2
McCabe & Smith,Unit Operation of
Chemical Engineering, CH # Distillation
MTO-CHT-301-KSK-MS-JAVED
3.
3
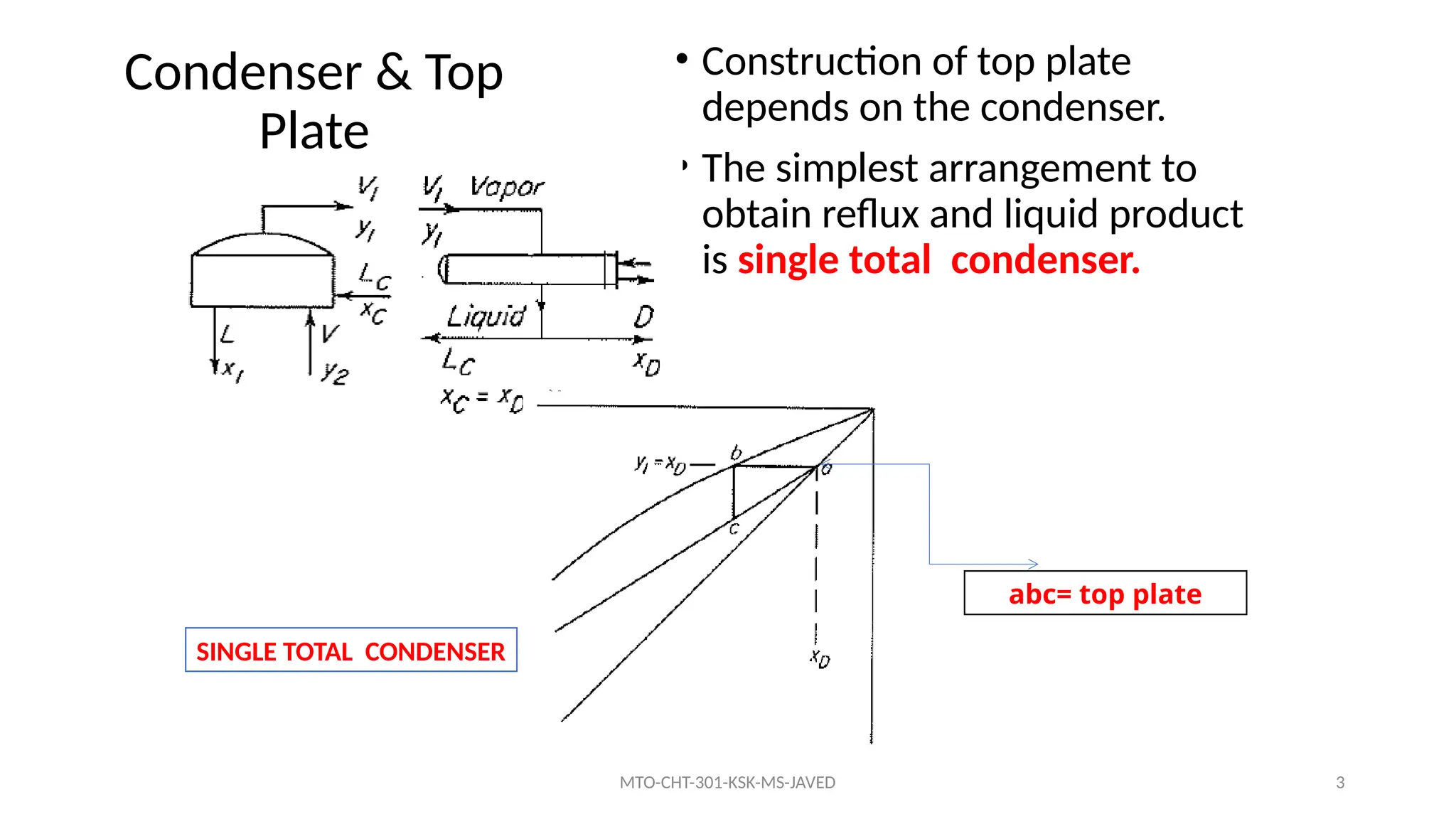
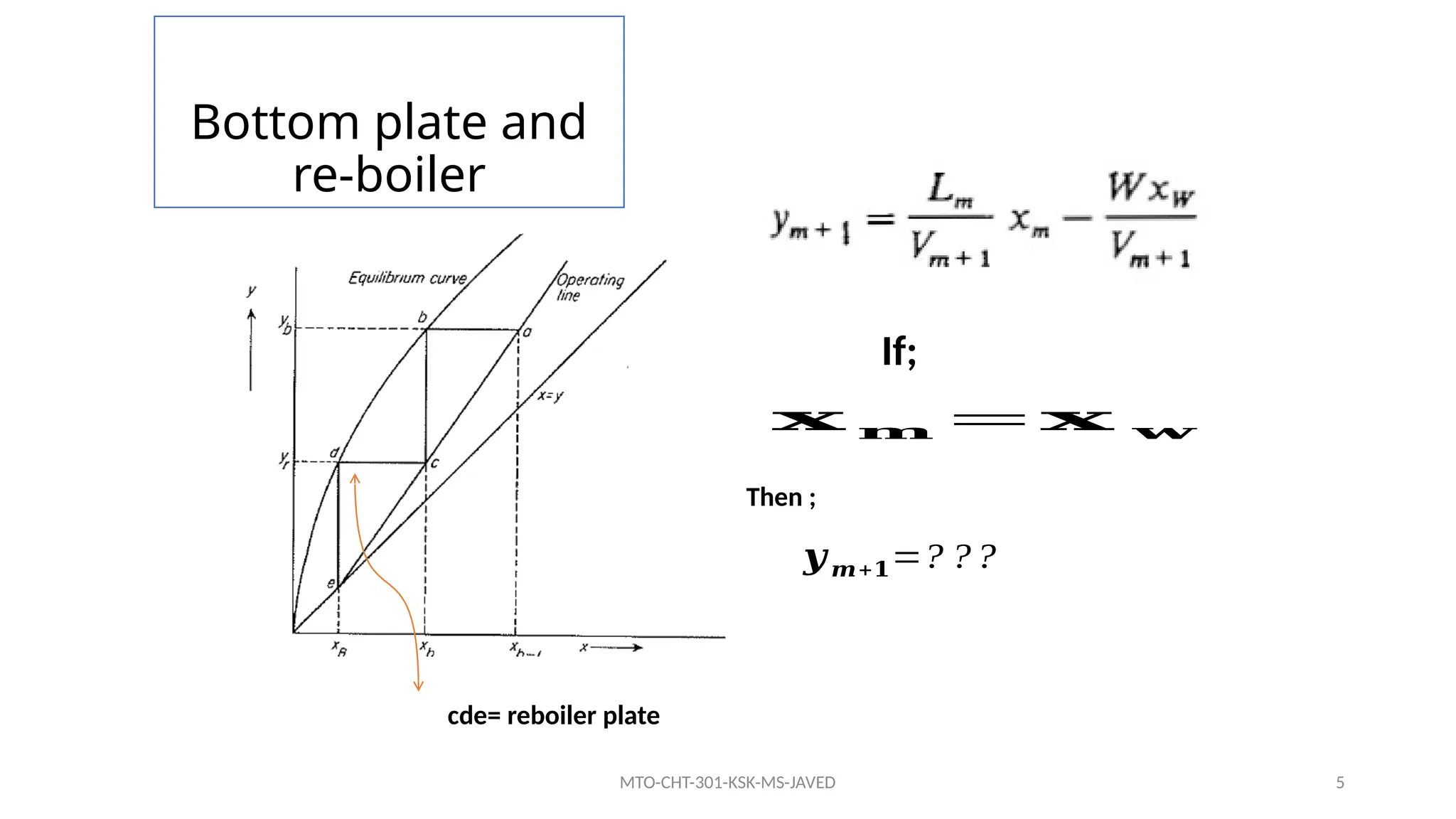
Condenser & Top
Plate
•Construction of top plate
depends on the condenser.
