

Recomendados
Más contenido relacionado
La actualidad más candente
Similar a Fábrica de pernos
Similar a Fábrica de pernos (20)
Más de Helenna Fabela
Más de Helenna Fabela (15)
Fábrica de pernos
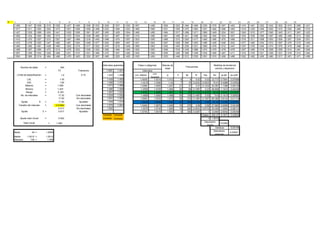
- 1. 7 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1.495 1.447 1.508 1.519 1.526 1.427 1.468 1.506 1.533 1.529 1.537 1.520 1.557 1.498 1.509 1.523 1.494 1.466 1.530 1.579 1.507 1.493 1.410 1.481 1.522 1.542 1.502 1.474 1.566 1.421 1.517 1.511 1.554 1.502 1.473 1.521 1.508 1.506 1.498 1.523 1.494 1.523 1.495 1.560 1.531 1.530 1.475 1.564 1.521 1.482 1.496 1.483 1.519 1.430 1.449 1.502 1.410 1.535 1.480 1.519 1.427 1.530 1.489 1.453 1.441 1.530 1.526 1.561 1.407 1.493 1.429 1.504 1.485 1.490 1.494 1.517 1.496 1.471 1.565 1.449 1.534 1.501 1.540 1.510 1.477 1.540 1.443 1.411 1.561 1.422 1.558 1.432 1.464 1.492 1.573 1.470 1.544 1.538 1.485 1.531 1.467 1.551 1.410 1.480 1.481 1.495 1.441 1.496 1.454 1.454 1.534 1.507 1.534 1.538 1.556 1.497 1.480 1.499 1.513 1.582 1.412 1.472 1.527 1.512 1.507 1.497 1.468 1.516 1.445 1.498 1.474 1.507 1.523 1.505 1.488 1.515 1.520 1.417 1.492 1.495 1.470 1.468 1.516 1.511 1.508 1.503 1.554 1.507 1.524 1.501 1.472 1.476 1.520 1.447 1.482 1.481 1.524 1.458 1.577 1.525 1.560 1.467 1.531 1.504 1.507 1.528 1.569 1.493 1.496 1.449 1.548 1.543 1.577 1.480 1.534 1.573 1.587 1.476 1.510 1.449 1.490 1.482 1.481 1.428 1.460 1.502 1.515 1.517 1.522 1.470 1.516 1.545 1.506 1.563 1.542 1.445 1.539 1.531 1.590 1.479 1.512 1.447 1.537 1.478 1.545 1.474 1.570 1.475 1.498 1.461 1.499 1.457 1.500 1.472 1.513 1.478 1.503 1.535 1.523 1.556 1.494 1.494 1.522 1.553 1.548 1.516 1.439 1.586 1.474 1.470 1.479 1.478 1.507 1.490 1.519 1.528 1.559 1.514 1.461 1.546 1.507 1.490 1.532 1.548 1.486 1.531 1.510 1.521 1.466 1.472 1.451 1.482 1.540 1.590 1.509 1.495 1.568 1.459 1.534 1.480 1.487 1.411 1.516 1.476 1.521 1.456 1.521 1.478 1.512 1.464 1.504 1.565 1.514 1.464 1.488 1.470 1.463 1.532 1.507 1.465 1.525 1.493 1.535 1.454 1.533 1.446 1.513 1.530 1.551 1.515 1.456 1.488 1.502 1.492 1.455 1.480 1.517 1.451 1.471 1.458 Intervalos aparentes Clase o categorias Marcas de Medidas de tendencia Número de datos = 300 Frecuencias clase central y dispersion TV Tolerancia 1.405 1.421 Intervalos Límite de especificación 0.15 Lim. = 1.5 1.422 1.438 Lim. Inferior xi fi fai fri frai fixi |xi-x|fi (xi-x)2fi Superior LSL = 1.35 1.439 1.455 1.4045 1.4215 1.413 9 9 0.03 0.03 12.717 0.7941 0.07006 USL = 1.65 1.456 1.472 1.4215 1.4385 1.43 7 16 0.0233 0.0533 10.01 0.4986 0.03552 Máximo = 1.590 1.473 1.489 1.4385 1.4555 1.447 21 37 0.07 0.1233 30.387 1.1388 0.06176 Mínimo = 1.407 1.490 1.506 1.4555 1.4725 1.464 32 69 0.1067 0.23 46.848 1.1914 0.04435 Rango = 0.183 1.507 1.523 1.4725 1.4895 1.481 40 109 0.1333 0.3633 59.24 0.8092 0.01637 No. de intervalos = 17.32 Con decimales 1.524 1.540 1.4895 1.5065 1.498 50 159 0.1667 0.53 74.9 0.1615 0.00052 17.00 Sin decimales 1.541 1.557 1.5065 1.5235 1.515 59 218 0.1967 0.7267 89.385 0.8124 0.01119 Ajuste 6 = 11.00 Ajustado 1.558 1.574 1.5235 1.5405 1.532 40 258 0.1333 0.86 61.28 1.2308 0.03787 Tamaño del intervalo = 0.01664 Con decimales 1.575 1.591 1.5405 1.5575 1.549 18 276 0.06 0.92 27.882 0.8599 0.04108 0.017 Sin decimales 1.592 1.5575 1.5745 1.566 16 292 0.0533 0.9733 25.056 1.0363 0.06712 Ajuste 0 = 0.017 Ajustado 1.5745 1.5915 1.583 8 300 0.0267 1 12.664 0.6542 0.05349 Correcto Correcto Totales 450.37 9.1871 0.43933 Ajuste valor inicial = 0.002 Correcto Correcto = 1.5012 Valor inicial Desviación = 1.405 0.0306 media Varianza 0.00146 Desviación Moda 40 = 1.5065 0.03827 estándar Media 1.5012 = 1.5012 Mediana 159 = 1.498
