Definition:
Validation isthe documented act of
demonstrating that a process, method, or
system consistently produces results that meet
predefined acceptance criteria.
Purpose in Pharmacy:
Ensure product safety, quality, and efficacy.
Compliance with regulatory requirements.
Minimize risk of errors and recalls.
Introduction
3.
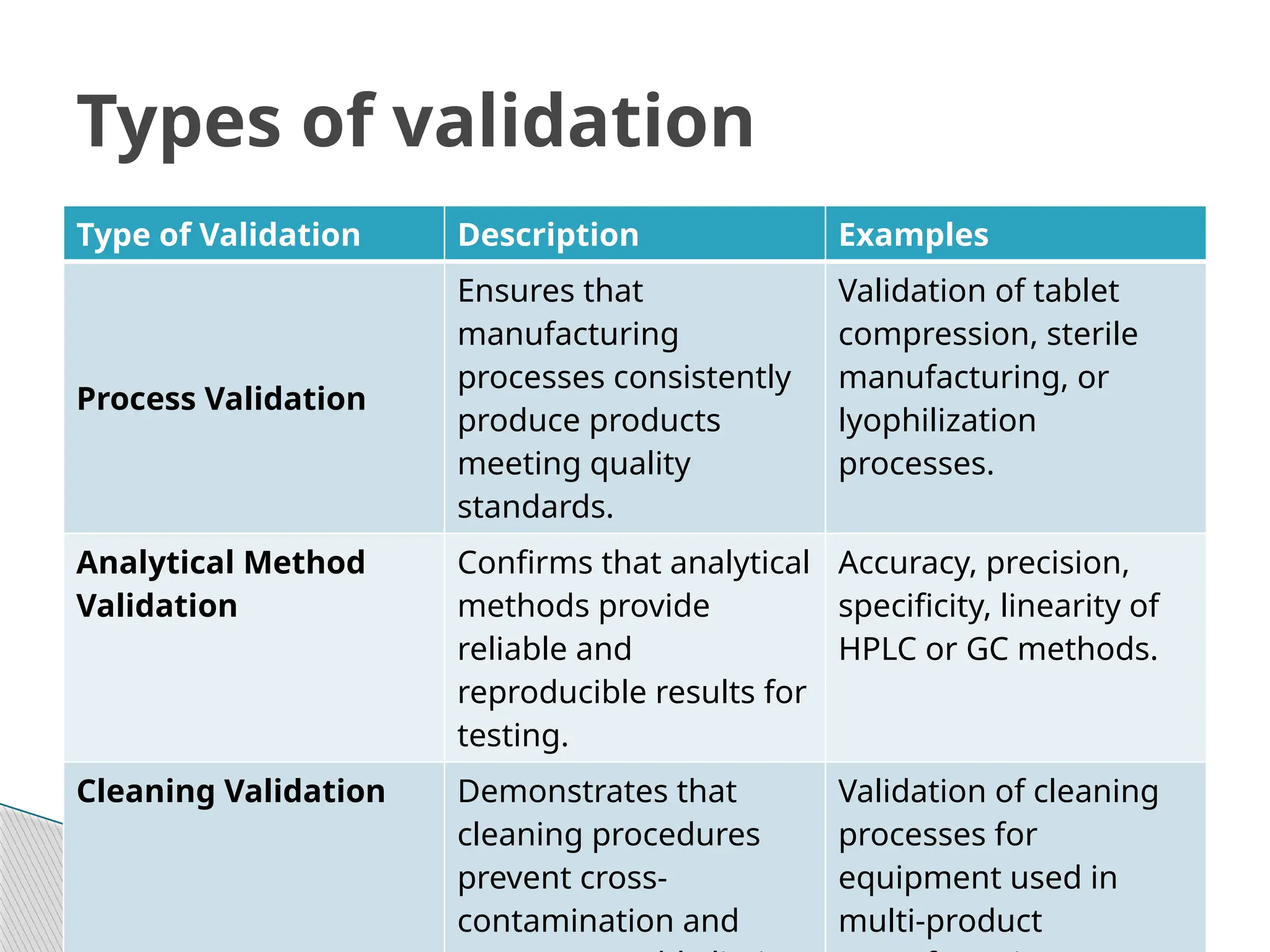
Type of ValidationDescription Examples
Process Validation
Ensures that
manufacturing
processes consistently
produce products
meeting quality
standards.
