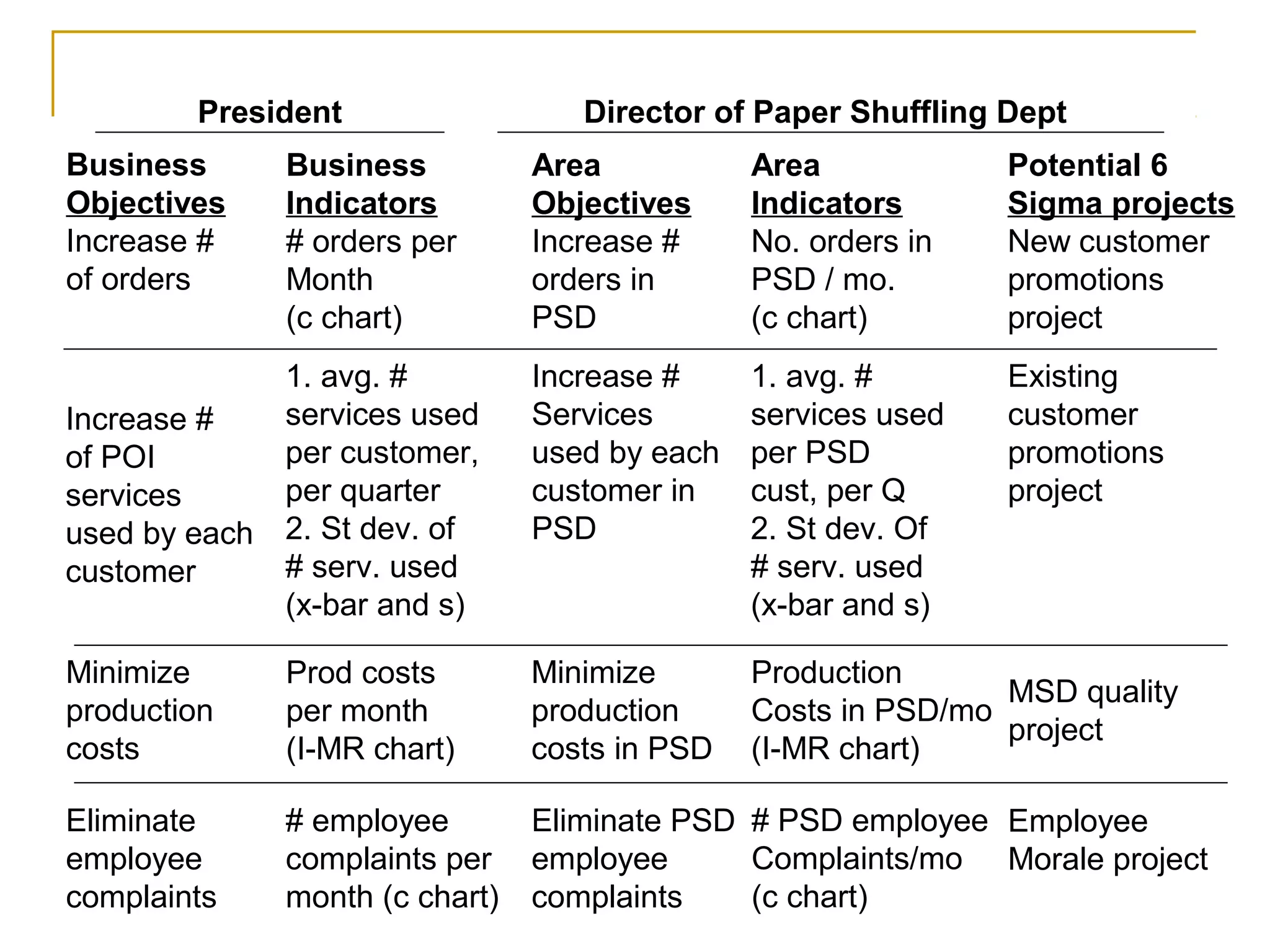
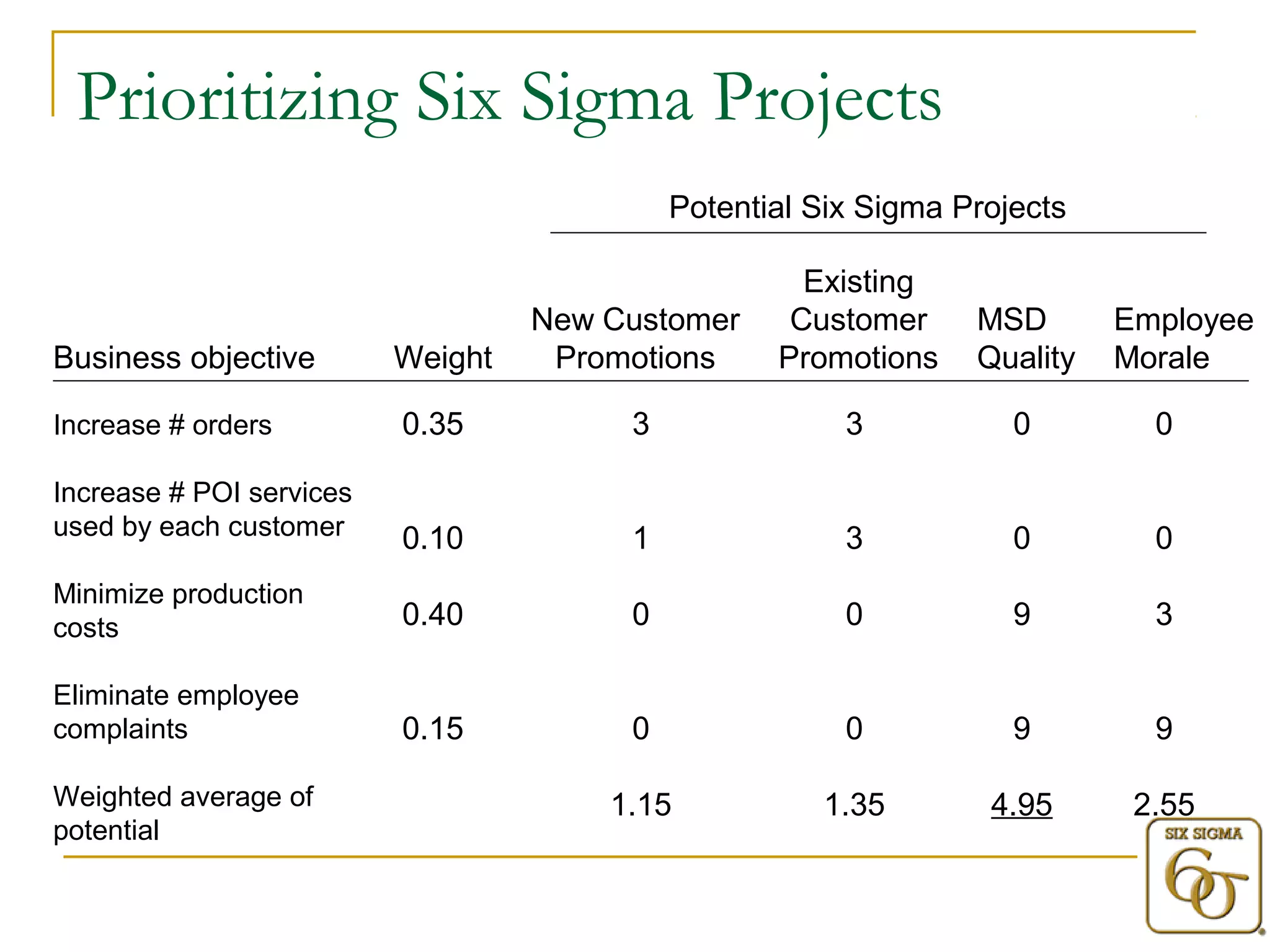
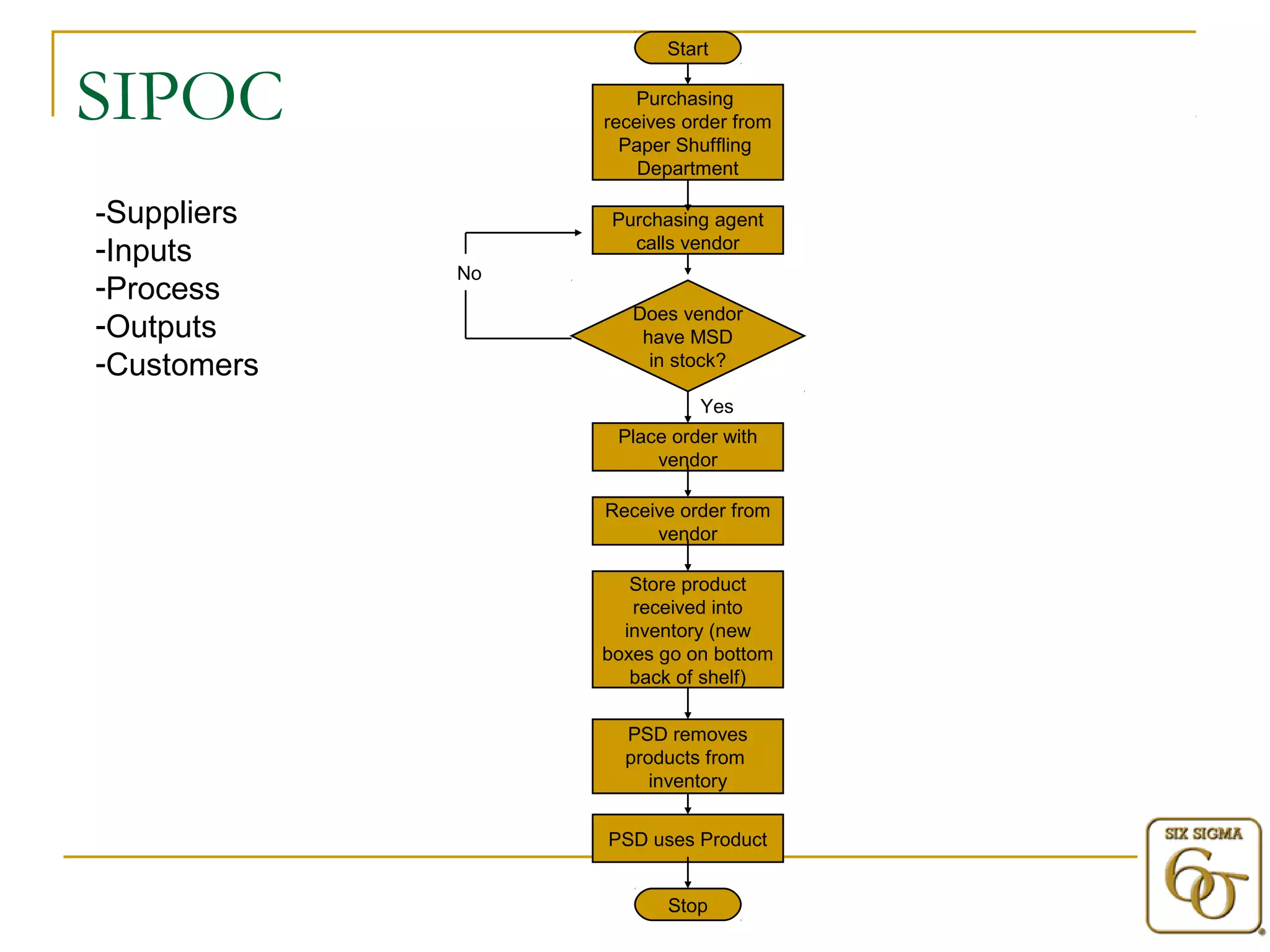
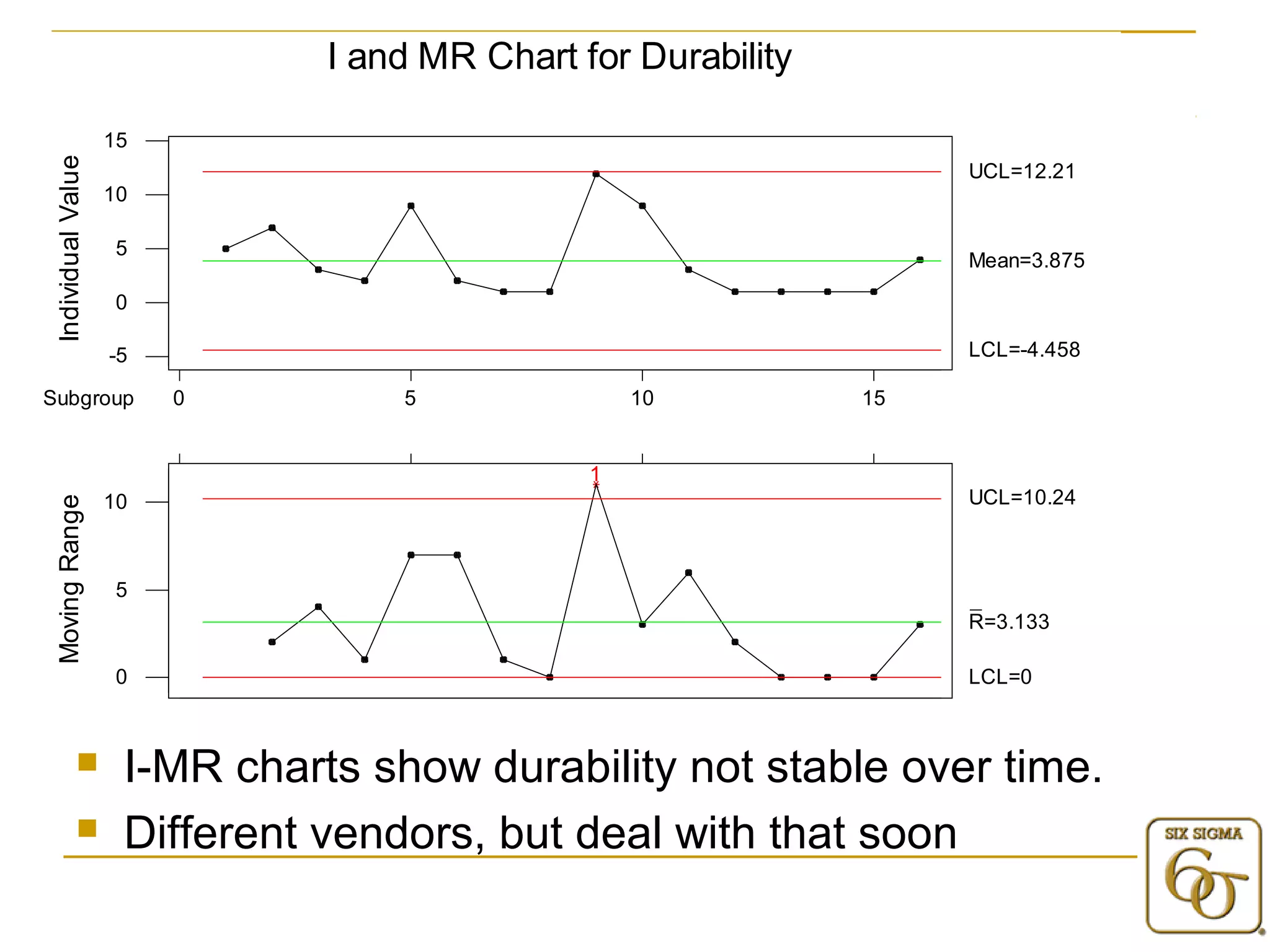
