Downloaded 84 times




Validation is the process of demonstrating that an analytical procedure is suitable for its intended use. It was first proposed in the 1970s by FDA officials to improve pharmaceutical quality. Validation activities focus on manufacturing processes and ensure quality is built into every step. The goal of validation is to demonstrate that a process will consistently produce the expected results. It includes qualification of equipment and training of personnel. The entire production process and individual objects within it undergo validation. Validation helps ensure accurate measurements, adherence to quality standards, and compliance with regulations. It is important for process optimization, reduced costs and failures, improved efficiency, and meeting requirements for product approval and introduction. A validation master plan provides an overview of all validation activities and establishes performance standards.
Introduces validation in pharmaceuticals emphasizing its historical context, scope, importance, and goals.
Discusses advantages of validation including increased efficiency and regulatory compliance; introduces the Validation Master Plan.
Overview of validation of analytical procedures, including types of tests and essential characteristics.
Explains specific characteristics such as specificity, accuracy, precision, detection limits, and linearity in analytical procedures.
Guidelines on validating analytical procedures focusing on specificity, accuracy, and precision of results.
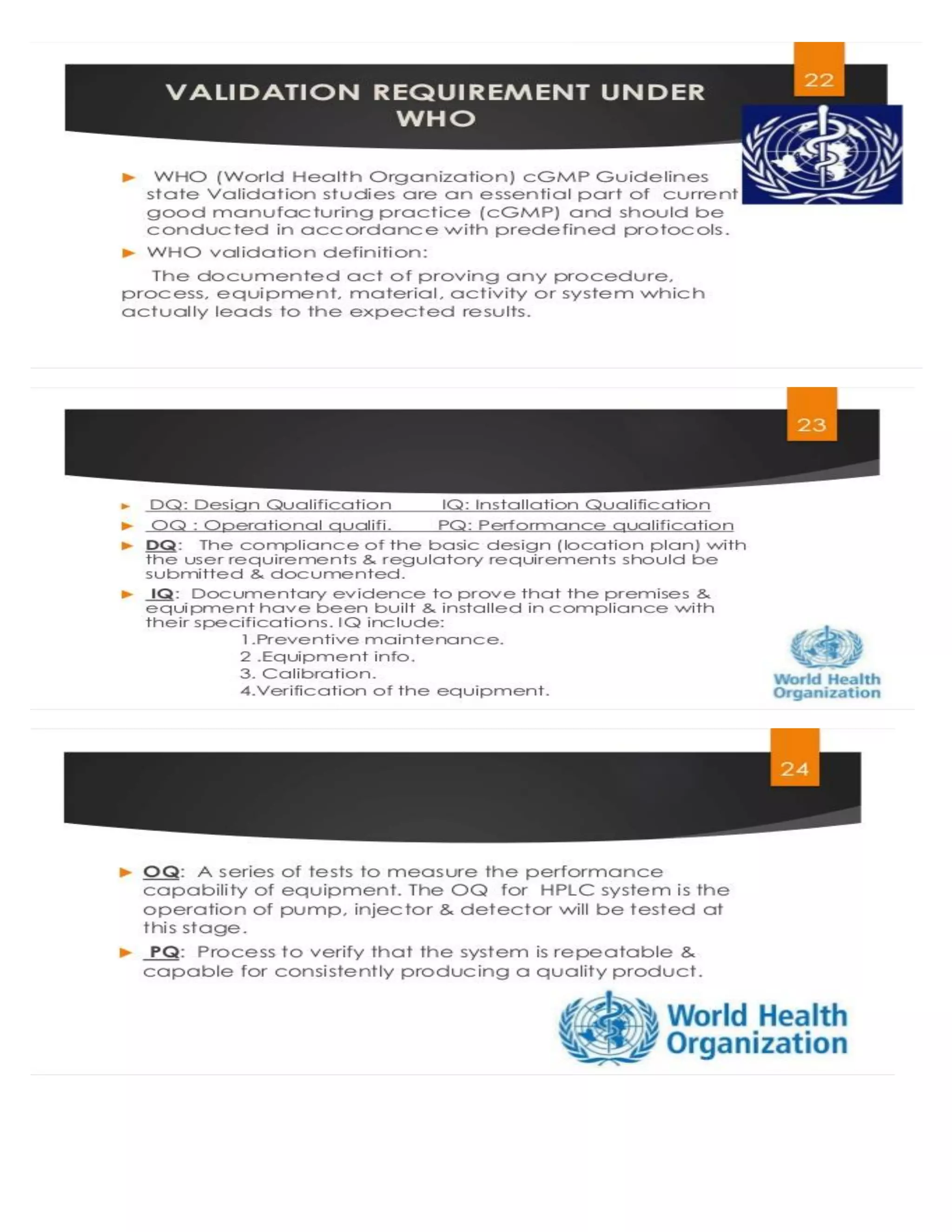
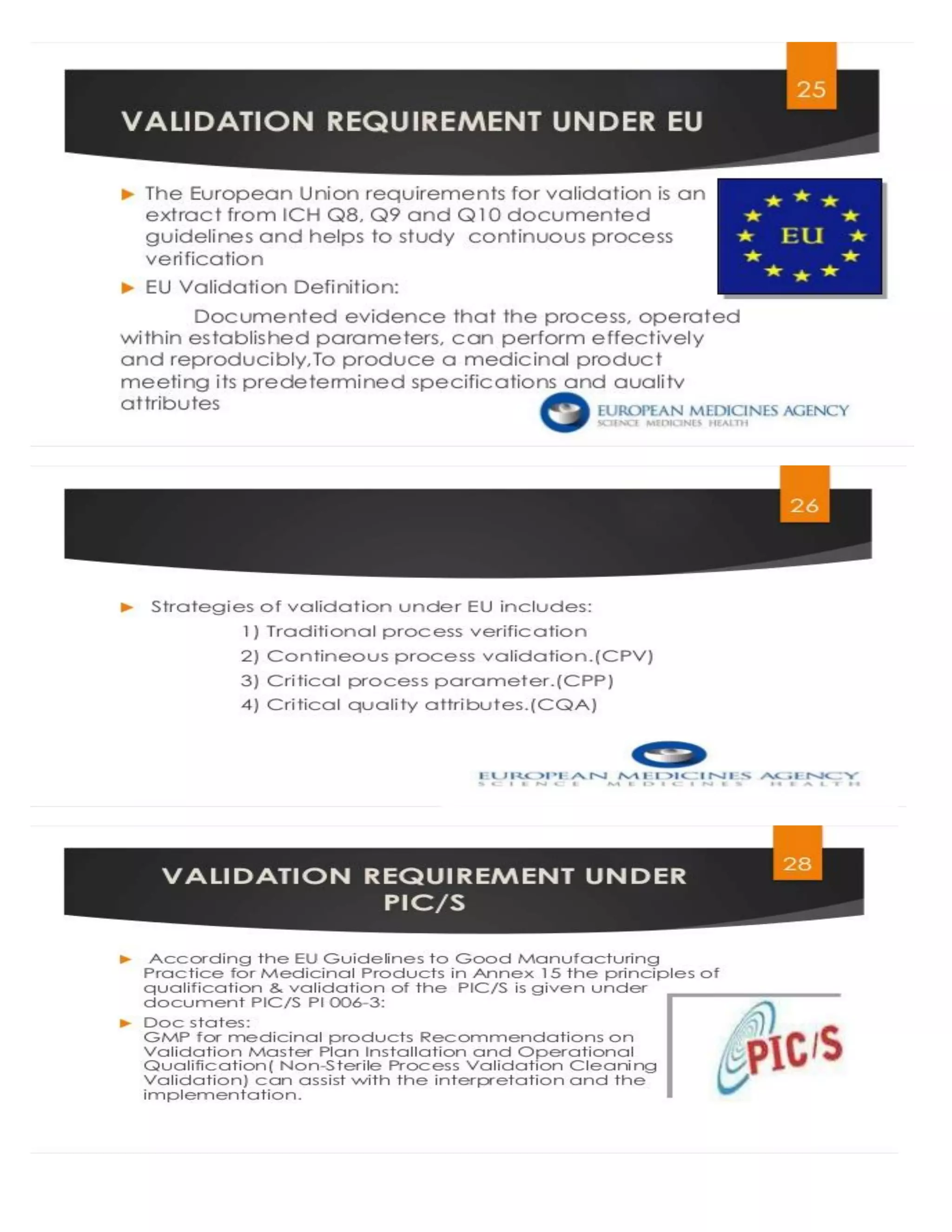
Outlines WHO guidelines on validation, focusing on its scope, glossary terms, and the relationship between validation and qualification.