Validation of tablet
compression, sterile
manufacturing, or
lyophilization
processes.
Analytical Method
Validation
Confirms that analytical
methods provide
reliable and
reproducible results for
testing.
Accuracy, precision,
specificity, linearity of
HPLC or GC methods.
Cleaning Validation Demonstrates that
cleaning procedures
prevent cross-
contamination and
Validation of cleaning
processes for
equipment used in
multi-product
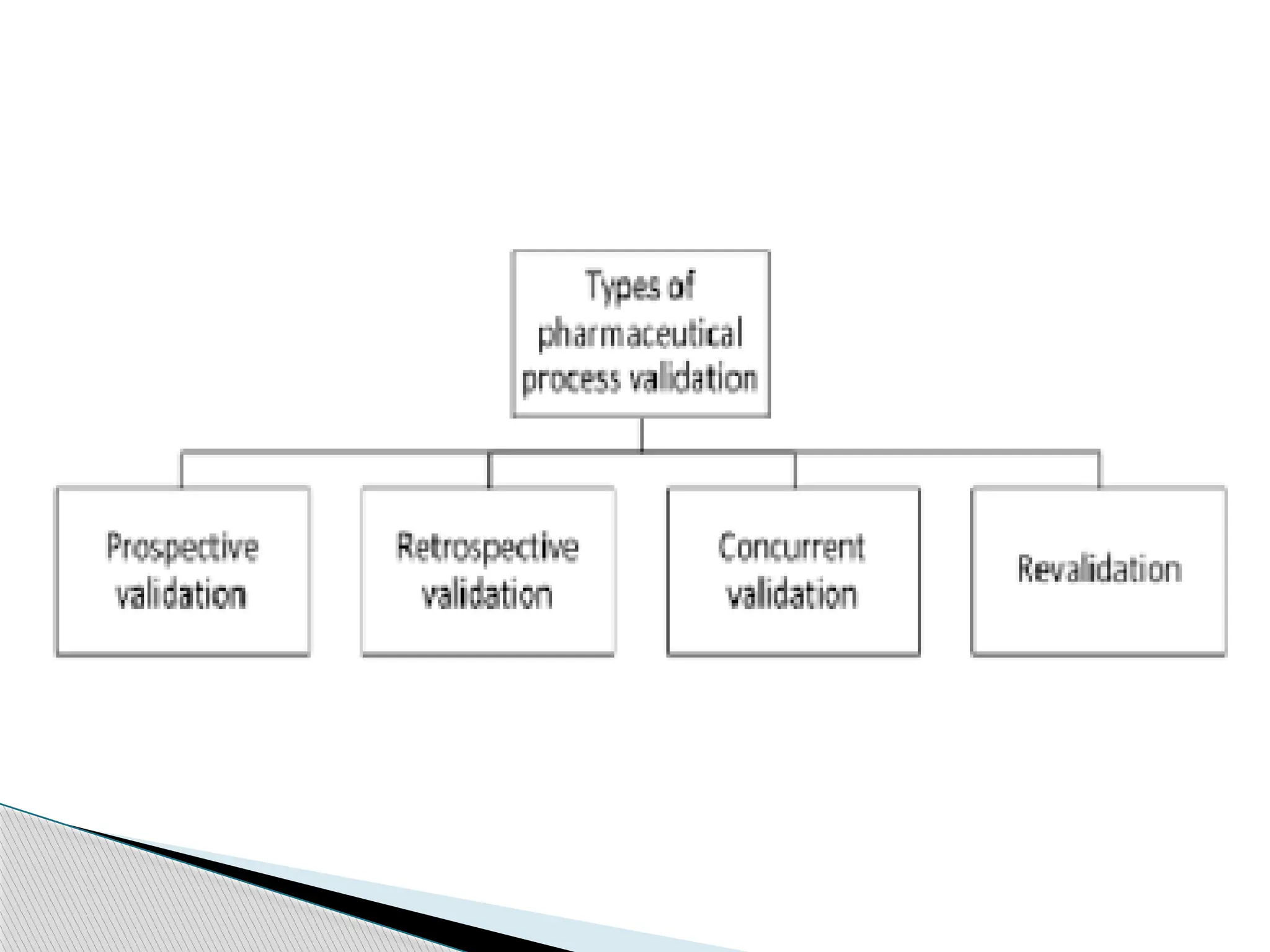
Types of validation
4.
