Công nghệ hàn điện tiếp xúc
•Download as DOCX, PDF•
0 likes•857 views

Thế nào là hàn điện tiếp xúc? Phương pháp hàn điện tiếp xúc là một trong những phương pháp hàn tiên tiến không cần dùng que hàn hoặc chất trợ dung mà vẫn đảm bảo được mối hàn tốt. Phương pháp hàn này đã được cơ khí hóa và tự động hóa. Máy hàn tiếp xúc có thể đặt trực tiếp trong dây truyền sản xuất. Vì thế trong sản xuất hàng loạt và sản xuất hàng khối, hàn tiếp xúc được dùng rất nhiều.

Recommended
Recommended
More Related Content
Similar to Công nghệ hàn điện tiếp xúc
Similar to Công nghệ hàn điện tiếp xúc (20)
Công nghệ hàn điện tiếp xúc
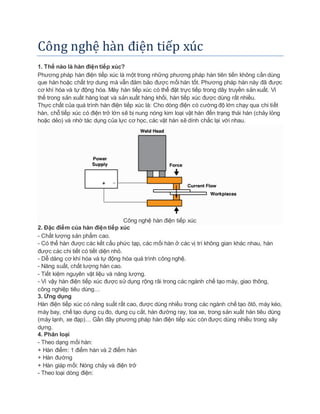
- 1. Công nghệ hàn điện tiếp xúc 1. Thế nào là hàn điện tiếp xúc? Phương pháp hàn điện tiếp xúc là một trong những phương pháp hàn tiên tiến không cần dùng que hàn hoặc chất trợ dung mà vẫn đảm bảo được mối hàn tốt. Phương pháp hàn này đã được cơ khí hóa và tự động hóa. Máy hàn tiếp xúc có thể đặt trực tiếp trong dây truyền sản xuất. Vì thế trong sản xuất hàng loạt và sản xuất hàng khối, hàn tiếp xúc được dùng rất nhiều. Thực chất của quá trình hàn điện tiếp xúc là: Cho dòng điện có cường độ lớn chạy qua chi tiết hàn, chỗ tiếp xúc có điện trở lớn sẽ bị nung nóng kim loại vật hàn đến trạng thái hàn (chảy lỏng hoặc dẻo) và nhờ tác dụng của lực cơ học, các vật hàn sẽ dính chắc lại với nhau. Công nghệ hàn điện tiếp xúc 2. Đặc điểm của hàn điện tiếp xúc - Chất lượng sản phẩm cao. - Có thể hàn được các kết cấu phức tạp, các mối hàn ở các vị trí không gian khác nhau, hàn được các chi tiết có tiết diện nhỏ. - Dễ dàng cơ khí hóa và tự động hóa quá trình công nghệ. - Năng suất, chất lượng hàn cao. - Tiết kiệm nguyên vật liệu và năng lượng. - Vì vậy hàn điện tiếp xúc được sử dụng rộng rãi trong các ngành chế tạo máy, giao thông, công nghiệp tiêu dùng… 3. Ứng dụng Hàn điện tiếp xúc có năng suất rất cao, được dùng nhiều trong các ngành chế tạo ôtô, máy kéo, máy bay, chế tạo dụng cụ đo, dụng cụ cắt, hàn đường ray, toa xe, trong sản xuất hàn tiêu dùng (máy lạnh, xe đạp)… Gần đây phương pháp hàn điện tiếp xúc còn được dùng nhiều trong xây dựng. 4. Phân loại - Theo dạng mối hàn: + Hàn điểm: 1 điểm hàn và 2 điểm hàn + Hàn đường + Hàn giáp mối: Nóng chảy và điện trở - Theo loại dòng điện:
- 2. + Dòng 1 chiều + Dòng xoay chiều + Dòng xung - Theo dạng mối hàn 5. Sự hình thành của một mối hàn tiếp xúc Thao tác hàn điểm bao gồm sự sử dụng đồng thời của cường độ dòng điện và thời gian dòng điện chạy qua. Dòng điện này phải chạy qua 1 mạch kín. Sự liên tục của nó được đảm bảo bởi áp lực tác dụng vào các điện cực mà các điện cực này được tạo hình phù hợp để cung cấp mật độ dòng điện và áp lực cần thiết. Toàn bộ các bước tiếp theo nhằm cung cấp lượng nhiệt cần thiết để tăng thể tích tiếp xúc của kim loại, dưới áp lực, đạt tới nhiệt độ mà tại đó kim loại nóng chảy hoặc bắt đầu nóng chảy, nhưng nhiệt độ không được quá cao để phần kim loại nóng chảy này bị ép ra khỏi vùng được hàn. Tốc độ nâng và hạ nhiệt phải đủ nhanh để có được tốc độ hàn “kinh tế” nhưng cũng không được quá nhanh để tránh tạo pha lạ hoặc mối hàn dòn. Tốc độ nâng và hạ nhiệt cùng mới thời gian giữ nhiệt được xác định dựa vào các thuộc tính của kim loại được hàn và khả năng cho phép của thiết bị có sẵn.