Details different types of validation including process, cleaning, equipment, and methods, along with their definitions.
Further details on validation characteristics such as accuracy, precision, limit of detection, and robustness.
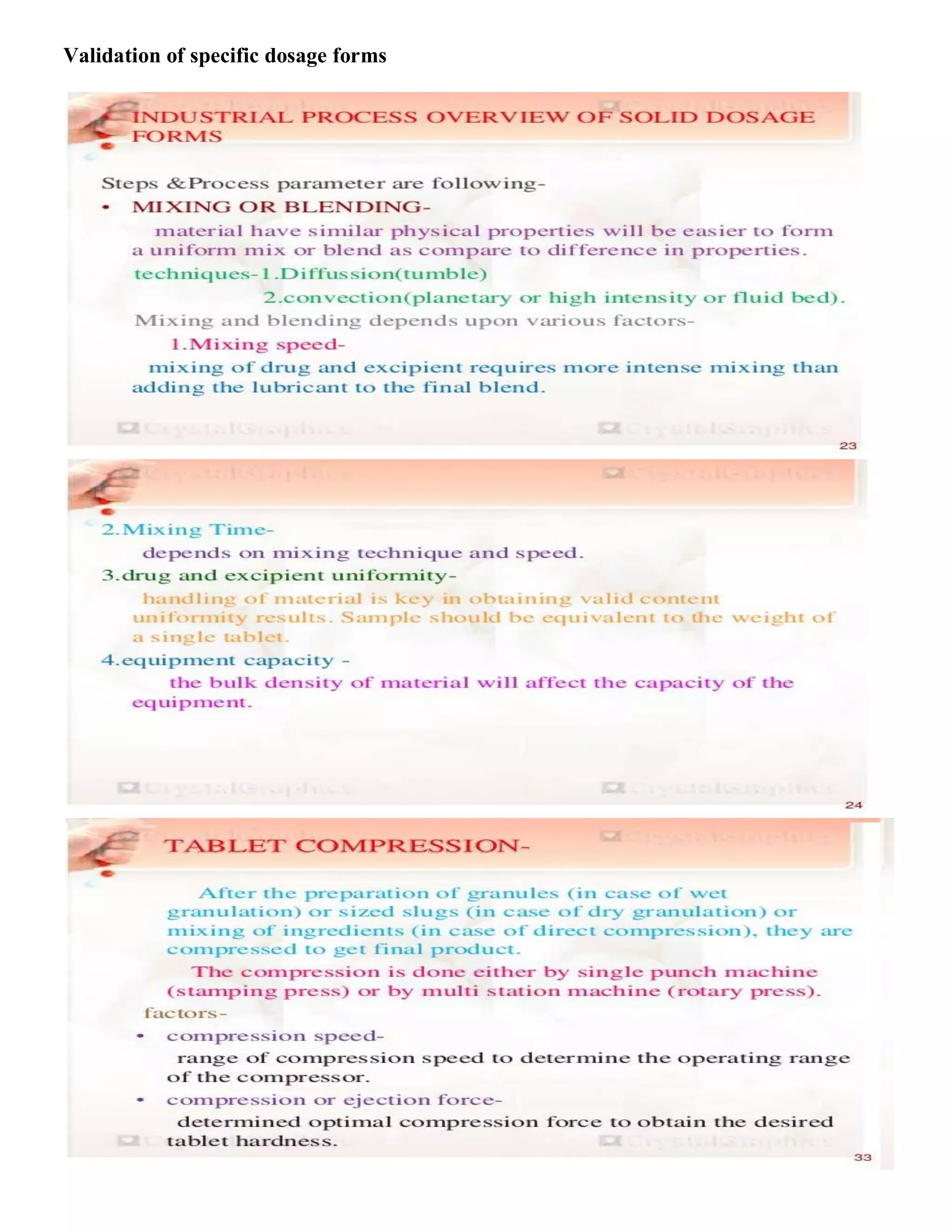
Introduction to validation processes specific to dosage forms.