Equipment Validation
(QUALIFICATION)
Ensures that
equipmentfunctions as
intended and meets
design specifications.
Installation
Qualification (IQ),
Operational
Qualification (OQ), and
Performance
Qualification (PQ) for
manufacturing
equipment.
Computer System
Validation
Validates computerized
systems used in
operations meet
regulatory and
operational
requirements.
Validation of software
for laboratory
management systems
(LIMS) or enterprise
resource planning (ERP)
tools.
5.
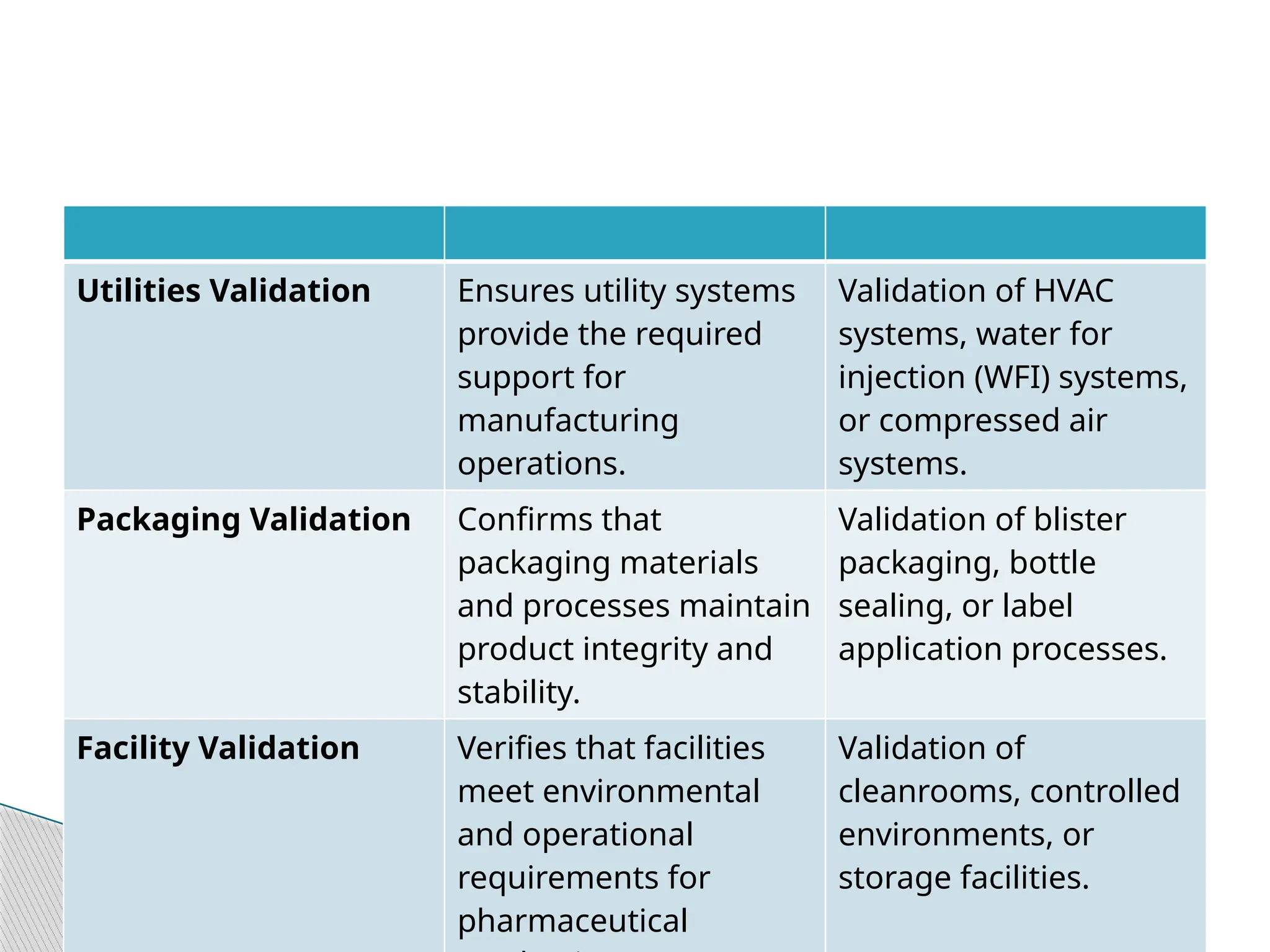
Utilities Validation Ensuresutility systems
provide the required
support for
manufacturing
operations.
Validation of HVAC
systems, water for
injection (WFI) systems,
or compressed air
systems.
Packaging Validation Confirms that
packaging materials
and processes maintain
product integrity and
stability.
Validation of blister
packaging, bottle
sealing, or label
application processes.
Facility Validation Verifies that facilities
meet environmental
and operational
requirements for
pharmaceutical
Validation of
cleanrooms, controlled
environments, or
storage facilities.
6.
Qualification
Phases:
◦ DesignQualification (DQ): Documenting the design
to meet requirements.
◦ Installation Qualification (IQ): Verifying that
equipment is installed correctly.
◦ Operational Qualification (OQ): Testing equipment
functionality.
◦ Performance Qualification (PQ): Confirming
equipment performs under actual conditions.
Types of Validation
7.
Process Validation
Ensuresthat the manufacturing process
consistently produces products that meet
specifications.
9.
Analytical MethodValidation
Validates methods used for testing drug
products or ingredients.
Parameters: Accuracy, precision, specificity,