• The simplest arrangement to
obtain reflux and liquid product
is single total condenser.
SINGLE TOTAL CONDENSER
abc= top plate
MTO-CHT-301-KSK-MS-JAVED
6
Invariant Zone
Recall minreflux ratio
• At min. reflux ratio an acute angle is formed.
• It contains an infinite no of plates.
• At this point, there is no change in liquid and vapor concentration.
• The term “Invariant Zone” is used to describe these infinite no of
plates.
• It is also known as “PINCH POINT”.
MTO-CHT-301-KSK-MS-JAVED
8
General Characteristics ofDistillation Tower
• Tower Dia ( 0.3 to 9)m
• No. of plates (up to hundred)
• Plate Spacing (up to 6 in.)
• Plate type (Bubble Cap/Sieve plate/Valve plates)
9.
9
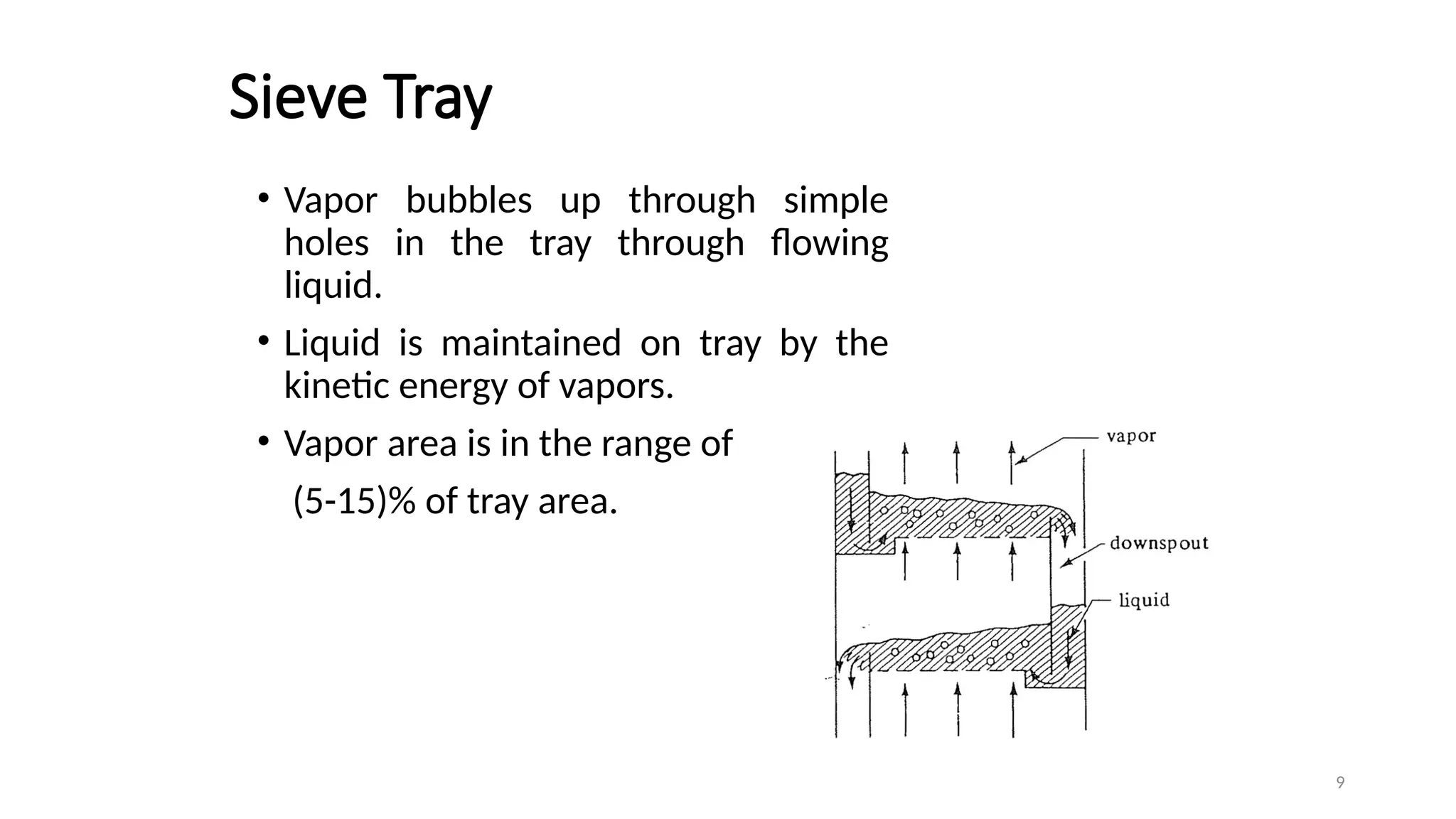
Sieve Tray
• Vaporbubbles up through simple
holes in the tray through flowing
liquid.
• Liquid is maintained on tray by the
kinetic energy of vapors.
• Vapor area is in the range of
(5-15)% of tray area.
