
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Similar a Tolerancias reparacion de motores
Similar a Tolerancias reparacion de motores (20)
Último
Último (11)
Tolerancias reparacion de motores
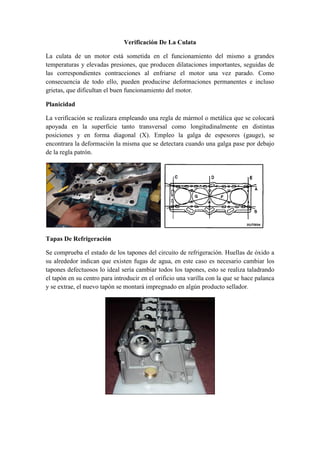
- 1. Verificación De La Culata La culata de un motor está sometida en el funcionamiento del mismo a grandes temperaturas y elevadas presiones, que producen dilataciones importantes, seguidas de las correspondientes contracciones al enfriarse el motor una vez parado. Como consecuencia de todo ello, pueden producirse deformaciones permanentes e incluso grietas, que dificultan el buen funcionamiento del motor. Planicidad La verificación se realizara empleando una regla de mármol o metálica que se colocará apoyada en la superficie tanto transversal como longitudinalmente en distintas posiciones y en forma diagonal (X). Empleo la galga de espesores (gauge), se encontrara la deformación la misma que se detectara cuando una galga pase por debajo de la regla patrón. Tapas De Refrigeración Se comprueba el estado de los tapones del circuito de refrigeración. Huellas de óxido a su alrededor indican que existen fugas de agua, en este caso es necesario cambiar los tapones defectuosos lo ideal sería cambiar todos los tapones, esto se realiza taladrando el tapón en su centro para introducir en el orificio una varilla con la que se hace palanca y se extrae, el nuevo tapón se montará impregnado en algún producto sellador.
- 2. Roscas De Bujías Inspeccionar que la rosca de las bujías no presente deformaciones, que no estén dañadas las roscas si esto sucede se debe pasar un machuelo adecuado para obtener nuevamente la rosca que garantice el correcto apriete de la bujía y por lo tanto se garantice la estanqueidad de los cilindros. Fisuras Inspeccionar visualmente para localizar deformaciones, grietas, o cualquier otro defecto, teniendo cuidado en las cámaras de combustión y los conductos de acceso a ella, así como la superficie plana de unión al bloque de cilindros. Las grietas pueden ser detectadas con mayor facilidad vertiendo un poco de líquido revelador sobre la superficie sospechosa luego que se seca queda resaltada la grieta, si existe. C A B E Z O T E N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA TOMADA 1.- Planicidad Alabeo Regla patrón Mármol (mesa) Gauge-láminas 0,15 mm (máx.) Por cada 0,1mm de rectificación aumenta la Rc. Aprox. 0,2 No presenta fisuras, la planicidad presenta una deformación superior de 0,15 mm por tanto se cepillo el cabezote 2.- Tapas de refrigeración Estado Lupa - visual Presencia de óxido Sustituir No presenta fisuras ni oxido no se sustituye ninguna tapa 3.- Roscas de bujias Estado Machuelo Bujía floja Reconstruir o cambiar Se encuentran en buen estado, no es necesario pasar machuelo 4.- Fisuras- Estado Lupa-visual Ensayos no destructivos ---------- Soldadura fria Sustituir No presenta fisuras en ninguna parte del cabezote
- 3. Verificación Del Bloque Motor Una vez efectuada la limpieza del bloque de cilindros, se procederá a realizar la inspección del mismo, asegurándose de que han sido eliminadas completamente las partículas de juntas de estanqueidad adheridas a las superficies, acoplamiento de la culata y cárter de aceite, cuidando de que los restos no introduzcan en los orificios de los tornillos de fijación, conductos de aceite y de agua. Fisuras Se revisa las zonas de acoplamiento de los distintos accesorios que se fijan al bloque tratando de localizar posibles deformaciones, golpes o grietas, prestando especial atención a las zonas de acoplamiento del filtro de aceite, bomba de agua y la bomba de aceite. También se inspecciona los orificios de aceite del sistema de lubricación, así como sus conductos hacia los cojinetes de bancada, asegurándose que no quedan en ellos restos de barros o suciedad. Se revisa también los conductos de agua del sistema de refrigeración verificando que este no contenga óxidos y residuos que obstruyan la normal circulación, para la limpieza se utiliza una varilla de cobre y aire comprimido. Los orificios roscados deben estar en perfectas condiciones, agujeros de la cara superior del bloque donde se fija la culata y la parte inferior del bloque donde se fija el cárter de aceite. La suciedad en ellos dificulta que el par de apriete sea el correcto si es necesario se debe pasar el machuelo de roscar. Inspeccionar con una lupa las superficies de asiento del bloque para descubrir cualquier grieta o rotura, especialmente en el plano de apoyo de la culata, camisas de agua y apoyos de bancada. Las superficies de apoyo no deben tener, señales de golpes, muescas, ni rayaduras. Las imperfecciones menores pueden ser eliminadas con lija muy fina impregnada en aceite y si es posible realizar soldadura fría caso contrario el bloque ya no sirve.