linearity, range, robustness, and system
suitability.
10.
Cleaning Validation
Ensuresthat cleaning procedures consistently
remove residues and contaminants to
acceptable levels.
Critical in avoiding cross-contamination.
11.
Computer SystemValidation (CSV):
Ensures computer systems used in
pharmaceutical processes are reliable and
meet regulatory standards.
12.
Key Guidelines andAgencies:
WHO: Good Manufacturing Practices (GMP)
guidelines.
FDA: Process Validation Guidance (2011).
EMA: Validation in EU-GMP Annex 15.
ICH Guidelines: Q7 (GMP for APIs), Q8
(Pharmaceutical Development), etc.
Regulatory Framework for
Validation
1-Planning and Preparation:
Definescope and objectives.
Assemble a validation team.
2-Risk Assessment:
Identify critical quality attributes (CQAs) and
critical process parameters (CPPs).
Steps in a Validation Process
15.
Critical qualityattributes (CQAs)
A physical, chemical, biological, or
microbiological property or characteristic that
must be within an appropriate limit to ensure
the desired product quality.
Critical process parameters (CPPs)
A process variable that affects a CQA and
should be monitored or controlled to ensure
the desired quality. Examples of CPPs include
temperature, pH, pressure, and mixing speed.
16.
3-Execution:
Perform tests andcollect data.
4-Review and Approval:
Analyze results and document findings.
5-Monitoring and Revalidation:
Continuous monitoring to ensure ongoing
compliance.
17.
Ensures patientsafety and public trust.
Reduces production errors and variability.
Aids in regulatory compliance, avoiding legal
and financial penalties
Supports product consistency and reliability.
Importance of Validation in
Pharmacy