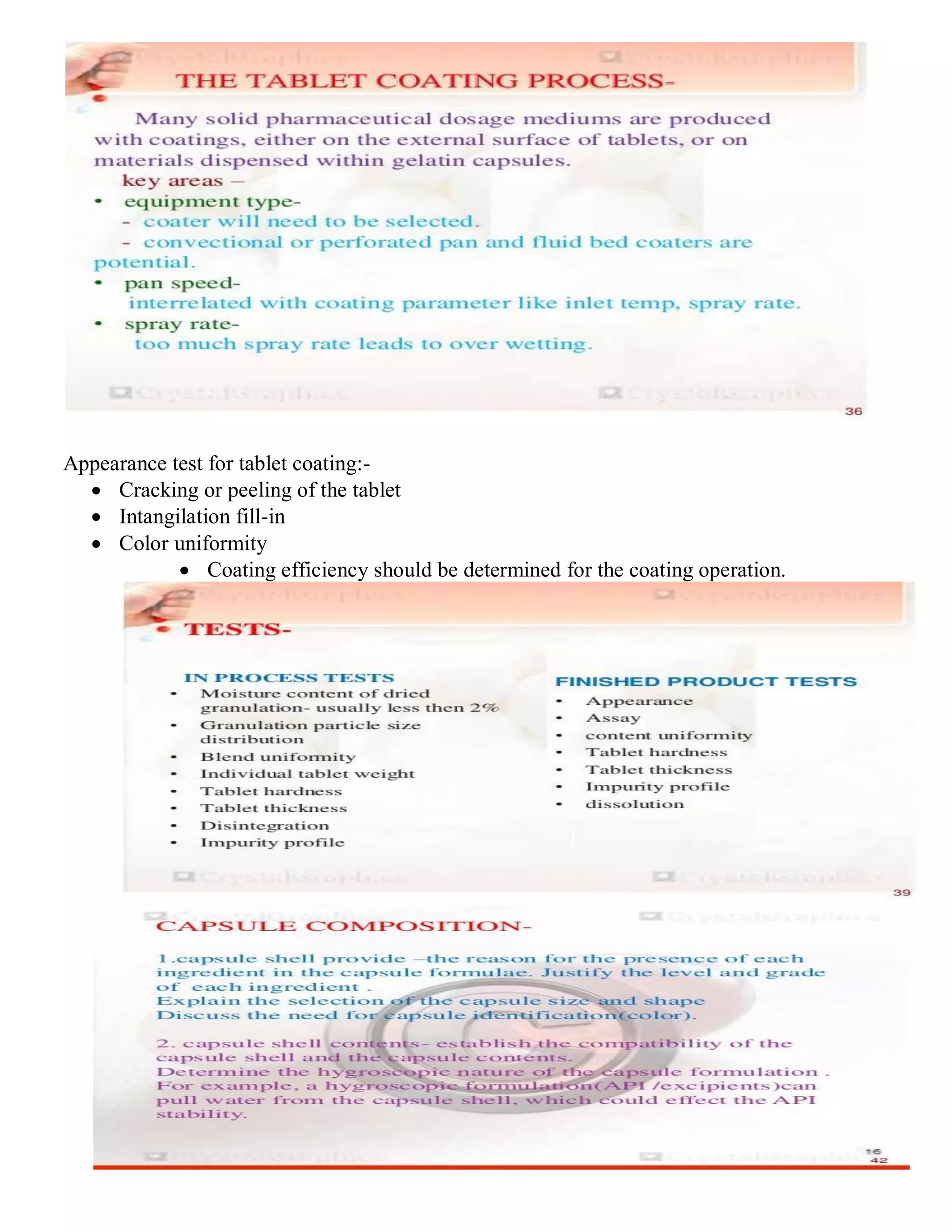
Criteria for appearance tests in tablet coating including cracking, color uniformity, and coating efficiency.