- 4. Aplanamiento Se verificará que la superficie de apoyo de la culata no presenta alabeo, que puede ser por las altas temperaturas que se originan en esta zona con el funcionamiento del motor. La verificación se realizara empleando una regla de mármol o metálica que se colocará apoyada en la superficie tanto transversal como longitudinalmente en distintas posiciones y en forma diagonal (X). Empleo la galga de espesores (gauge), se encontrara la deformación la misma que se detectara cuando una galga pase por debajo de la regla patrón. Desgaste De Los Cilindros El movimiento alternativo del pistón en el interior del cilindro, así como las elevadas temperaturas y presiones a los que están sometidos, producen un desgaste de los cilindros y pistones. La verificación se debe realizar en todos los cilindros y se comienza con un examen de su superficie interna, que no debe presentar síntomas de gripado del pistón (reconocible por tonalidades azuladas), rayaduras, ni desgastes excesivos, si éste fuese inferior a 0,15 mm, la reparación será suficiente con un esmerilado de cilindros. Valores superiores a éstos en el desgaste implican una operación de rectificado, a la cual sigue un esmerilado. Ovalizacion El desgaste es más pronunciado en el eje transversal al motor, sobre todo en la parte alta del cilindro, en la que se alcanzan mayores temperaturas y presiones, a consecuencia de este desgaste transversal se produce la ovalización del cilindro. Para la comprobación se toma medidas del cilindro con un calibrador de interiores en tres posiciones a lo largo de la altura del cilindro, en forma transversal y longitudinal, para la verificación bastara con la restar de estas medidas y obtenemos la ovalizacion del cilindro.
- 5. Conicidad El desgaste del cilindro se hace mayor en la parte superior, ya que en esta zona son mayores los rozamientos y presiones, a las que se suma una lubricación escasa de las zonas de rozamiento, pues parte del aceite de engrase se quema en la combustión, con el tiempo aparece una conicidad del cilindro. Para la verificación se toma medidas con un calibrador de interiores a lo largo de la altura cilindro en por lo menos tres posiciones, por la diferencia entre los diámetros superior e inferior del mismo obtenemos la conicidad del cilindro. Tapones De Lubricación Y Refrigeración Se comprueba el estado de los tapones del circuito de refrigeración. Huellas de óxido a su alrededor indican que existen fugas de agua, en este caso es necesario cambiar todos los tapones, esto se realiza taladrando el tapón en su centro para introducir en el orificio una varilla con la que se extrae, el nuevo tapón se montará impregnado en algún producto sellador.
- 6. B L O Q U E N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA TOMADA 1.- Fisuras Agrietamiento Lupa - visual ------- Soldadura fría ó Sustitución No presenta, trizaduras ni fisuras 2.- Aplanamiento Deformación: cóncavo ó convexo Regla patrón Mármol (mesa) 0,10 mm (máx.) Máxima rectificación 0,20 mm (caso similar al cabezote) En cuanto a la planicidad, no sobrepaso la medida de 0,05mm está dentro de lo permitido no se realiza ninguna rectificación 3.- Desgaste de los cilindros Ovalización y Conicidad Alexómetro Palpadores Micrómetro de Interior Y Exterior Met. Del perímetro. 0,15 mm (máx.) Rectificado máximo de 1mm. Cilindro 1 Cilindro2 Cilindro 3 Cilindro 4 Ф 1 Longitudinal 72,33 mm 72,34 mm 72,36 mm 72,35 mm Ф 2 longitudinal 72,35 mm 72,35 mm 72,33 mm 72,37 mm Ф 3 longitudinal 72,34 mm 72,34 mm 72,35 mm 72,35 mm Ф 1 Transversal 72,34 mm 72,34 mm 72,36 mm 72,33 mm Ф 2 Transversal 72,35 mm 72,33 mm 72,35 mm 72,36 mm Ф 3 Transversal l 72,36 mm 72,35 mm 72,33 mm 72,36 mm 4.- Deformación de Aminas Descentramiento Regla patrón rectificadora 0,02 mm (máx.) Reconstrucción ó sustitución No tiene no se comprueba. 5.- Tapones de refrigeración y lubricación Fugas ó roturas Lupa - visual -------- Sustitución No presenta fisuras ni oxido por lo tanto no se sustituyen 6.- Bujes del árbol de levas Desgaste Micrómetro de inter. Y exter. palpadores 0,05 a 0,08 mm Escariado Sustitucion Estos están en el cabezote por tanto no se realiza la medición.
