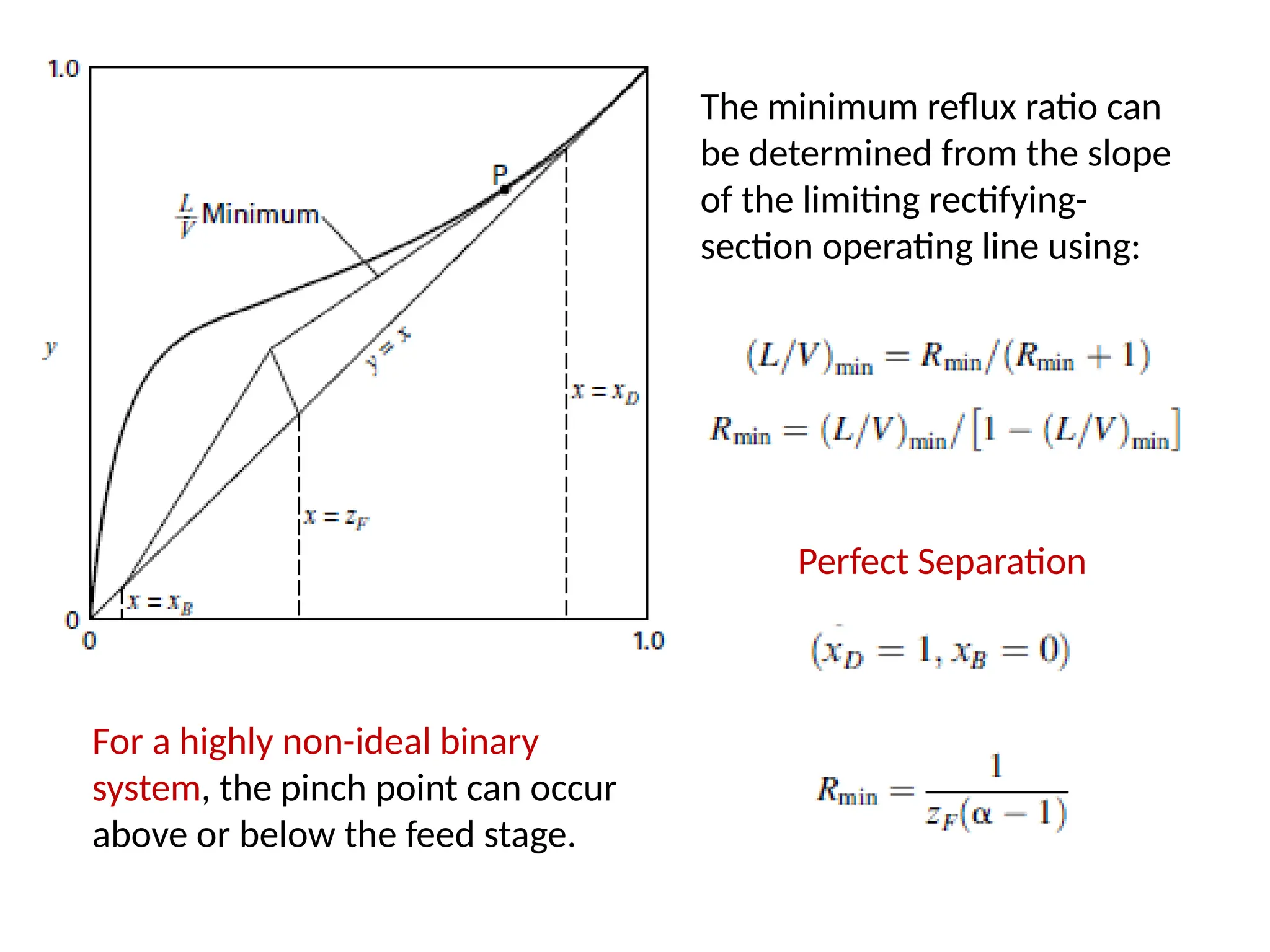
For a highlynon-ideal binary
system, the pinch point can occur
above or below the feed stage.
The minimum reflux ratio can
be determined from the slope
of the limiting rectifying-
section operating line using:
Perfect Separation