Downloaded 58 times



The document discusses different machining processes. It describes machining as a process that cuts materials into final shapes using controlled material removal. There are two main types of machining processes: conventional and non-traditional. Conventional machining uses mechanical energy and tools to shape workpieces, but has limitations when machining certain materials. Non-traditional machining uses various energies like mechanical, thermal, electrical, or chemical to remove excess material without requiring sharp cutting tools. Some examples of non-traditional processes include abrasive jet machining, electrochemical machining, and laser beam machining.
Machining is the controlled removal of material to shape products. It includes traditional and non-traditional methods.
Conventional machining utilizes mechanical energy to shape materials. It often requires more time and increases costs due to tool wear.
Non-traditional machining uses different energy sources to remove material without sharp cutting tools, ideal for complex shapes.
Non-traditional processes address challenges in machining new metals, complex geometries, and surface damage prevention.
Non-traditional processes include mechanical, electrical, thermal, and chemical techniques for effective material removal.
Categories encompass mechanical, electrochemical, electro-thermal, and chemical methods for various machining needs.
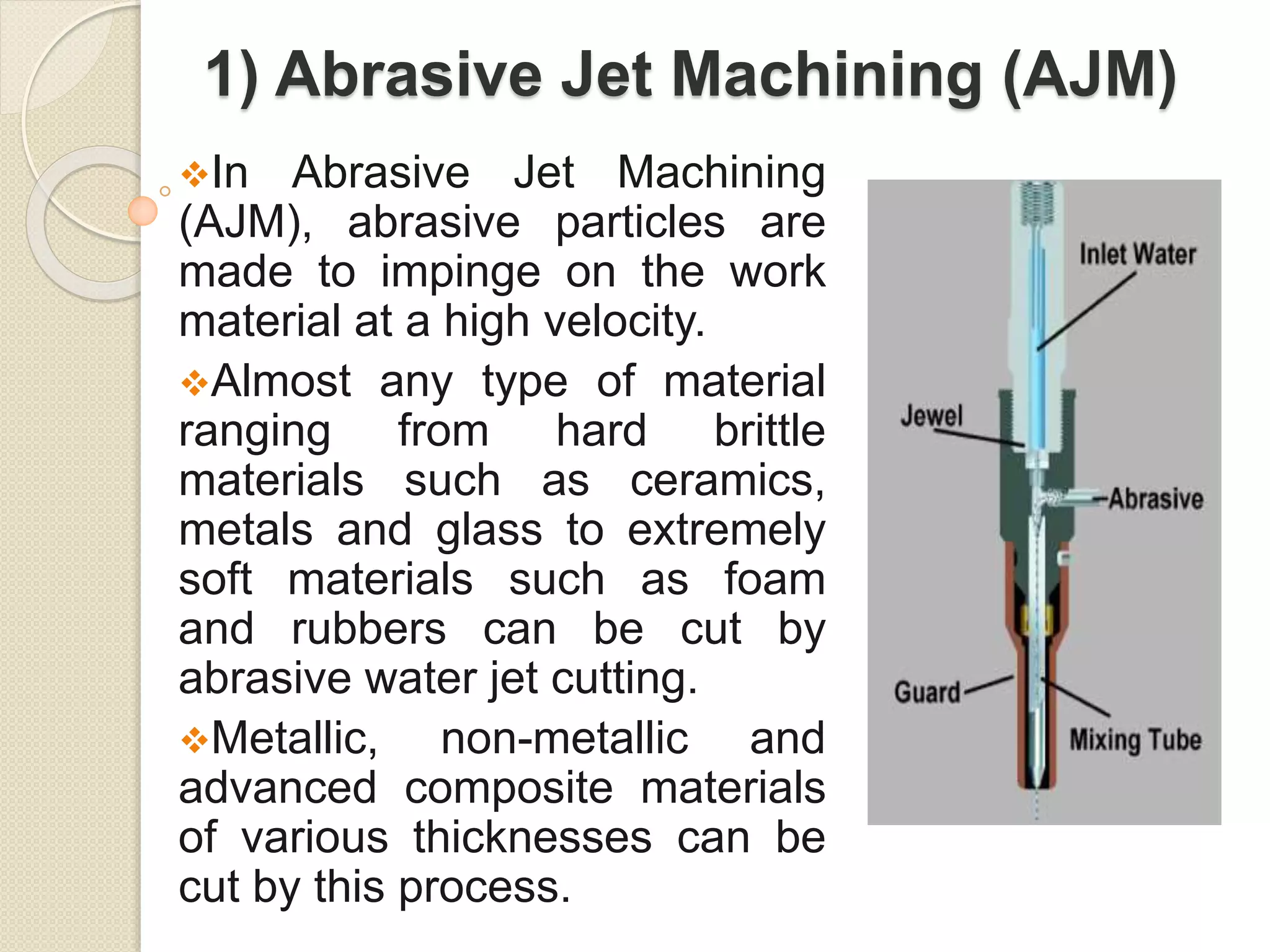
AJM uses high-velocity abrasive particles to cut diverse materials including hard ceramics and soft foams.
Advantages of AJM include low cutting forces and no thermal distortion, while limitations include high costs and non-reusable abrasives.



























































