11
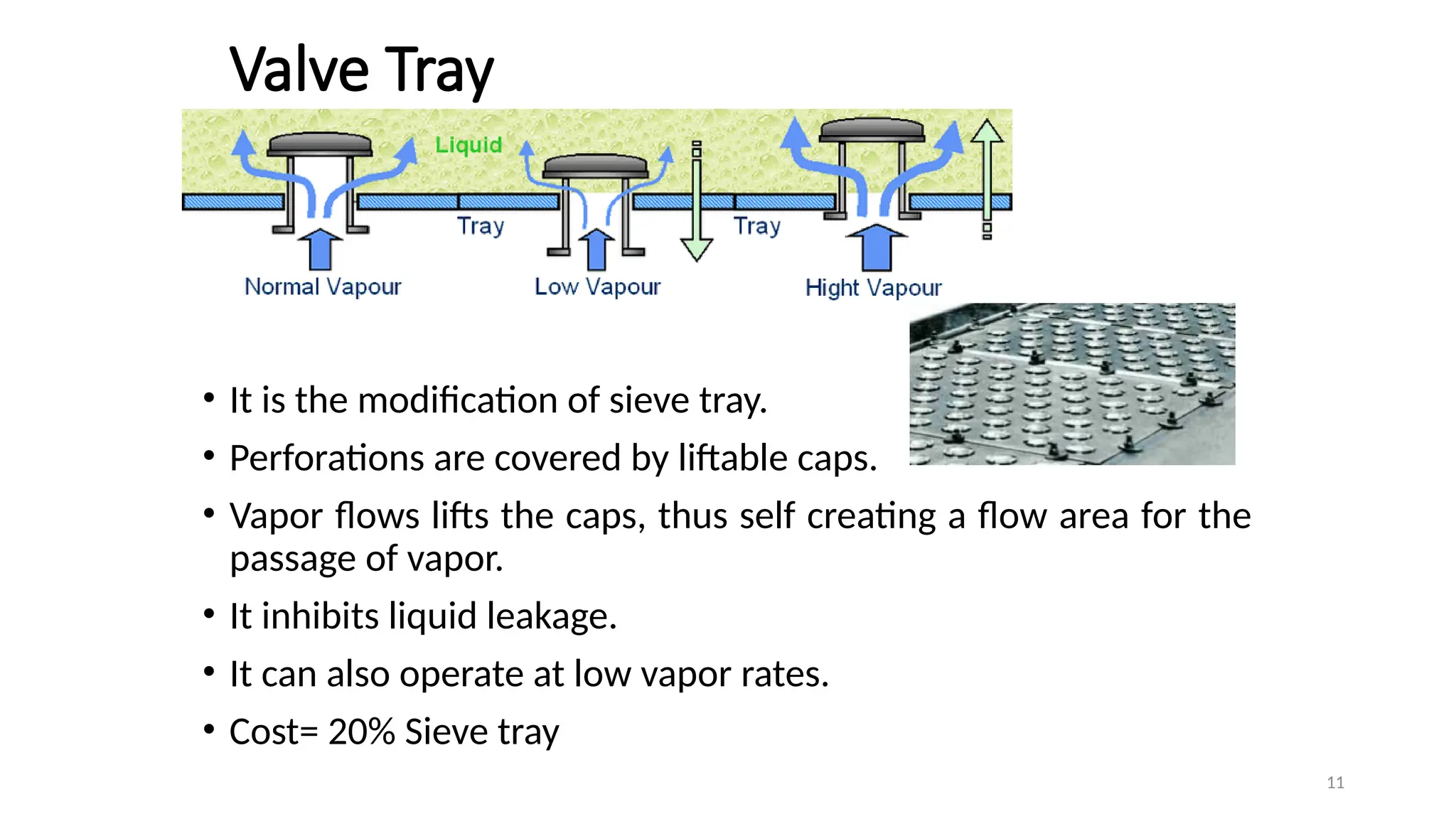
Valve Tray
• Itis the modification of sieve tray.
• Perforations are covered by liftable caps.
• Vapor flows lifts the caps, thus self creating a flow area for the
passage of vapor.
• It inhibits liquid leakage.
• It can also operate at low vapor rates.
• Cost= 20% Sieve tray
12.
12
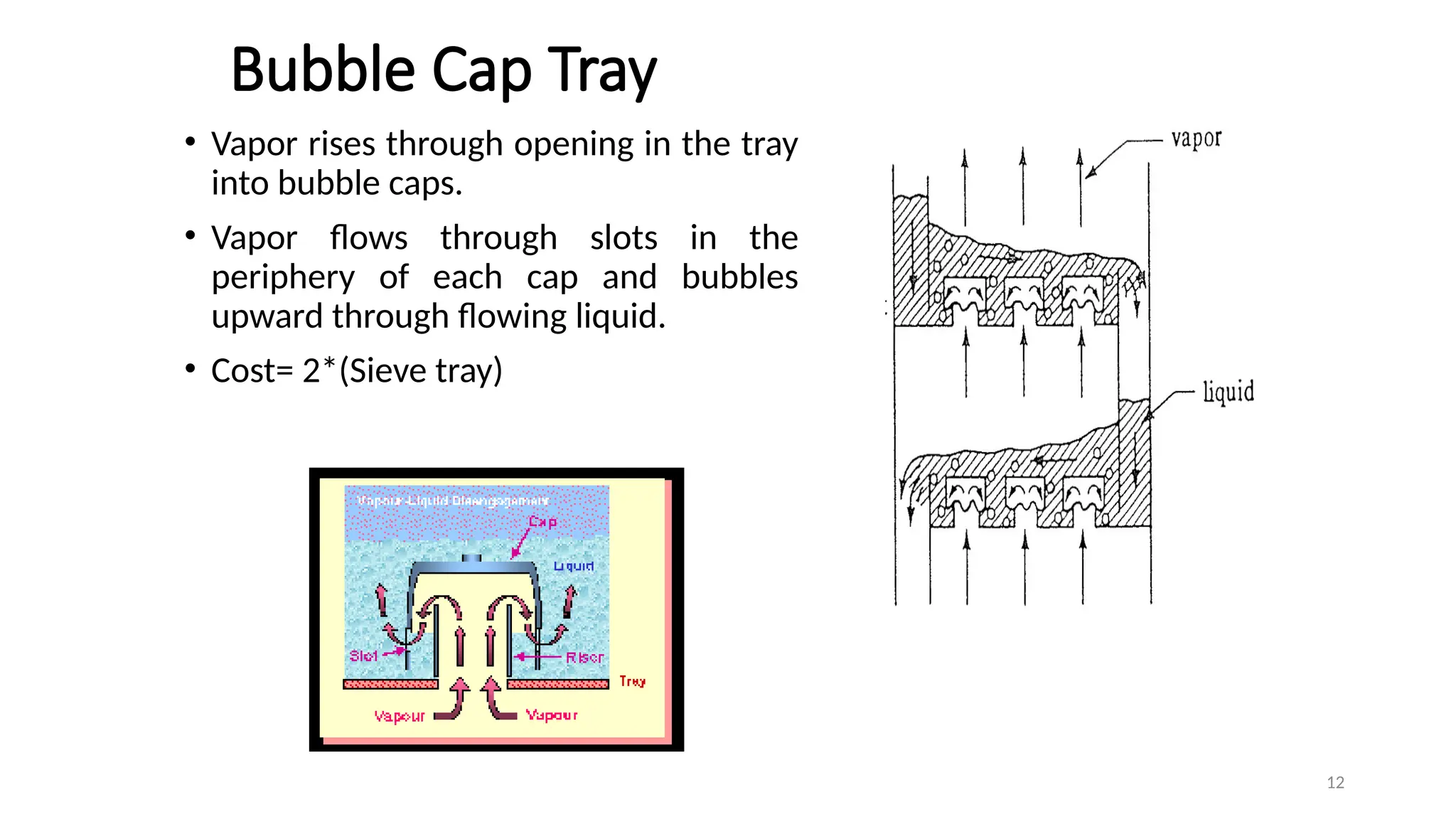
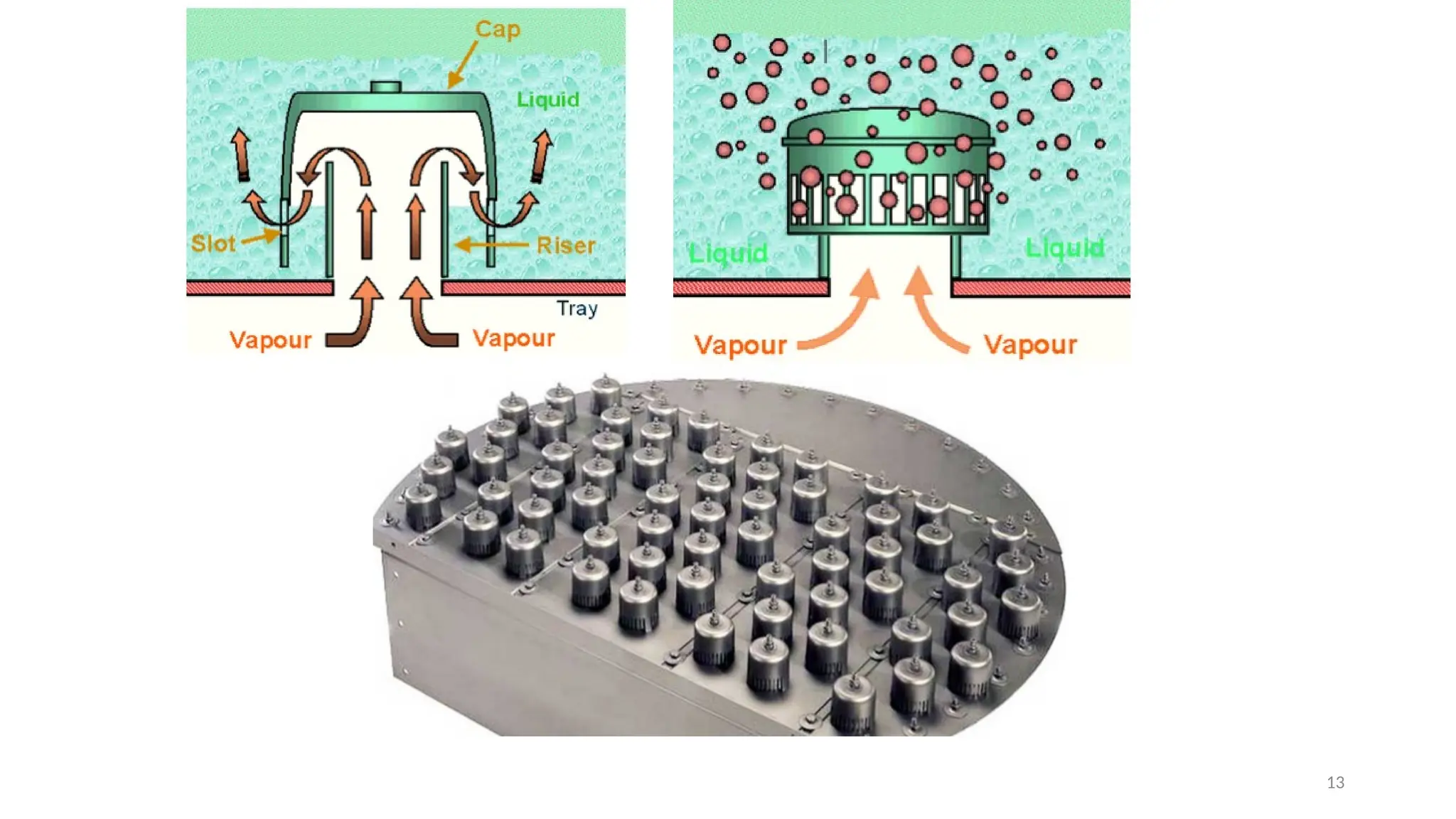
Bubble Cap Tray
•Vapor rises through opening in the tray
into bubble caps.
• Vapor flows through slots in the
periphery of each cap and bubbles
upward through flowing liquid.
• Cost= 2*(Sieve tray)
14
Packings versus Trays
•A tray column that is facing throughput problems may be de-