- 7. Verificación De Los Pistones Y Rines Pistón – Cilindro El rozamiento existente entre la falda del pistón y las paredes del cilindro, produce como es sabido el desgaste de ambos. En esta zona del pistón, en sentido transversal al bulón, es donde el desgaste es máximo y aquí debe efectuarse la verificación. Esta verificación se realiza introduciendo el pistón en el interior del cilindro hasta la altura del orificio del bulón. Con la ayuda de una galga de espesores se determina el huelgo existente. Si sobrepasa las tolerancias establecidas, deberá rectificarse el cilindro y montar nuevos pistones a sobremedida. La suma de los desgastes del pistón y del cilindro, constituye la holgura existente entre ambos, que para un buen funcionamiento del motor debe ser inferior a 0,5 rnm (medida en frío). Pistón - Rin En la verificación de los pistones, también debe comprobarse la holgura de los segmentos en sus cajas, que se produce como consecuencia del martilleo del segmento en los cambios de sentido de movimiento del pistón en su funcionamiento. La comprobación se realiza introduciendo una lámina calibrada entre el segmento y su caja, Un juego superior a 0,1 mm implica cambio de pistón o del segmento, según cuál sea el defectuoso. El juego de montaje de los segmentos en sus cajas debe ser de 0,05 mm. Un huelgo excesivo entre los segmentos y sus cajas correspondientes produce un bombeo de aceite hacia la parte superior del cilindro, este movimiento del segmento en su caja, es el que produce el bombeo del aceite depositado en las paredes del cilindro hacia la parte superior del pistón, donde se quemará en el tiempo de combustión, con la consiguiente formación de carbonilla.
- 8. Peso Del Pistón Cuando se sustituya uno o más pistones del motor, hay que verificar que todos tengan el mismo peso, de esta manera se evita desequilibrios en el funcionamiento del motor. El peso se toma en una balanza digital en gramos de alta precisión, para esto el pistón debe estar libre de sus rines, bulones y de la biela. Deformación Del Embolo El desgaste sufrido por el pistón en su funcionamiento puede ser medido con la ayuda de un micrómetro de exteriores. La medición ha de realizar por debajo del orificio de alojamiento del bulón y perpendicular a éste la otra medida se la realiza lo más próximo a la cabeza del pistón tanto longitudinal y trasversalmente, la conicidad y ovalizacion se obtiene de la diferencia entre las respectivas medidas. Perfil Del Pistón Acabada la limpieza, se examinarán cuidadosamente los pistones, observando el desgaste de los mismos, rayaduras, grietas, etc. Cualquiera de estos defectos supone la sustitución del pistón. En la observación de posibles grietas, requieren especial atención las zonas de alojamiento de los segmentos y los apoyos del bulón.
- 9. Luz De Puntas También se comprobará el desgaste de los segmentos, introduciéndolos en el cilindro y midiendo la separación entre sus puntas con una galga de espesores. El segmento debe quedar bien centrado en el cilindro, para lo cual basta empujarlo y guiarlo con el propio pistón. Si se sobrepasa la tolerancia, se sustituirán los segmentos, pero si se sobrepasa la medida que puede suceder en segmentos nuevos deberán limarse las puntas en una máquina apropiada. Verificación Del Bulón Una vez que se haya retirado el bulón del pistón con ayuda de una prensa, se introduce la punta del bulón en el alojamiento del pistón y se lo mueve lateralmente, si se aprecia huelgo, deberá medirse el desgaste, tanto del bulón, como del alojamiento en el pistón, con la ayuda de un calibrador interiores y exteriores respectivamente. Para el montaje debe calentarse el pie de biela hasta una temperatura aproximada de 350°C, se verifica que el bulón haya quedado bien posicionado en su alojamiento, sin que sobresalga por ninguno de los extremos, pues produciría rayaduras en el cilindro y verificar que gire libremente en su alojamiento.