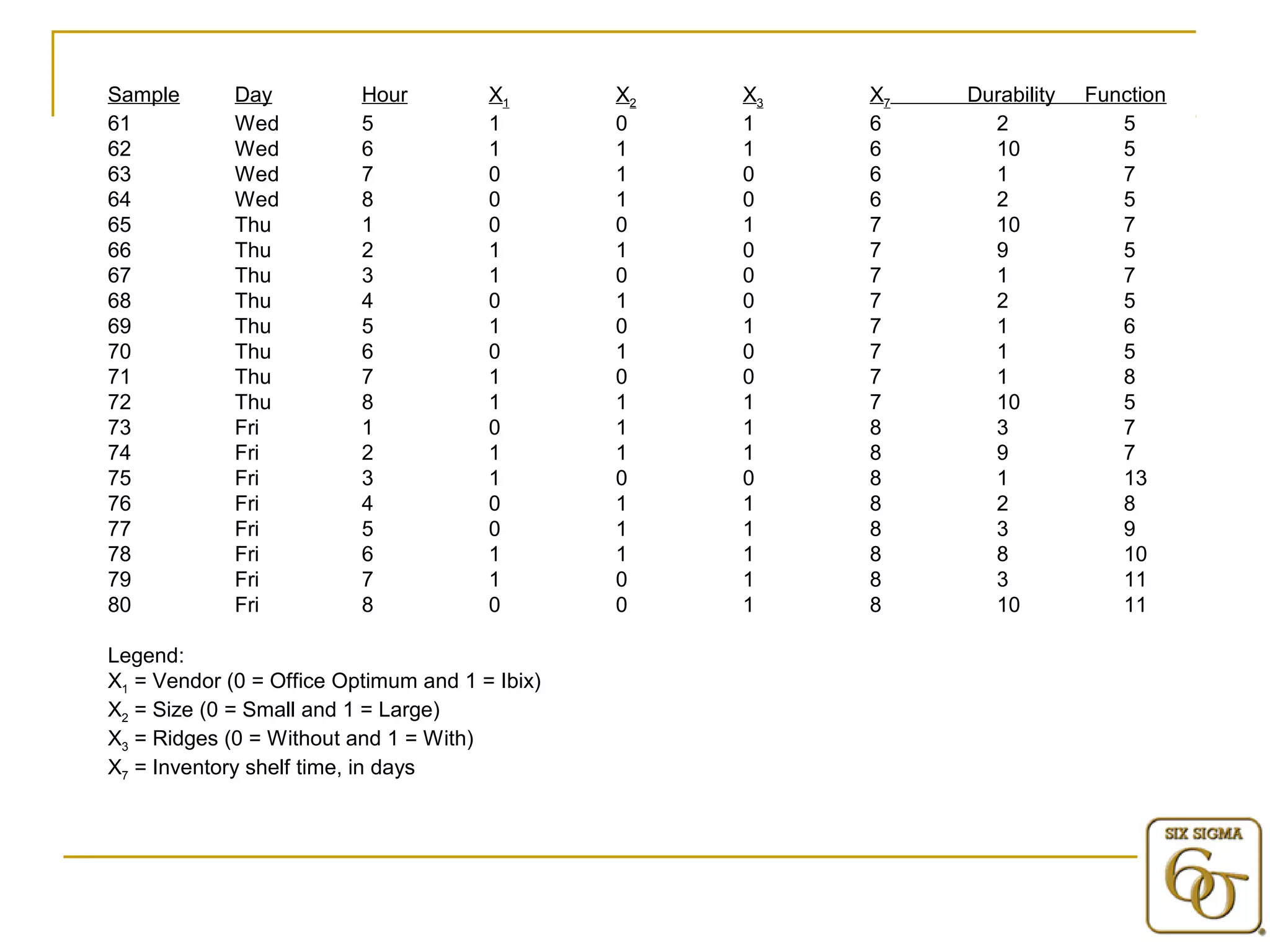
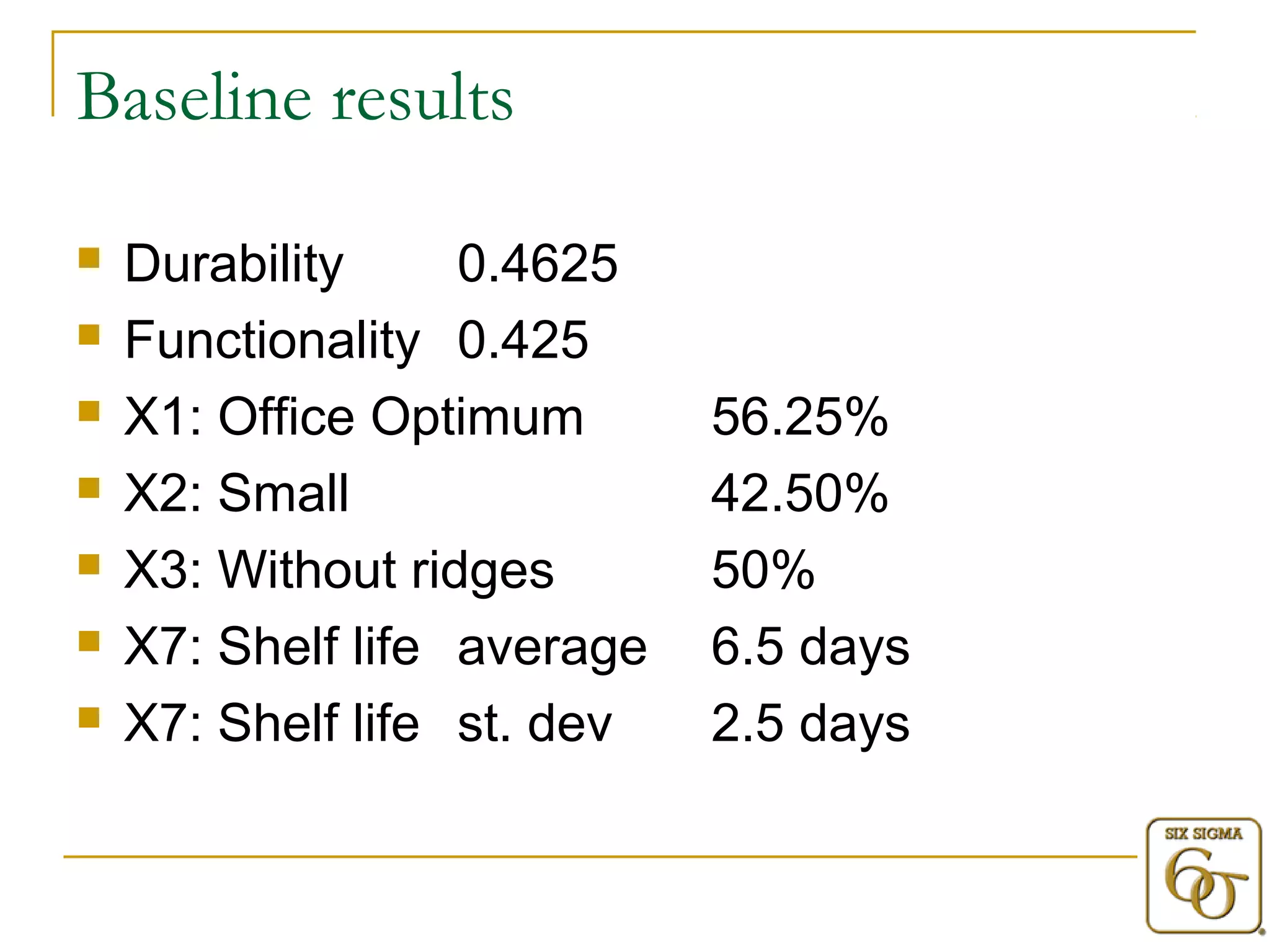
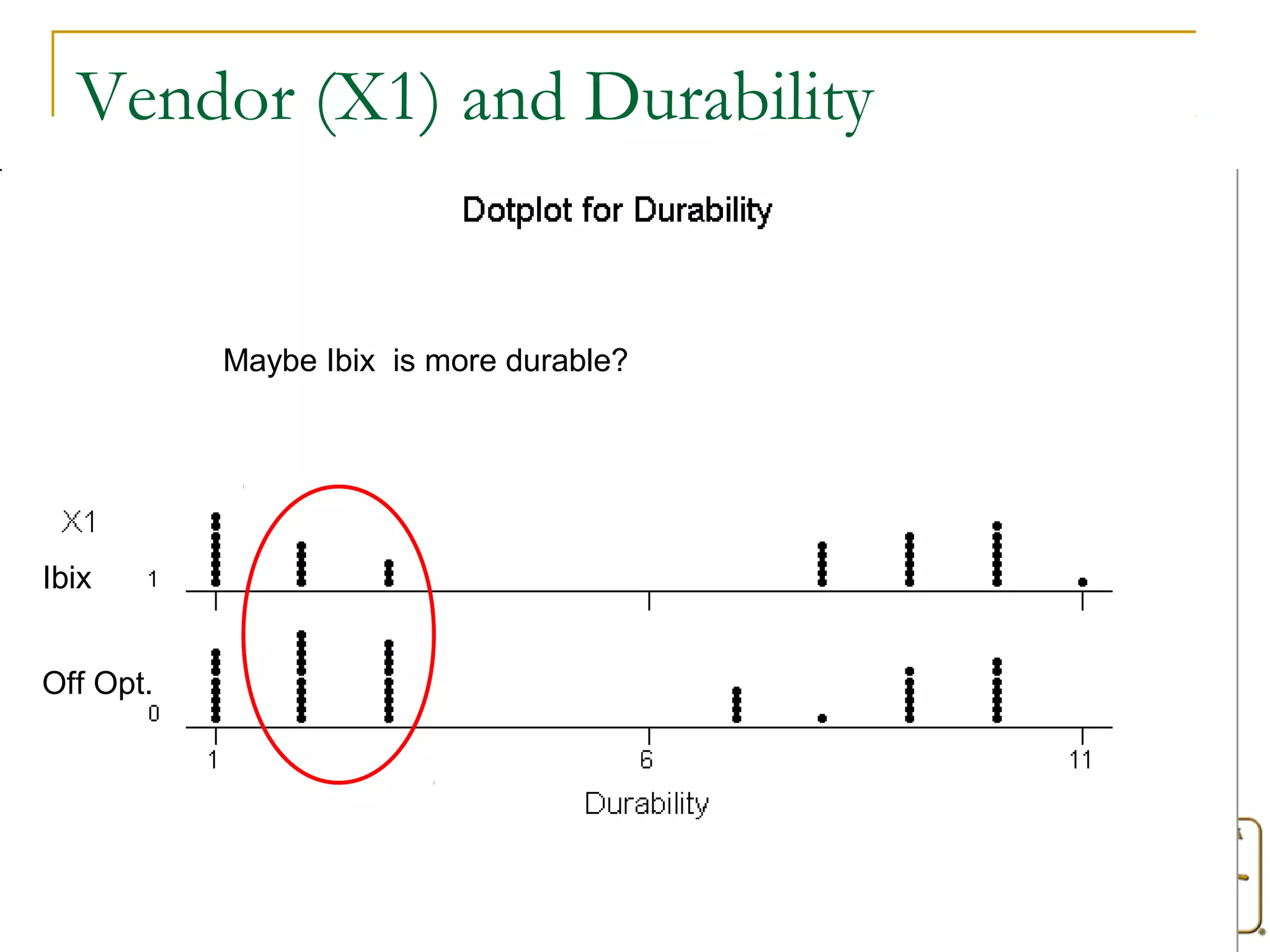
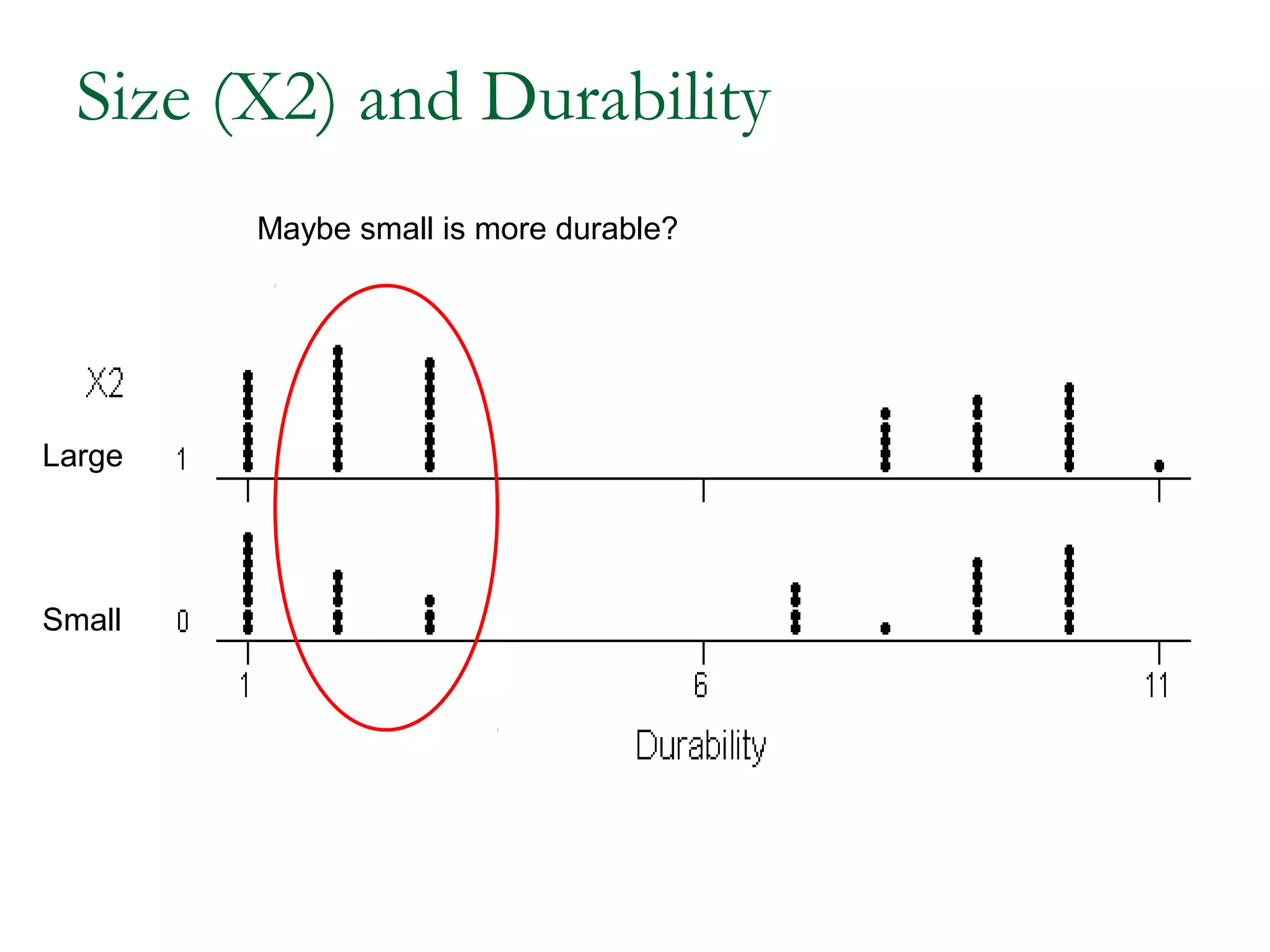