bottlenecked by replacing a section of trays with packings.
Advantages of packings
• packings provide extra inter-facial area for liquid-vapour contact
• efficiency of separation is increased for the same column height
• packed columns are shorter than trayed columns
15.
15
Addressing Factors ForSieve Plate Design
• Number of Plates
• Correction for plate efficiency
• Type of Plate
• Holes in Trays
• Down-comer Size
• Weir Height
• Column Diameter
• Pressure drop per tray
• Vapor rate
17
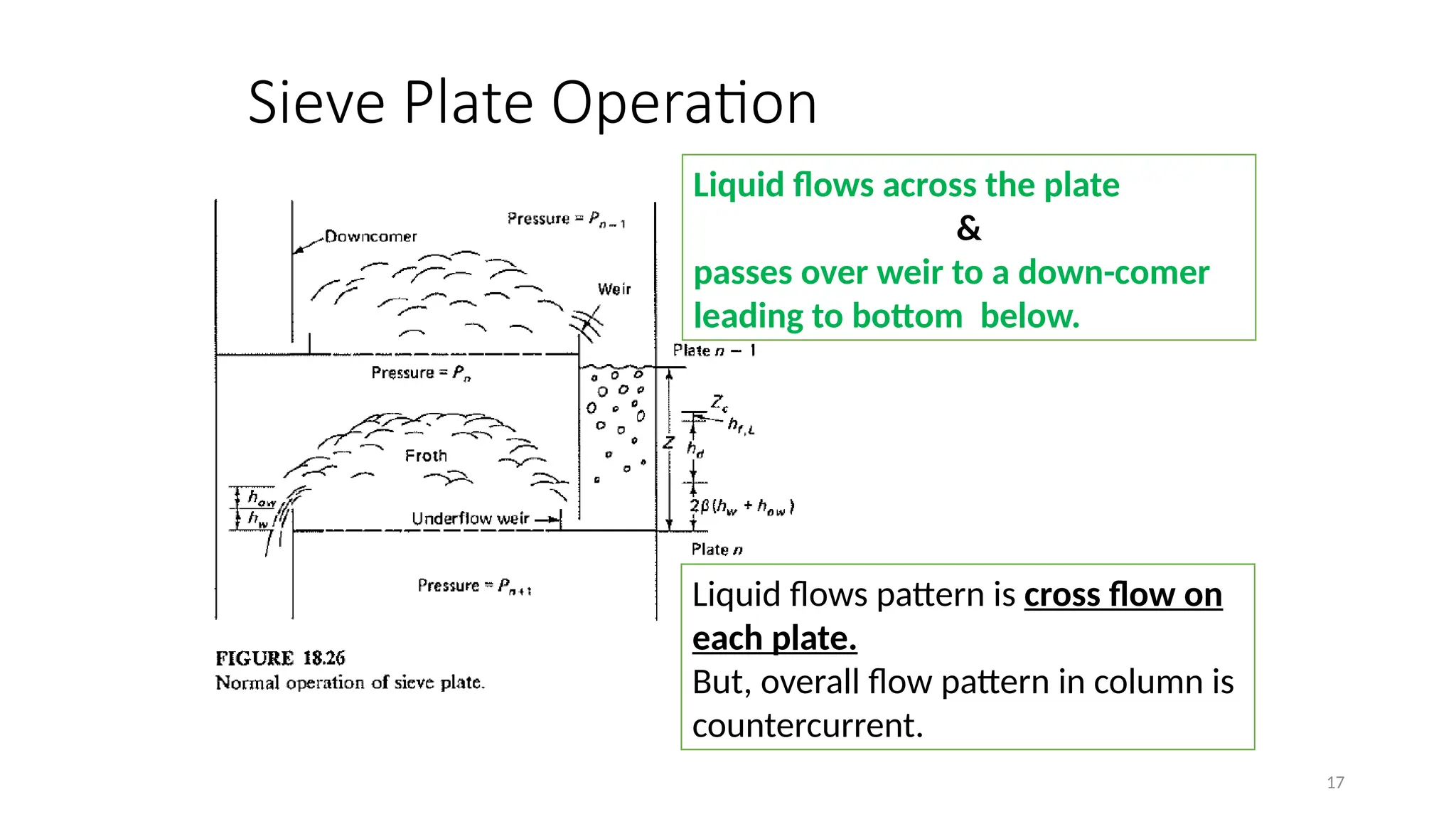
Sieve Plate Operation
Liquidflows across the plate
&
passes over weir to a down-comer
leading to bottom below.