- 10. BULON N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Diámetro del bulón: Donde va Flotante Donde va Fijo Desgaste ---------- Micrómetro ----------- 0,01 a 0,02 mm 0,00 (cero) ----------- Completamente fijo Montaje en prensa con diferencia de temperatura Esta prueba no se realizó, como los pistones fueron sustituidos por nuevos en la rectificadora con prensa y calentando la biela se introduce el bulón en cada uno de los pistones P I S T O N Y R I N N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA TOMADA 1.- Pistón-cilindro Montaje Micrómetro de interiores y exteriores 0,05 a 0,15 mm 0.5 a 1,5 lbrs. ----------------- Cilindro 1 Cilindro2 Cilindro 3 Cilindro 4 Ф Pistón 72,19 mm 72,22 mm 72,18 mm 72,19 mm Ф Cilindro 72,35 mm 72,35 mm 72,33 mm 72,37 mm Diferencia 0,16 mm 0,13 mm 0,15 mm 0,18 mm 2.- Pistón-rin Montaje-ranura Gage-láminas 0,05 a 0,15 mm ------------------ Cilindro 1 Cilindro 2 Cilindro 3 Cilindro 4 Rin De Fuego 0,05 mm 0,05 mm 0,05 mm 0,06 mm Rin De Compresión 0,05 mm 0,05 mm 0,06 mm 0,06 mm Rin De Aceite 0,10 mm 0,10 mm 0,10 mm 0,10 mm 3.- Peso del pistón Desequilibrio de peso balanza en gr. 5gr. + ó - ---------------- no se realizó, no se contaba con balanza ni prensa adecuada para sacar el bulón y biela 4.- Deformación del émbolo Diferencia de diáme- tros entre cabeza y falda Micrómetro de exteriores ó calibrador Depende del tipo de pistón Acampanados No superar 0,10 mm entre pistones. Ver manual. Cilindro 1 Cilindro 2 Cilindro 3 Cilindro 4 Ф Falda 72,18 mm 72,20 mm 72,17 mm 72,18 mm Ф Cabeza 71,79 mm 71,81 mm 71,78 mm 71,78 mm 5.- Perfil del pistón Desgaste rayaduras visual - tacto ----------- Pulir con lija y medir, si supera la tolerancia Sustituir Presenta rayaduras, a lo largo de la falda del pistón y desgaste cerca, en el lado de empuje. 6.- Luz de puntas Desgaste de rin y cilindro Gage-láminas 0,15 a 0,35 mm Por cada plg. De diámetro del cilindro dejar 0,003 plg. De luz. Cilindro 1 Cilindro 2 Cilindro 3 Cilindro 4 Luz 0,45 mm 0,45 mm 0,45 mm 0,45 mm
- 11. Verificación Del Cigüeñal El giro del cigüeñal sobre sus cojinetes de apoyo en la bancada y de la cabeza de biela en las muñequillas, produce un desgaste que si llega a ser excesivo obliga a cambiar los cojinetes. En algunas ocasiones, el rozamiento es causa de deformaciones en los apoyos de bancada o las muñequillas y entonces es necesario rectificar el cigüeñal, a medida que se reduce la superficie de apoyo, aumenta la presión unitaria. En una primera inspección, se comprobará que no existen grietas, hendiduras ni resaltes de ninguna clase en las superficies de apoyo ni en las muñequillas, comprobar que los conductos de aceite del cigüeñal no estén obstruidos de ser necesario, se limpiarán utilizando un hilo de cobre y aire comprimido. Desgaste De Los Apoyos De Las Bancadas Ovalización Con un micrómetro de exteriores, se medirá el diámetro de cada una de las muñequillas y cada apoyo de bancada, por lo menos en dos posiciones perpendiculares (arriba-abajo e adelante-atrás), restando las medidas nos dará la ovalización. Conicidad Se coloca el micrómetro en cada uno de los extremos de la muñequilla, se restan los valores del diámetro y tenemos la conicidad del apoyo, que debe efectuarse en todos los apoyos o muñequillas a la medida correspondiente del que presente mayor desgaste, pudiendo, no obstante, rectificar se a distintas medidas los apoyos y las muñequillas. Juego Radial Comprobar el juego existente en los cojinetes de apoyo de bancada, para lo cual se montará el cigüeñal sobre sus apoyos de bancada y se colocarán las tapas correspondientes en sus posiciones adecuadas, interponiendo el hilo pastigage conveniente, se ajusta los tornillos al par especificado por el fabricante. Si el huelgo existente supera los límites establecidos, deberán sustituirse los cojinetes de bancada por otros sobredimensionados, en cuyo caso se hace necesaria la rectificación del cigüeñal en sus apoyos.