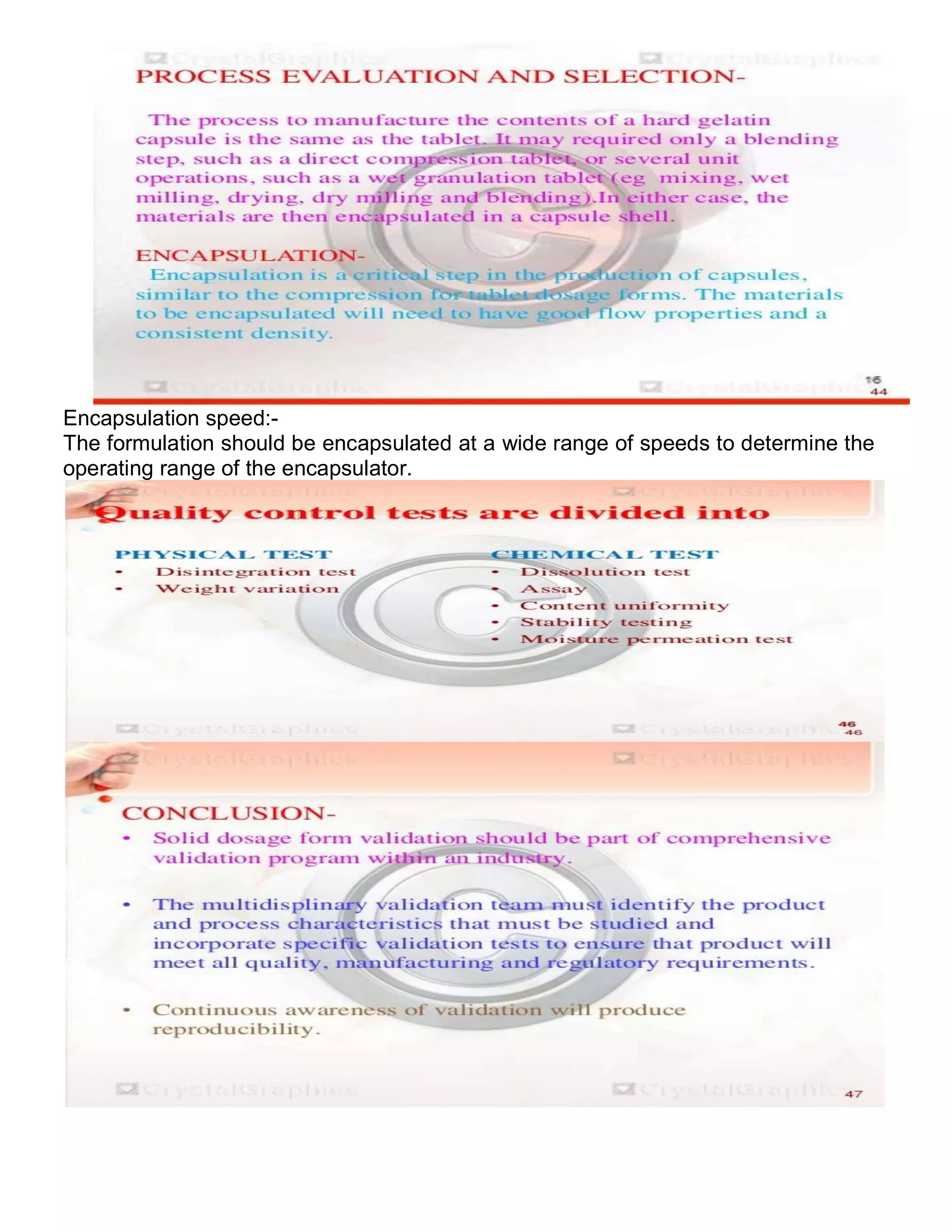
Validation parameters for encapsulation speed to determine operational capabilities.
Importance of government regulations in validating pharmaceutical manufacturing processes.