Liquid flows pattern is cross flow on
each plate.
But, overall flow pattern in column is
countercurrent.
18.
18
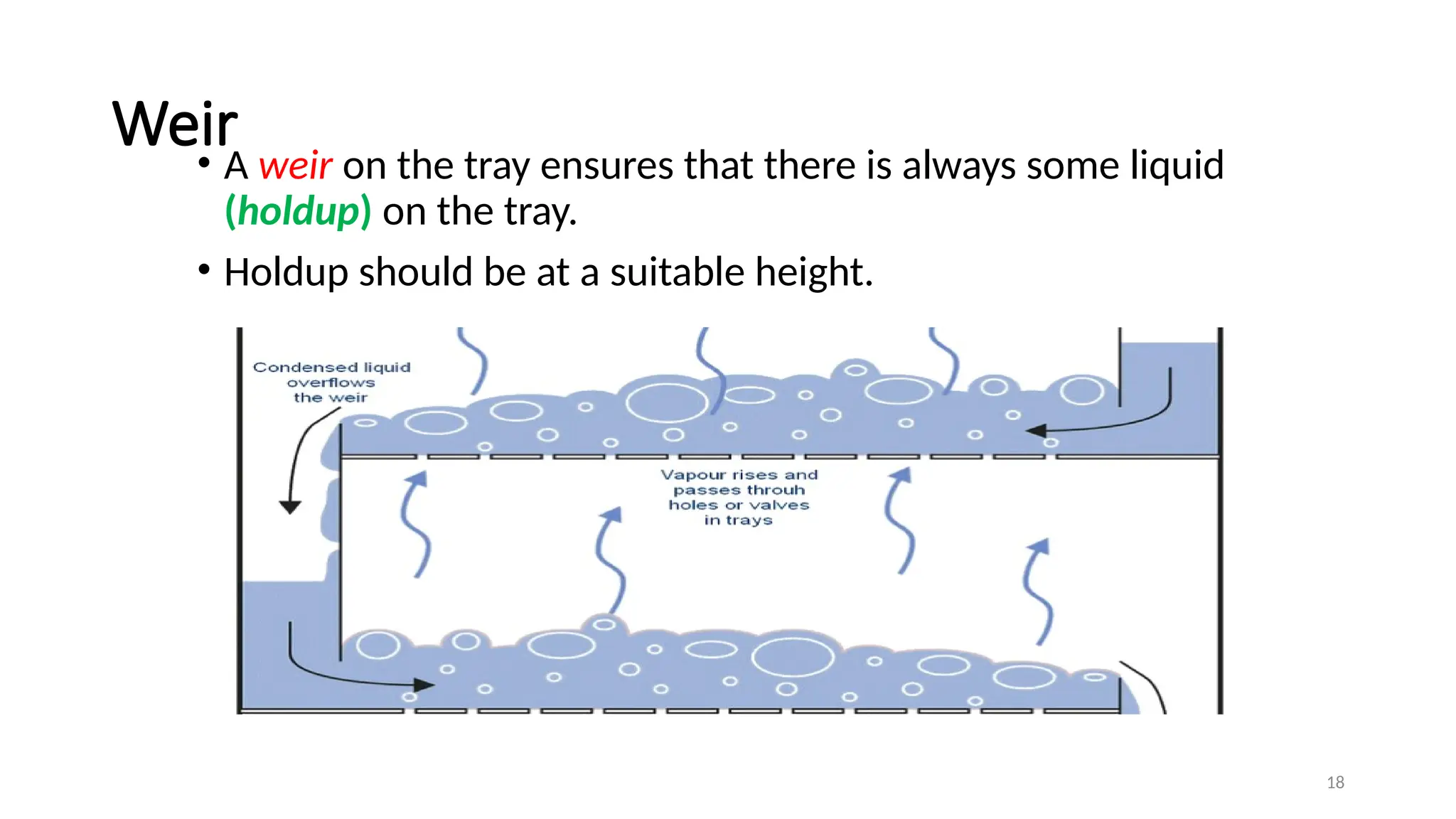
Weir
• A weiron the tray ensures that there is always some liquid
(holdup) on the tray.
• Holdup should be at a suitable height.
19.
19
Downcomer • Itis usually a pipe, welded
to the plate.
• It is used to transport fluid in
downward direction.
• It covers (10-15)% of column
X-section area.
20.