- 12. Juego Axial La verificación se realiza con un comparador de base magnética, cuya punta del palpador se aplica al extremo del cigüeñal, en la misma cara plana de fijación del volante. Con la ayuda de un destornillador, se llevará al cigüeñal axialmente hacia el extremo opuesto al comparador, hasta el tope de recorrido ponemos a cero la escala del reloj y movemos el cigüeñal en sentido contrario y el reloj comparador nos dará la medida del huelgo existente. Si fuera necesaria su corrección, se sustituirá el cojinete axial por otro de sobremedida o submedida adecuada. Esta verificación puede realizarse también con el empleo de una galga de espesores, que se introducen entre el cigüeñal y uno de sus apoyos, una vez desplazado el cigüeñal a tope en un sentido. Equilibrado Deberá controlarse el equilibrado del cigüeñal con el volante de inercia y con el mecanismo de embrague acoplado. Los soportes en V son sustituidos ahora por soportes horizontales, sobre los que se apoya el cigüeñal, se hace girar al cigüeñal sobre ellos, debe permanecer en equilibrio en cualquier posición que se deje. Los desequilibrios son corregidos quitando material de los contrapesos por medio de Taladrados, o añadiendo material en las zonas de menor peso.
- 13. Alineación Esta operación es necesaria también después de un rectificado. Para ello se coloca el cigüeñal apoyado por sus extremos en soportes V, con la ayuda de un reloj comparador cuyo palpador se aplicará a cada uno de los apoyos y muñequillas, puede determinarse el desalineado existente entre ellos para distintas posiciones de giro del cigüeñal. C I G U E Ñ A L N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Desgaste Apoyos de bancada y biela (conicidad y ovalización) Micrómetro 0,04 mm Rectificación máxima 1 mm. No presenta conicidad ni desgaste en el cigüeñal, la única corrección fue un pulido fino. 2.- Juego radial Luz de aceite Hilo plástico 0,05 a 0,15 mm Rojo 0,002 a 0,006 plg. El aplastamiento del plastigage fue de 0,003 pulgadas en todos los apoyos del cigüeñal 3.- Juego axial Medias lunas ó cojinetes axiales R. comparador gauge 0,04 a 0,08 mm Cambiar medias lunas a sobremedida El juego radial fue medido con un calibrador de galgas cuya medida fue de 0,05mm 4.- Equilibrado Descentramiento R. comparador Soportes en V 0,02 mm Dinámico No se realizó la comprobación ya que se requiere de utillaje especial para esta prueba. 5.- Alineación Descentramiento ó Deformación R. comparador 0,02 mm Rectificadora ó torno con el reloj comparador la diferencia máxima obtenida fue de 0,01 mm esta dentro del rango no se realiza ninguna corrección
- 14. Verificación De Las Bielas Juego Radial Se inspeccionará la superficie interior de los cojinetes de fricción de la cabeza de biela, que no debe presentar rayaduras ni señales de un desgaste excesivo, cualquiera de estos parámetros implica la sustitución de los cojinetes de biela. Para la verificación del juego radial, el cigüeñal debe ya haber sido pulido o rectificado y los cojinetes nuevos deben tener la sobremedida especificada, cada biela debe montarse en su muñequilla correspondiente y en la posición adecuada. El control del juego se realiza generalmente con hilo calibrado "Plastigage", se monta la biela en la muñequilla, colocamos plastigage en el sombrerete a lo ancho del cojinete, sin que sobresalga por sus extremos. Colocamos el sombrerete y se apretamos las tuercas de fijación al par de apriete especificado y después de ello se vuelve a desmontar el sombrerete, el hilo que esta aplastado se compara con la escala de la envoltura y debe estar dentro de la holgura máxima. Paralelismo Una manera muy sencilla de verificar si la biela está deformada, consiste en situarla sobre una superficie plana (acostarla), en la que debe apoyar perfectamente, tanto la cabeza como el pie. Las posibles deformaciones se detectan introduciendo láminas calibradas en las zonas de apoyo mientras se presiona en la parte opuesta. Para verificar el paralelismo de los ejes del pie y cabeza de la biela, se montará el bulón en la biela, se instala ésta en una máquina apropiada, en la que las láminas extensibles del eje centran la cabeza. Apoyando la escuadra en el bulón puede verse si acopla perfectamente con el plano, en caso de observar luz en el acoplamiento, indica que la biela está torcida y deberá ser sustituida. Esta operación debe repetirse con el pistón ya montado en la biela, en la escuadra apoya ahora en la superficie plana de la cabeza del pistón, que por medio de la biela se encuentra fijo al eje de centrado y posicionado por el tope.