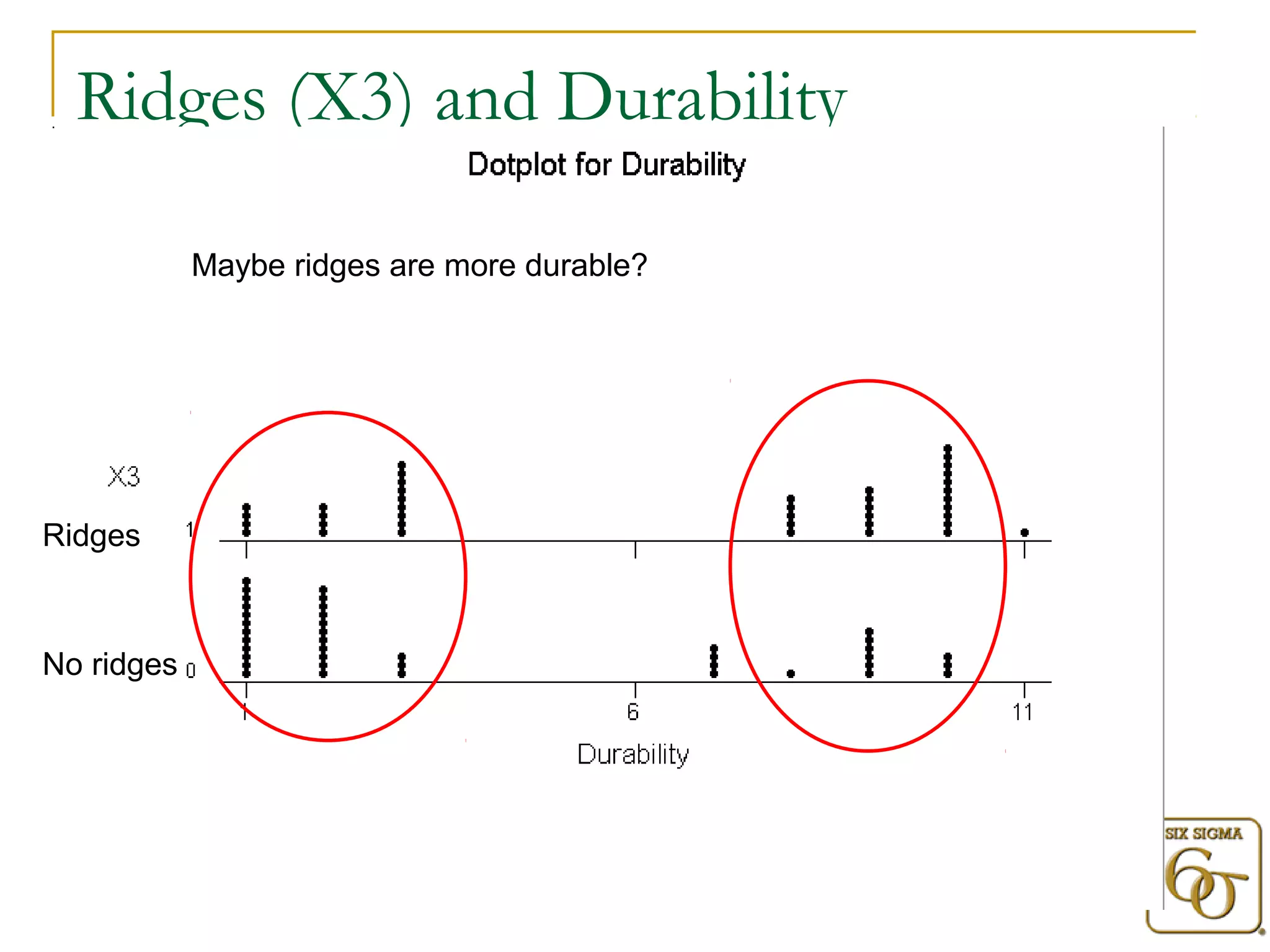
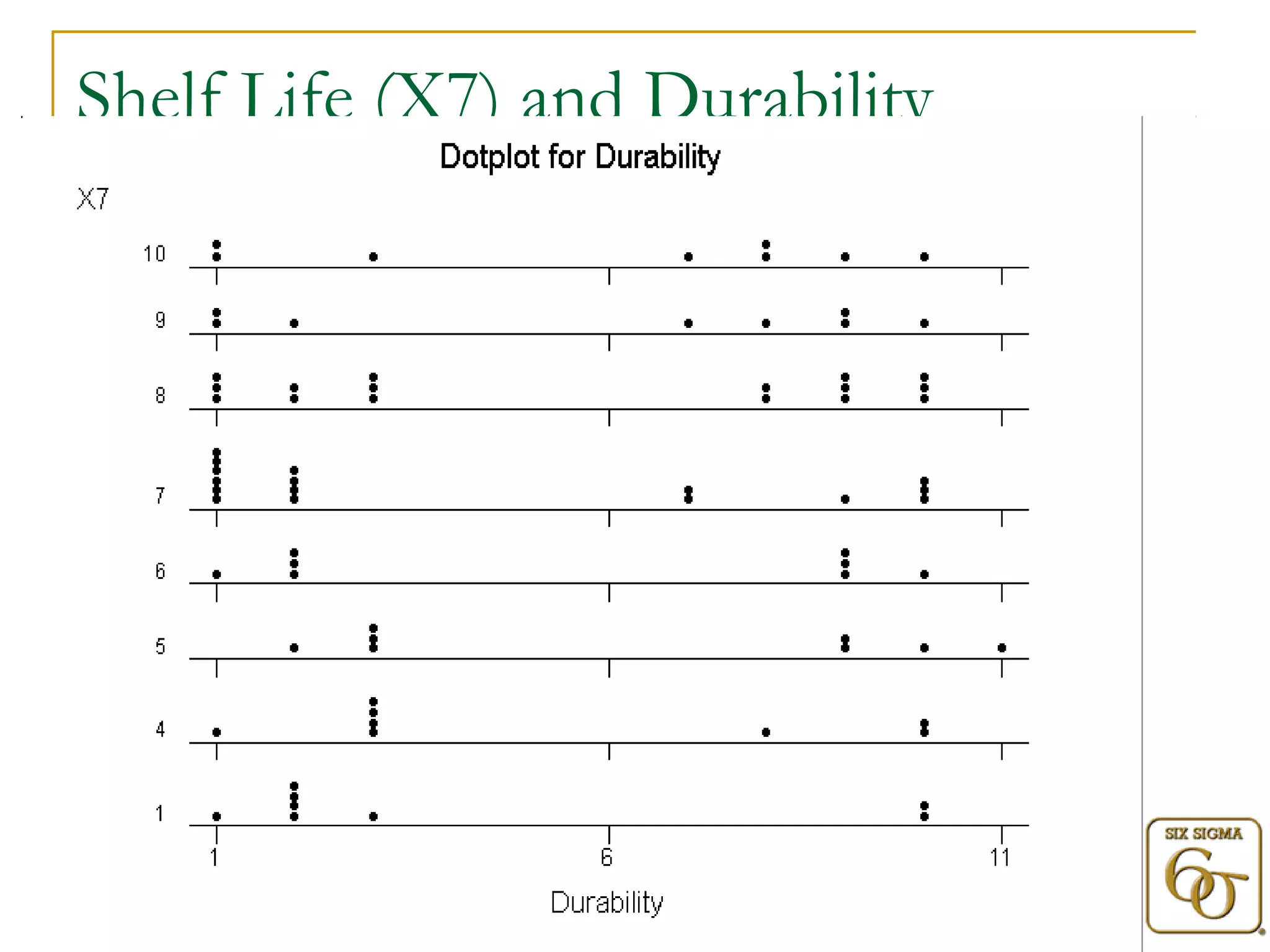
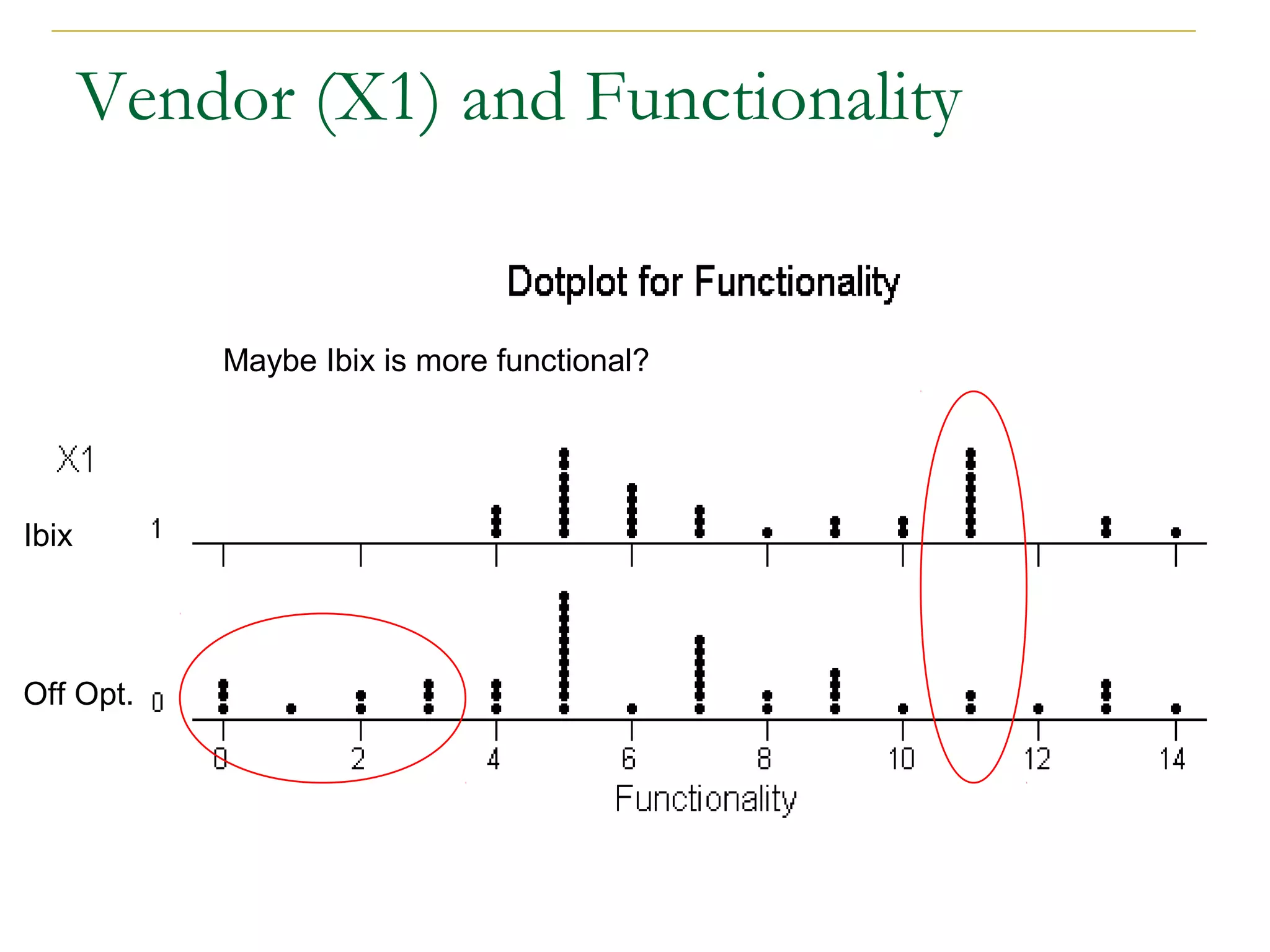
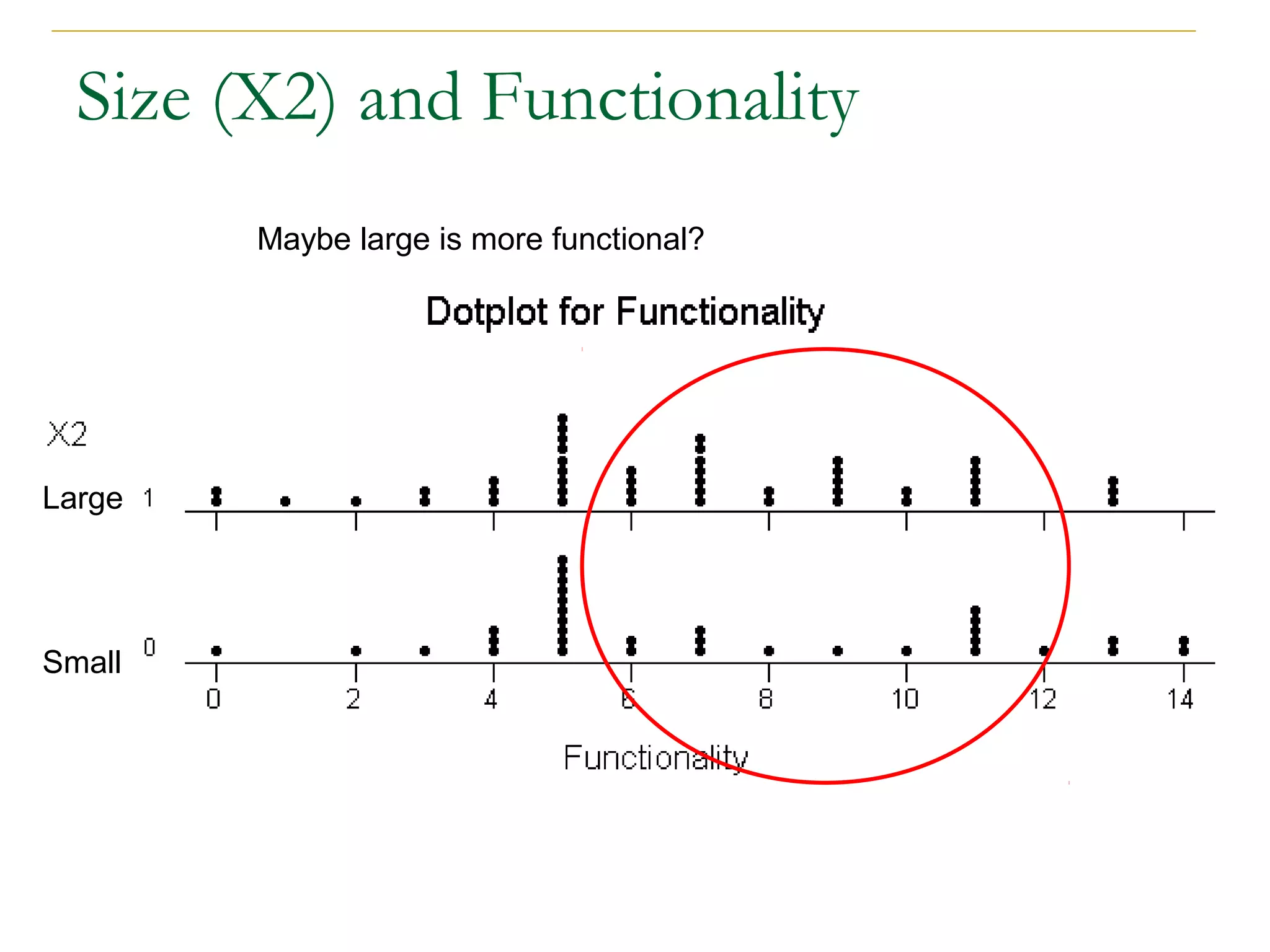
This document outlines a Six Sigma case study conducted by Paper Organizers International to address complaints about Metallic Securing Devices (MSDs) breaking and failing to keep customer papers together. Baseline data found 60% of MSDs were defective in durability and functionality. A project was launched to decrease defects to 0.62% by improving MSD quality from vendors. Process maps, metrics, and data collection were used to understand sources of variation and develop objectives to minimize costs and complaints related to low MSD quality.














































































![ANPARA THERMAL POWER STATION[1] sangam.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/anparathermalpowerstation1sangam-251121115219-9261cde4-thumbnail.jpg?width=640&height=640&fit=bounds)