20
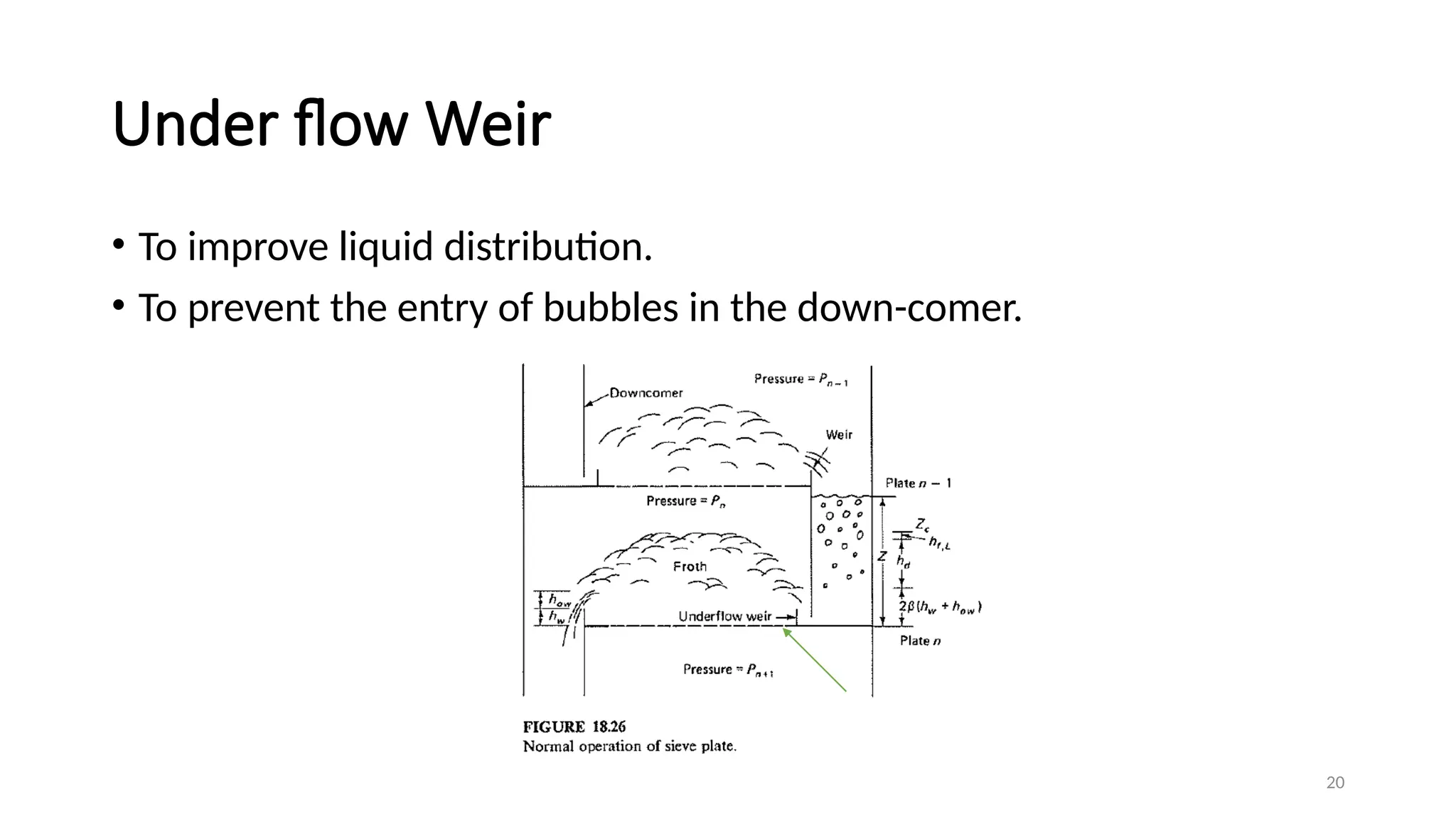
Under flow Weir
•To improve liquid distribution.
• To prevent the entry of bubbles in the down-comer.
21.
21
Vapor Flow
• Flowof vapor in upward
direction is occurred through
holes.
• Holes are arranged in
triangular pattern
• Hole size ( 5-12) mm.
22.
22
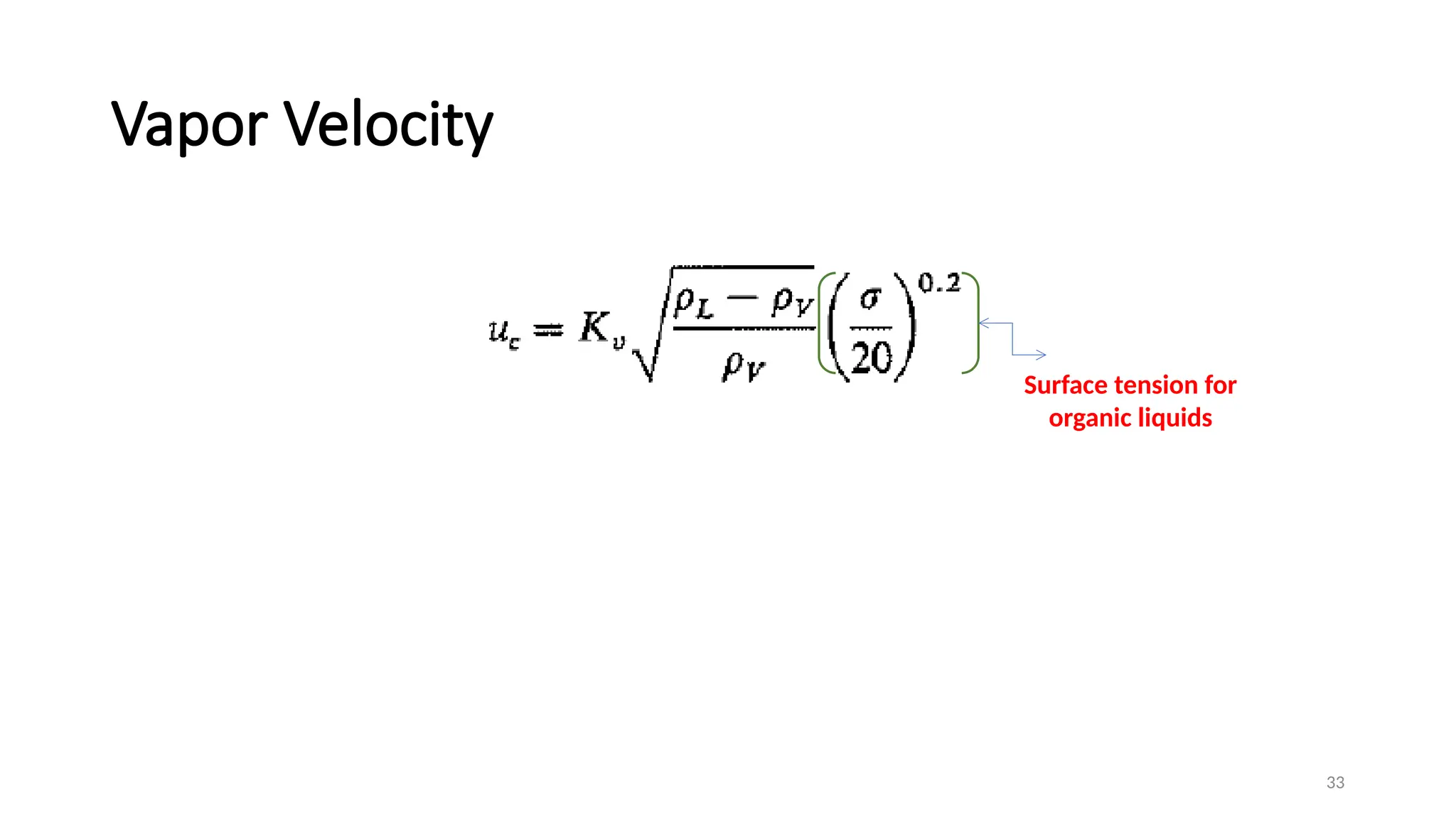
Vapor Velocity
• Velocityof upward moving vapors should
be high enough that can create frothy
mixture of liquid and vapors .