- 15. Cojinete Del Pie De Biela El cojinete de fricción del pie de biela, deberá encontrarse en perfectas condiciones la superficie de apoyo con el bulón, no debe presentar ni desgastes excesivos ni rayaduras. Si el bulón va montado a presión en el pie de biela, se verificarán los diámetros de ambos con un micrómetro de exteriores. Si presenta excesivo desgaste se sustituye ya sea el cojinete o el bulón. Pernos Y Tuercas Las tuercas deben ser colocados en la mismo perno para cada biela de la que fue retirada, se debe comprobar que estas no presenten, trizaduras ni deformación en su rosca de darse el caso se deben sustituir las dos tuercas y los dos pernos. B I E L A N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Juego radial Luz de aceite Hilo plástico 0,05 a 0,15 mm ------------ El aplastamiento del plastigage fue de 0,003 pulgadas en todos los cojinetes de biela. 2.- Paralelismo Deformación Soporte Pendicular 0,00 (cero) Sustituir No se pudo realizar esta verificación no se cuenta con la maquina necesaria para el ensayo. 3.- Cojinete del pie de biela Holgura de montaje Micrómetro Flotante - 0,01mm Fijo 0,00 Cero ------------- Como se cambió los pistones y el bulón es a presión no se pudo realizar la prueba ya que se requiere de una prensa adecuada para la extracción del mismo 4.- Pernos y tuercas Montaje visual cuanta hilos ------------ Sustituir perno y tuerca Visualmente se inspecciono que hilos de rosca de los pernos no presentan deformaciones ni golpes por tanto no es necesario la sustitución
- 16. Verificación Del Volante De Inercia Espejo y Desgaste Visualmente se comprobará que no existen grietas, hendiduras ni resaltes de ninguna clase en las superficies de apoyo del disco de embrague, además que no presente agarrotamiento que se identifica con un color azulado, si las imperfecciones son menores basta con lijar la superficie con un alija impregnada de aceite, aso contrario el volante debe ser sustituido. Descentramiento Con el cigüeñal ya colocado en el bloque, se coloca el volante de inercia, para lo cual se ocupa el reloj comparador con palpador el plano del volante, en un punto cercado a la periferia. Las deficiencias de centrado son dadas por el reloj comparador, al girar el cigüeñal. Coronilla Para la verificación de la corona dentada del volante, se toma en cuenta el estado del engrane y desgaste de los dientes. Si el desgaste es mínimo en los dientes bastara con limar las aristas, si el desgaste es demasiado es necesario la sustitución de la corona, para lo cual es preciso calentarla hasta la temperatura de 80° C, cuidando que el calentamiento a que se la somete no sea excesivo, pues variarían las características del tratamiento térmico que posee.
- 17. VOLANTE DE INERCIA N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Espejo Deformación Visual- lupa Desgaste- menor Desgaste- mayor Pulir Sustituir Presenta ligeras rayaduras que se corrigen con una lija impregnada en aceite 2.- Desgaste Rayaduras Visual- lupa Desgaste- menor Desgaste- mayor Pulir Sustituir No existen grietas , fisuras ni agarrotamiento en ninguna parte del volante 3.- Descentramiento Alabeo Soportes en V Torno 0,05 mm (máx.) sustituir El reloj comparador nos indica un ligero alabeo cuyo valor máximo es de 0,01 mm de descentramiento 4.- Coronilla Estado de dientes Visual Desgaste- menor Desgaste- mayor limar aristas Sustituir Posee 106 dientes y ninguno presenta un desgaste en sus aristas, no se realiza ninguna corrección Verificación Del Árbol De Levas Apoyos Se inspeccionarán las superficies de los apoyos, no deben presentar señales de agarrotamientos, rayaduras ni agrietamientos. Con un calibrador de exteriores se mide los apoyos, se coloca las bancadas del árbol de levas y se comprueba el diámetro interior con un alexómetro, de esta manera se verifica si presenta ovalizaciones o desgaste en los apoyos internos del árbol de levas. Si se presentan alguna de estas anomalías o el desgaste es superior al permitido es conveniente sustituir el árbol de levas. Levas Se inspeccionarán visualmente el perfil de las levas, las mismas que no deben presentar señales de agarrotamientos, rayaduras ni agrietamientos. La altura de las levas se verifica con un calibrador de exteriores, la altura debe ser idéntica para cada conjunto de válvulas de admisión y escape, los valores deben ser
- 18. idénticos al especificado por el fabricante de no ser necesariamente se sustituye el árbol de levas. Paralelismo Se coloca el árbol de levas descansando sobre soportes en V, se procede a verificar el descentrado, utilizando un reloj comparador, cuyo palpador esté en contacto con el apoyo central, se hace girar el árbol. El comparador no debe acusar diferencias de lecturas superiores a las máximas permisibles. El caso contrario supone que existe descentrado y deberá sustituirse el árbol de levas. Excéntrica Y Piñón Helicoidal También se inspeccionará la excéntrica que manda la bomba de gasolina y el piñón que da movimiento al distribuidor de encendido, que no debe presentar un excesivo desgaste de sus dientes, ni rotura de alguno de ellos, lo cual implicaría la sustitución del árbol de levas.