- 2. Histograma x y x y x y 1.4045 0 Media aritmética Límite inferior 80 1.4045 9 1.5012 0 1.4045 0 1.4215 9 1.5012 70 1.4045 70 70 1.4215 0 1.4215 7 Media + 1s Límite superior 60 1.4385 7 1.5395 0 1.5915 0 1.4385 0 1.5395 70 1.5915 70 50 1.4385 21 1.4555 21 Media + 2s USL 40 1.4555 0 1.5778 0 1.65 0 1.4555 32 1.5778 70 1.65 70 30 1.4725 32 1.4725 0 Media + 3s LSL 20 1.4725 40 1.616 0 1.35 0 1.4895 40 1.616 70 1.35 70 10 1.4895 0 1.4895 50 Media -1s TV 0 1.5065 50 1.463 0 1.5 0 1.5065 0 1.463 70 1.5 70 1.3000 1.3500 1.4000 1.4500 1.5000 1.5500 1.6000 1.6500 1.7000 1.5065 59 1.5235 59 Media - 2s 1.5235 0 1.4247 0 Media +4s 1.5235 40 1.4247 70 1.6543 0 1.5405 40 1.6543 70 1.5405 0 Media - 3s Media -4s 1.5405 18 1.3864 0 1.34816 0 1.5575 18 1.3864 70 1.34816 70 1.5575 0 1.5575 16 1.5745 16 1.5745 0 1.5745 8 1.5915 8 1.5915 0
- 3. Gráfica de cajas y bigotes 45 Q1 = 300 75 = 1.481 x y x y 4 1.481 10 1.48 30 40 1.481 30 1.53 30 Q3 = 300 ( 3 ) = 225 = 1.532 35 4 1.532 10 1.48 10 1.532 30 1.53 10 30 25 Q1 1.50123 10 1.405 20 1.50123 40 1.591 20 20 Q3 15 Media 1.405 10 10 1.405 30 5 1.591 10 0 1.591 30 1.35 1.4 1.45 1.5 1.55 1.6 1.65 Ojiva Gráfica circular 1.2 3% 3% 2% 1 1 5% 2 6% 7% 0.8 3 11% 4 0.6 13% Series1 5 0.4 13% 6 0.2 20% 7 17% 8 0 9 1.4000 1.4500 1.5000 1.5500 1.6000
- 4. Fábrica de pernos “Fabela, S.A” La producción de pernos de de alta resistencia están especificados en la normas ASTM A325 y A490. El perno A325 es fabricado bajo tratamiento térmico y con un acero temperado de medio carbono, el perno A490 es de un acero de baja aleación y templado, tiene propiedades más altas que el A325. Estas son algunas de las especificaciones que en general debe cumplir una empresa que fabrica este tipo de piezas. Hoy en día toda industria bien sea en el campo que se desarrolle debe mantener un alto status de productividad y calidad para permanecer en el mercado global, esto conlleva indudablemente a la mejora del nivel de vida de la empresa. Con el fin de mejorar la organización, se ha hecho un estudio de calidad en la siguiente empresa productora de pernos, verificando si es posible satisfacer las necesidades y especificaciones de nuestro cliente. Para dicho estudio se tomo en cuenta una muestra de 300 pernos para su inspección. Anteriormente mostramos las medidas de los 300 pernos, así también proporcionamos la información necesaria para establecer si tenemos la capacidad de proveer al cliente o no. Basándonos en el análisis gráfico de la capacidad de este proceso, se observa la información crítica acerca de la distancia de la media y su valor objetivo (Target Value), la cual nos da un valor de 0.0012. Esta información provee luces para mejorar la capacidad de todos los procesos que hacen forma del producto. En los gráficos existentes para analizar la capacidad de un producto, se asume que cada uno de los procesos que conforman el producto son independientes, tienen distribución normal y presentan