• It can provide large surface area for mass
transfer.
• Froth density = 0.2* liquid density
• Froth height should be several times high
than liquid height on plate.
23.
23
Vapor Pressure Drop
•is needed;
1. to make flow of vapors through perforated regions
2. to make liquid flow on the plate.
Pressure drop across a single plate is 50-70 mm H2O.
24.
24
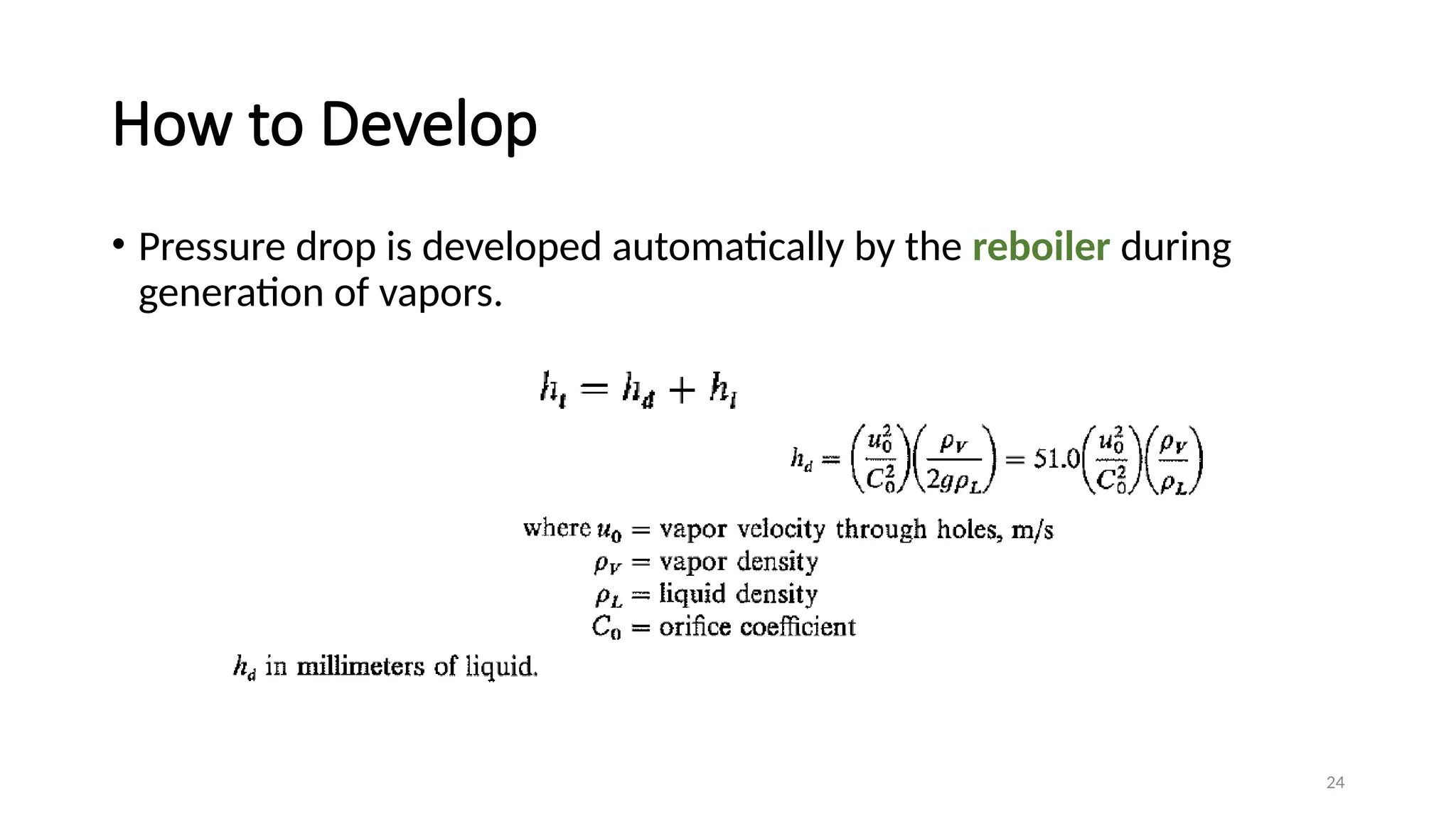
How to Develop
•Pressure drop is developed automatically by the reboiler during
generation of vapors.
25.