- 19. EJE DE LEVAS N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Apoyos Desgaste Alexómetro Micrómetros Palpadores 0,05 a 0,08 mm No es posible la Rectificación. Apoyo 1 Apoyo 2 Apoyo 3 Apoyo 4 Apoyo 5 Ф Apoyo 30 mm 29,93mm 29,99mm 29,98 mm 29,99mm 2.- Levas Desgaste Micrómetro Calibrador 0,05 a 0,08 mm No es posible la Rectificación. Cilindro 1 Cilindro 2 Cilindro 3 Cilindro 4 Altura Leva Adm. 42,8 mm 42,8 mm 42,6 mm 42,9 mm Altura Leva Esc. 41,9mm 41,9 mm 41,8 mm 41,8 mm Altura Leva Adm. 42,8 mm 42,9 mm 42,9mm 42,8mm 3.- Paralelismo Deformación Soportes en V Torno 0,05 mm (máx.) Sustitución El reloj comparador no indica como máxima deformación 0,03 mm 4.- Excéntrica Estado Visual Desgaste-mayor Pulir Sustituir todo No se realiza la prueba el vehículo posee bomba de gasolina eléctrica 5.- Piñón helicoidal Estado de dientes Visual ---------- Sustituir todo No se verifica ya que el distribuidor solo presenta una muesca en la que ingresa libremente
- 20. Verificación De Levantadores Y Taques Cuerpo Del Taque Y Su Alojamiento En los taqués, deberán comprobarse las superficies de contacto con las levas y las laterales, que no deben presentar huellas de excesivos desgastes, gripados ni rayaduras. Por medio de un micrómetro se comprobarán los desgastes de la superficie lateral del taqué y su posible ovalización. Se examinará la superficie interna de los alojamientos de taqués, que deberá estar exenta de rugosidades y no excesivamente desgastada. Empleando un taqué nuevo puede verse el desgaste del alojamiento por la holgura que presentan ambos en el montaje, esta comprobación, que debe realizarse en todos los alojamientos. Planicidad La planitud de la superficie de accionamiento del taqué se verifica con una regla. Si se comprueba que está rehundida, debe sustituirse el taqué. Desgastes irregulares de esta superficie o de la lateral, son síntomas de que el taqué no ha girado. Taques Hidráulicos Para esto se usa una pequeña prensa de manera que sujete al taque por sus dos bases, se debe presionar progresivamente y el aceite en el interior debe descargarse en un tiempo similar para todos los taques si esto no ocurre debe sustituirse los taques por unos nuevos. Los taques deben dejarse en diesel unos días para facilitar la descarga del aceite ya usado. L E V A N T A D O R E S / T A Q U E S N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Cuerpo del taque y su alojamiento Desgaste Micrómetro de interiores Y Exteriores Palpador Calibrador 0,02 a 0,05 mm Fuera de este tiempo Sustituir No presenta fisuras ni desgaste excesivo por lo que no se realiza ningún cambio ni sustitución de elementos 2.- Planicidad Desgaste Regla 0,00 (cero) Sustituir No presenta hundimientos ni huellas de desgaste por lo que se usa los mismos taques 3.- Taques Hidráulicos Prueba de fuga Taladro de poste, varilla y diésel Tiempo de fuga 15 a 60 seg. Fuera de este tiempo Sustituir Con un playo se presiona constantemente de manera que el tiempo de descarga es más o menos similar en todos los ataques, aproximadamente 22 segundos
- 21. Verificación De Balancines Eje De Balancines En caso necesario se verificará el desgaste del eje de balancines con un micrómetro y las posibles deformaciones del mismo con la ayuda de un reloj comparador, colocando el eje sobre soportes en V haciéndolo girar de manera que el palpador nos de la deformación del mismo prueba similar al del árbol de levas. Balancín - Eje El huelgo existente entre el balancín y su eje en el montaje de ambos no debe sobrepasar los 0,1 mm. Si fuese mayor es preciso sustituir los balancines defectuosos o el eje. La tolerancia de montaje suele estar comprendida entre 0,01 Y 0,05 mm. Apoyos Se usa un alexómetro en cada uno de los apoyos para verificar conicidad y desgaste, si excede el máximo tolerable la única salida es cambiar todos los apoyos. Los apoyos son muy difíciles mecanizarlos o rectificarlos a una medida superior por lo que la única reparación en estos casos es la sustitución del mecanismo. B A L A N C I N E S N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Eje de balancines Desgaste Reloj Comparador Torno 0,01 mm Sustitución No presenta conicidad, ni desgaste en su diámetro. 2.- Balancines-eje Desgaste Micrómetros 0,02 a 0,04 mm Cambio de los dos elementos Ninguno de los dos elementos presenta desgaste ni deformaciones 3.- Apoyos y eje Desgaste Micrómetros 0,01 a 0,02 mm ----------------- Los apoyos presentas pequeñas rayaduras que se corrigen con lija muy fina impregnada de aceite.
