
Recommended
Recommended
More Related Content
Recently uploaded
Featured
Featured (20)
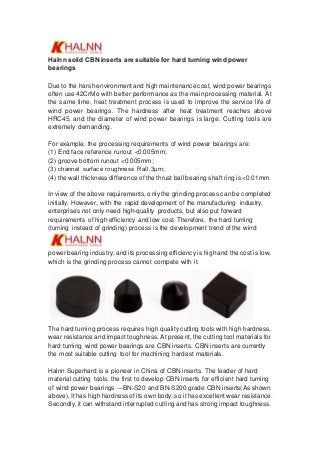
Halnn solid CBN inserts are suitable for hard turning wind power bearings
- 1. Halnn solid CBN inserts are suitable for hard turning wind power bearings Due to the harsh environment and high maintenance cost, wind power bearings often use 42CrMo with better performance as the main processing material. At the same time, heat treatment process is used to improve the service life of wind power bearings. The hardness after heat treatment reaches above HRC45, and the diameter of wind power bearings is large. Cutting tools are extremely demanding. For example, the processing requirements of wind power bearings are: (1) End face reference runout <0.005mm; (2) groove bottom runout <0.005mm; (3) channel surface roughness Ra0.3μm; (4) the wall thickness difference of the thrust ball bearing shaft ring is <0.01mm. In view of the above requirements, only the grinding process can be completed initially. However, with the rapid development of the manufacturing industry, enterprises not only need high-quality products, but also put forward requirements of high efficiency and low cost. Therefore, the hard turning (turning instead of grinding) process is the development trend of the wind power bearing industry, and its processing efficiency is highand the cost is low, which is the grinding process cannot compete with it. The hard turning process requires high quality cutting tools with high hardness, wear resistance and impact toughness. At present, the cutting tool materials for hard turning wind power bearings are CBN inserts. CBN inserts are currently the most suitable cutting tool for machining hardest materials. Halnn Superhard is a pioneer in China of CBN inserts. The leader of hard material cutting tools, the first to develop CBN inserts for efficient hard turning of wind power bearings ---BN-S20 and BN-S200 grade CBN inserts(As shown above), It has high hardness of its own body, so it has excellent wear resistance. Secondly, it can withstand interrupted cutting and has strong impact toughness.
- 2. Finally, dry cutting is used to effectively reduce environmental pollution. The specific processing results are as follows: (1) Halnn BN-S20 grade CBN inserts finish turning wind power bearing ring BN-S20 Solid CBN inserts processing bearings Machining Part: Pitch bearing ring for wind power 1.5MW unit Workpiece Hardness: HRC 47~55 Cutting Type: Dry Cutting Machining Materials:42CrMo Inserts Grade:BN-S20 CNMN120408 Cutting Parameters: Vc=90-150m/min, ap=1-4mm,Fr=0.05-0.35mm。 Comparison with the grinding process: In terms of time: all the grinding process is more than 18 hours, and the use of Halnn BN-S20 grade CBN inserts takes only 4.5 hours. In terms of tool durability: BN-S20 grade CBN inserts can finish turning more than 30 sets of ferrules; material consumables only have 1/5 of grinding; the tool has high durability and lower cost of use. (2) Halnn BN-S200 grade CBN inserts hard turning wind power bearing raceway BN-S200 Solid CBN inserts finish turning bearings Machining Part: wind power bearing raceway Workpiece Hardness: HRC 47~55 Cutting Type: Dry Cutting Machining Materials:42CrMo Inserts Grade:BN-S200 RCGX090700 Cutting Parameters: ap=0.5mm,Fr=0.45mm/r, Vc=110m/min Testing Performance
- 3. Inserts Materials Linear Speed (m/min) Life time/edge Roughness Halnn BN-S20 110 8 Ra0.6~1.0 Ceramic Inserts 90 1 Ra0.8~1.6