tolerancia simétrica. En este artículo, proponemos un método gráfico para evaluar la capacidad de un producto bajo diferente número de tolerancias simétricas o asimétricas. El gráfico propuesto suministra información acerca de la localización y dispersión de las características que conforman el producto. En este caso nuestro Target Value es de 1.5 y las tolerancias que nos permite el cliente son de ±0.15. Nuestro Lower Specification Limit es de 1.35 y el Upper Specification Limit es de 1.65. Tomando en cuenta las anteriores especificaciones el porcentaje de que las piezas cumplan con tales especificaciones es de 99.7% según la regla empírica de la distribución normal que nos dice que alrededor de este porcentaje los datos se encuentran a tres desviaciones estándar de la media. El histograma nos muestra que el proceso este bastante centrado puesto que el Target Value se agrupa cerca de la media. El porcentaje que se encuentra entre la media y ± 1s es de alrededor del 60.34%, el 92% se encuentra entre la media y ± 2s, y el 100%, es decir los 300 pernos tomados para su inspección se encuentra entre la media y ± 3s.
- 5. Fábrica de pernos “Fabela, S.A” Si las especificaciones del cliente cambiasen a TV = 1.4 y la tolerancia se conservara igual, los datos no estarían distribui dos en forma normal y el proceso estaría totalmente descentralizado puesto que la media seguiría siendo la misma es decir de 1.5012 pero e l valor del TV es de 1.40 por lo tanto están demasiado alejados uno de otro. La empresa sería una total incompetente en este campo indust rial puesto que a duras penas alcanza la media más 1s.
- 6. Fábrica de pernos “Fabela, S.A” Si cambiamos ahora el TV a 1.45 el proceso queda igualmente descentralizado, su calidad es de la media +2s, sin embargo si alcanza la media -4s. Ahora si el Target Value es de 1.55 con la misma tolerancia, el USL nos queda de 1.7 y el LSL de 1.40, por lo tanto el porcentaje de piezas de la media +3s, es del 47% lo que es un valor demasiado bajo si lo relacionamos con la calidad de las piezas dejándonos tan solo 141 piezas dentro de ese rango. Con estas especificaciones no alcanza la media -3s, el número de piezas entre la media y - 2s es de 5%, tan solo 15 piezas de las 300 fabricadas.
- 7. Fábrica de pernos “Fabela, S.A” Otra especificación que tomamos en cuenta es evaluar la tolerancia en 0.15 y el Target Value en 1.60. En este caso si alcanza la media + 4s incluso pude alcanzar la media + 5s, pero hay un pequeño problema alcanza tan solo la media + 1s. Cambiado ahora todas las especificaciones del cliente dejándonos el TV = 1.40 y la tolerancia en 0.20, nuestro histograma muestra lo siguiente:
- 8. Fábrica de pernos “Fabela, S.A” Según la información mostrada en este gráfico el proceso continua totalmente descentralizado dejando aproximadamente 181 piezas entre la media y ±1s. No alcanza la media +2s, por lo tanto esta empresa con estas especificaciones del cliente no puede comprometerse, pues en la mayoría de las piezas quedaría mal. Las indicaciones siguientes del cliente son TV = 1.45 con una tolerancia de 0.20. En este caso todas las piezas entrarían dentro del rango de tolerancia, sin embargo el histograma nos muestra que la empresa en cuestión no puede superar la media +3s, aunque si alcanza la media -3s.