- 22. Verificación De Las Válvulas Las válvulas de un motor están sometidas a las altas temperaturas y presiones que se producen en la cámara de compresión. Las de escape han de soportar, además, la salida de parte de los gases aún ardiendo. Unas y otras son enfriadas por los gases frescos de la admisión y, por tanto, los choques térmicos que sufren son importantes. De otra parte, los movimientos de apertura y cierre, así como el golpeteo de la cabeza contra su asiento, pueden ser causa de deformaciones si la válvula no tiene la rigidez adecuada. El rozamiento del vástago en su guía produce desgaste. Cabeza la deformación de la cabeza de la válvula se comprueban por medio de un reloj comparador cuyo palpador se pone en contacto con la periferia de la cabeza, estando la válvula montada en su alojamiento, se hace girar la válvula sobre su eje, observando si existen desviaciones de la aguja del comparador, lo que indica que la cabeza de válvula están deformados y es preciso sustituir la válvula. Vástago Las deformaciones, se comprueban por medio de un reloj comparador cuyo palpador se pone en contacto con la periferia del vástago, estando la válvula montada en su alojamiento. En estas condiciones, se hace girar la válvula sobre su eje, observando si existen desviaciones de la aguja del comparador en cuyo caso se sustituye la válvula. Para el desgaste se usa un micrómetro de exteriores o un calibrador, se toma la medida en por lo menos tres posiciones diferentes a lo largo del vástago, comprobando de esta manera el desgaste y conicidad de la guía. Vástago- Guía Las holguras entre el vástago y su guía, se comprueban por medio de un reloj comparador cuyo palpador se pone en contacto con la periferia de la cabeza, la holgura entre el vástago y su guía se comprueba moviendo la válvula lateralmente para acercarla y alejarla del palpador del comparador. La diferencia de las lecturas obtenidas en ambas posiciones determina el huelgo existente. Si el huelgo es excesivo, se sustituirá la guía volviendo a realizar la verificación, en caso de sobrepasar con la nueva guía, se sustituirá también la válvula. Perfil Para medir el perfil de la cabeza de la válvula se usa un calibrador de la medida no debe ser menor a 1mm, si la válvula presenta una medida inferior a la establecida se debe sustituir la válvula.
- 23. VALVULAS N. DENOMINACION COMPROBACION APARATO TOLERANCIA OBSERVACION MEDIDA OBTENIDA 1.- Cabeza Deformación Rectificadora De válvulas 0,00 (cero) Sustitución Con el reloj comparador se observó un alabeo de 0,03 mm por tanto se sustituyen las válvulas. 2.- Cara Angulo de cierre Rectificadora De válvulas 0,00 (cero) 30, 45, 60º ángulo No se realizó la prueba no se cuenta con la maquinaria adecuada para esto 3.- Vástago Deformación desgaste Deformación desgaste 0,00 (cero) ----------------- - Con el reloj comparador observamos que la deformación en el vástago era nula ya que la ajuga no oscilaba. 4.- Vástago - Guía Deformación desgaste Rectificadora de válvulas Admisión: 0,04 a 0,08 mm Escape: 0,06 a 0,12 mm Sustitución de válvula y guía El desgaste de la guía era evidente ya que al moverla lateralmente el reloj comparador nos indica una lectura aproximada de 0,05 mm 5.- Perfil Tamaño Calibrador Mínimo 1 mm Sustituir válvula El perfil de la válvula era muy pequeño aproximadamente de 0,9 mm 6.- Asentamiento Cierre hermético Pasta esmeril ventosa 0,00 (cero) ------------- Los asientos fueron cambiados por lo tanto se asentó válvulas ya que cada válvula deja una marca característica en su respectivo asiento se numera las válvulas para cada asiento.