25
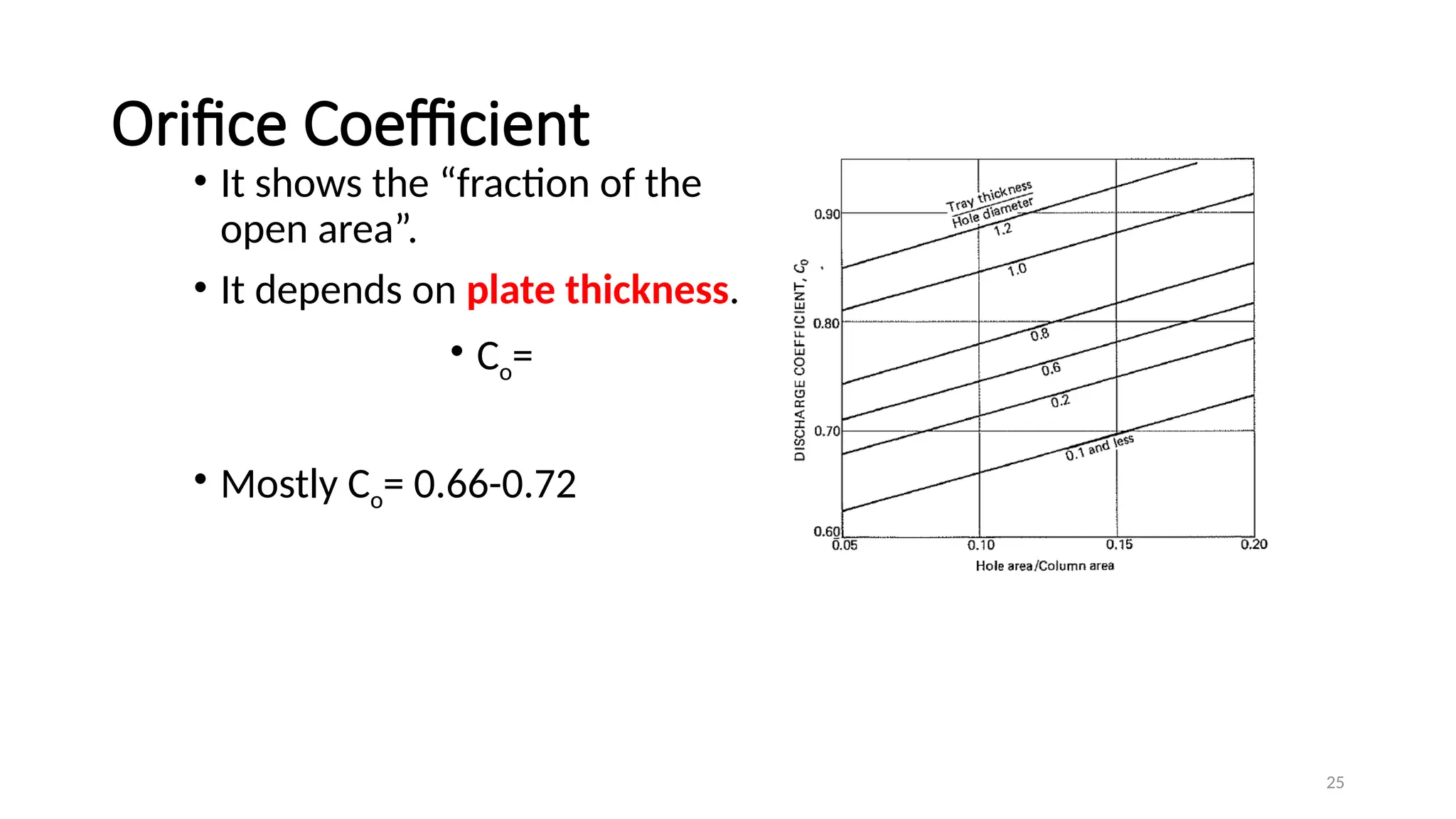
Orifice Coefficient
• Itshows the “fraction of the
open area”.
• It depends on plate thickness.
• Co=
• Mostly Co= 0.66-0.72
30
Flooding
• Flooding Occurswhen;
“height of aerated liquid becomes greater than plate spacing”.
Flooding >>> due to excessive vapor flow
What is the consequence of flooding???
Flow to next plate is hindered
31.
31
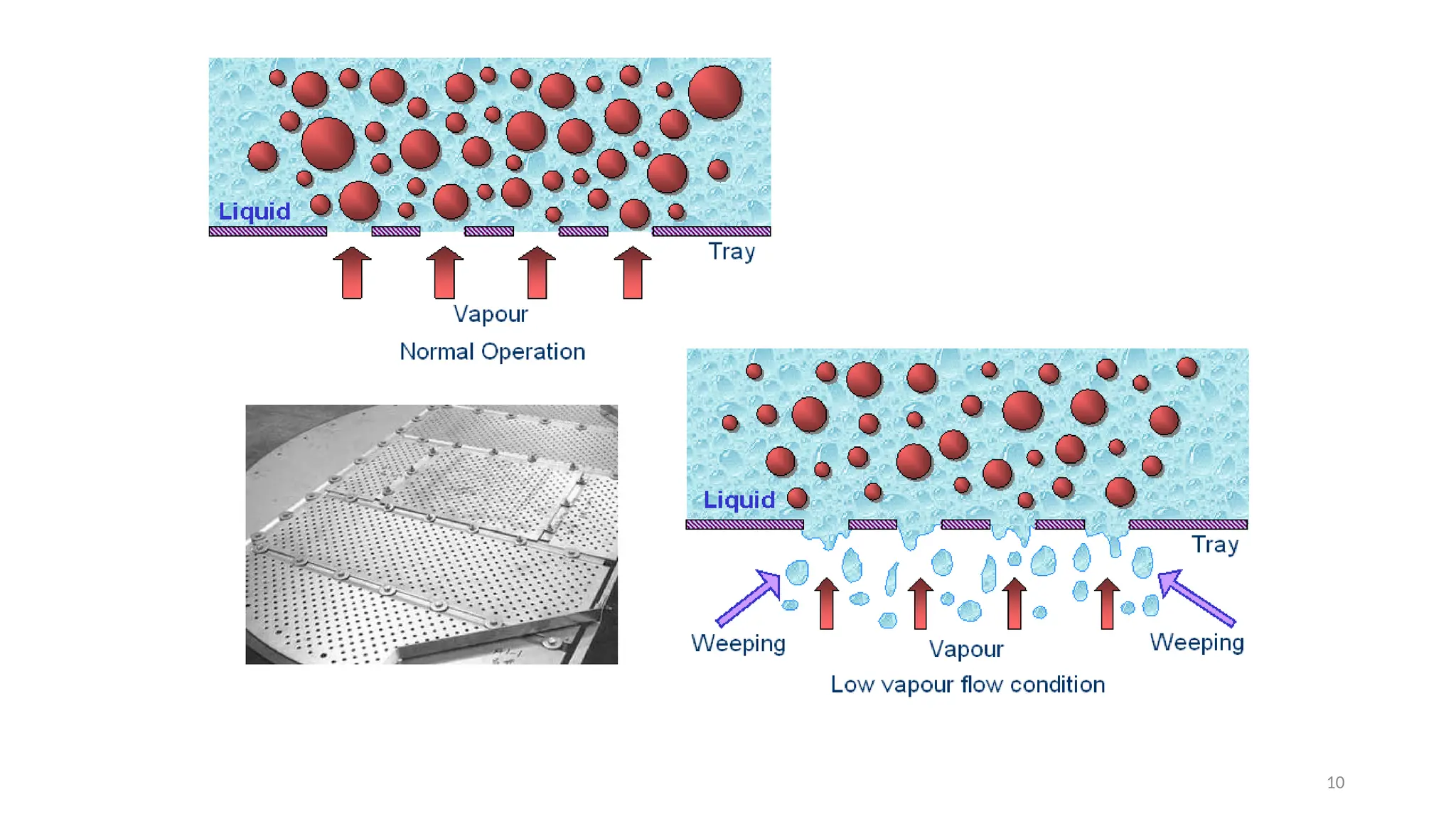
Weeping
• Weeping occursat >>> Low Vapor Velocities
• is not enough and liquid flow down through holes.
• Weeping decreases plate efficiency.
∆ 𝑷
32.
32
Entrainment
• A phenomenonwhere small portion of liquor undergoes vaporization
which is carried out by vapors as a droplet in a condenser.
• Results in contamination of
condensate
#37 Factors determining Column Performance
Liquid and Vapor velocities
Physical properties of liquid and vapor
Extent of entrainment of liquid by rising vapor streams
The hydraulics of the flow of liquid and vapor across and through tray