- 9. Fábrica de pernos “Fabela, S.A” Este caso nos muestra quizá la mejor de las propuestas o las mejores circunstancias en que la empresa podría hacerse cargo del pedido hecho con las siguientes especificaciones del cliente las cuales no ubican Target Value en 1.50 con una tolerancia de 0.20. Nos muestra que los datos se encuentran distribuidos en forma normal, el proceso en este caso esta bastante centrado, se ubica muy cerca de la media. Además nos deja el LSL en 1.30 y el USL en 1.7, con lo cual las 300 piezas que se inspeccionaron entrarían dentro de las especificaciones del cliente. No rechazando ninguno de nuestros pernos. Además evaluando y viendo el histograma nos damos cuenta que muy bien alcanza la media ±4s, lo que nos dice que es una empresa que muy bien puede mantenerse dentro del campo industrial. Y con indicaciones de que puede mejorar en su proceso.
- 10. Fábrica de pernos “Fabela, S.A” Ahora continuamos con la siguiente especificación la cual nos da los siguientes datos: TV = 1.55 y la tolerancia en 0.20. Aquí es fácil decir que no es una opción en la que la empresa productora de pernos se encuentre en la mejor situación pues el proceso esta descentralizado, sin embargo si podemos ubicar la media +4s incluso llegar hasta las 5s, pero no en el caso contrario alcanzando solamente -3s.
- 11. Fábrica de pernos “Fabela, S.A” Por último tenemos estas indicaciones por parte del cliente: TV = 1.60 y la tolerancia se quedaría igual. Tenemos el siguiente histograma. Para comenzar no alcanza la media +4s, solo llega a 2s, sin embargo si alcanza la media +4s. La cantidad de pernos ubicada entre la media y +3s es igual a 191 piezas aproximadamente, la cantidad de pernos entre la media y -2s es igual a 72 pernos lo que nos da un total de 263 piezas que cumplen con las especificaciones de nuestro cliente. Este número es muy bajo para poder mantenernos en el campo, con estas indicaciones no podríamos comprometernos con nuestro cliente.
- 12. La estadística en la ingeniería industrial En la actualidad una de las habilidades más importante que debe caracterizar al profesional de la ingeniería industrial es la búsqueda de la optimización de respuestas asertivas en el proceso de toma de decisiones, la cual debe ir acompañada por una excelente presentación de reportes de carácter técnico basados en información cuantitativa. Este proceso de consolidación de respuestas es sólo posible en la medida que el profesional se desarrolle basta y profundamente en la estadística. Todo aquel que da los primeros pasos en cualquier campo del conocimiento debe procurar identificar el léxico, origen, aplicaciones y conceptos básicos del área, para poder comunicarse de manera efectiva y tener una idea clara de lo que le espera. Para los ingenieros industriales el campo de la estadística es prioritario, porque está vinculado a la mayoría de sus actividades profesionales. El cálculo de medidas descriptivas que resuman grandes cantidades de datos estadísticos es un paso importante en la toma de decisiones basada en dichos datos; pero para que esas medidas estadísticas sean útiles a la gerencia deben ser analizadas de forma que se comprenda completamente su significado para un problema particular. Una vez propuesta una definición de estadística que compila la naturaleza distintiva de sus orígenes y los vínculos e influencias en otros campos del saber, en fin su identidad, significado y propósito, es una exigencia resumir las razones por las que es importante estudiar estadística, ellas son: Abundan los datos en todas partes Las técnicas estadísticas son usadas por otros para tomar muchas decisiones que afectan nuestra vida. Sea cual sea su futura línea de trabajo tomará decisiones que estarán basadas en datos y serán mejores si domina el pensamiento estadístico. En síntesis, cada vez más la estadística viene a ser una herramienta insuperable e insuplantable en el manejo de la información, como consecuencia de que los sucesos que ocurren de manera común o extraordinaria vienen descritos por un mayor número de elementos o componentes, y esta expansión de datos está cada día más extendida en virtud de la proliferación de elementos electrónicos de almacenamiento masivo de información.