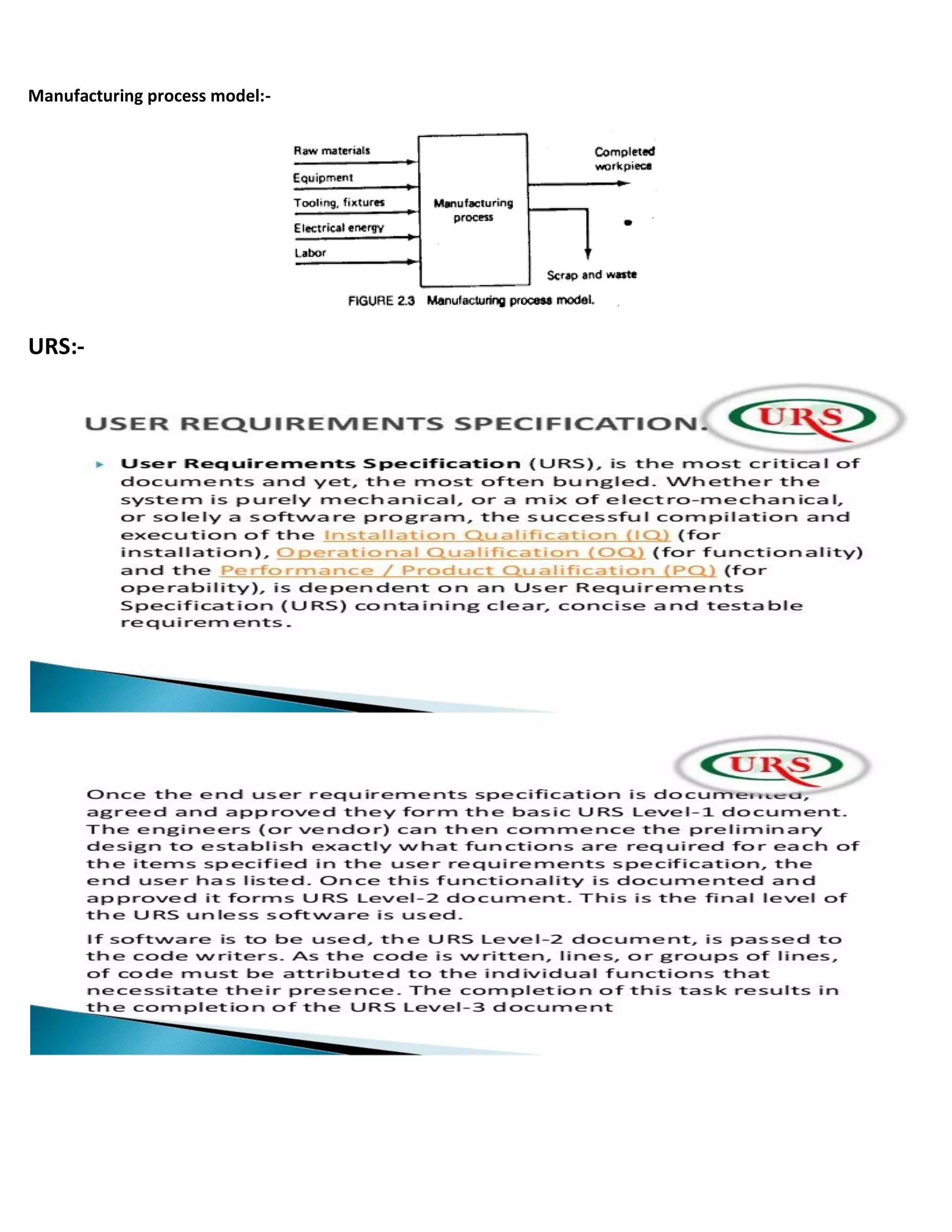
Introduces URS as part of the manufacturing process model.
Details on Design Qualification (DQ) as a critical component of validation.
Defines Installation Qualification (IQ) in the validation process.
Explains Operational Qualification (OQ) as part of validation strategies.























































































