1. MAINTAINABILITY
ENGINEERING
Maintainability Analysis
Purpose
The purpose of this task is to translate data from contractor’s studies,
engineering reports and information which is available from the Contracting
Activity (CA) into a detailed design approach and to provide inputs to the
detailed maintenance and support plan, which is part of the Logistics Support
Analysis (LSA). The four main goals are:
• To establish design criteria that will provide the desired system features
• To allow for design decisions to be made through the evaluation of
alternatives and through the use of trade-off studies
• To contribute toward establishing maintenance, repair and servicing
policies and support maintainability achievement
• To verify that the design complies with maintainability design
requirements
Scope
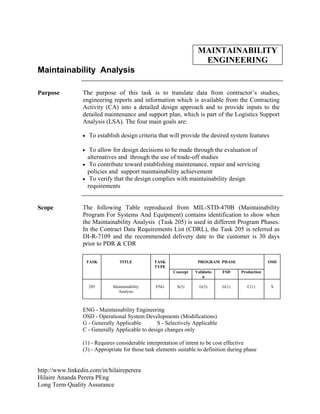
The following Table reproduced from MIL-STD-470B (Maintainability
Program For Systems And Equipment) contains identification to show when
the Maintainability Analysis (Task 205) is used in different Program Phases.
In the Contract Data Requirements List (CDRL), the Task 205 is referred as
DI-R-7109 and the recommended delivery date to the customer is 30 days
prior to PDR & CDR
TASK
TITLE
TASK
TYPE
PROGRAM PHASE
OSD
Concept
205
Maintainability
Analysis
ENG
Validatio
n
FSD
Production
S(3)
G(3)
G(1)
C(1)
ENG - Maintainability Engineering
OSD - Operational System Developments (Modifications)
G - Generally Applicable
S - Selectively Applicable
C - Generally Applicable to design changes only
(1) - Requires considerable interpretation of intent to be cost effective
(3) - Appropriate for those task elements suitable to definition during phase
http://www.linkedin.com/in/hilaireperera
Hilaire Ananda Perera PEng
Long Term Quality Assurance
S
2. MAINTAINABILITY
ENGINEERING
Maintainability Analysis, Continued
Definitions
CDRL = Contract Data Requirements List
PDR = Preliminary Design Review
CDR = Critical Design Review
FSD = Full Scale Development
MTTR = Mean Time To Repair
Mmax(φ) = Maximum Time To Repair for the φ percentile
BIT = Built - In - Test
Responsibilitie
s
It is the responsibility of the maintainability engineer assigned to the particular
project to do the Analysis. The Analysis should be reviewed and approved by
the Maintainability Group Leader and the Project Manager.
Procedure
The maintainability analysis integrates data from contractor’s studies with
engineering reports and information which is available from the CA into a
detailed design approach. Outputs from Tasks 201 and 202 of MIL-STD2165, if called out should form the basis for testability and diagnostic
analysis.
The elements specified in the Statement Of Work and to be considered in the
maintainability analysis should include:
•
Mean Time To Repair (MTTR) and Maximum Time To Repair for the
φ percentile (Mmax(φ)) for all levels (organizational, intermediate, depot)
of maintenance. MIL-HDBK-472 Notice 1, Procedure V is an easy
method for this task. If repair times cannot be synthesized from data
books, time and motion studies should be performed and data
statistically corrected to obtain times for analysis.
•
Maintenance man-hours and maintenance time expended/maintenance
task/flight hour/operating hour for all appropriate levels of maintenance
•
False Alarm Rates (FAR), Cannot Duplicate (CND) Rates, Retest OK
(RTOK) Rates associated with all levels of maintenance
http://www.linkedin.com/in/hilaireperera
Hilaire Ananda Perera PEng
Long Term Quality Assurance
3. MAINTAINABILITY
ENGINEERING
Maintainability Analysis, Continued
Procedure
(Continued)
• Proportion of faults detectable (all levels of maintenance, including
system/equipment/unit built-in detection, and external fault detection
subsystems)
• Level(s) of isolation or ambiguity (for example, does the built-in-test or
external test system or tester identify N possible units or assemblies etc.,
only one of which is failed) for the system, equipment, unit, assembly,
subassembly, etc., for each level of maintenance.
• Identification of the required mix of automatic, semiautomatic, built-in and
manual test capability, plus the maintenance aids and manual diagnostic
procedures required at all levels of repair and their associated software and
technical costs, skill levels required and manpower requirements, as well as
acquisition costs if available.
• Levels of repair associated with each equipment design and each test system
alternative as derived from the LSA.
• Development of unique external test systems and testers versus use of
existing units (stock listed or commercial)
• Producibility considerations relating to the realization of each test system
alternative.
• Determination of system/subsystem/equipment parameters that are
monitored and not monitored by BIT or other diagnostic/test systems.
•
Impact of scheduled and preventive maintenance workload:
• Mean time between scheduled and preventive maintenance at each
required level of maintenance
• Mean preventive maintenance time
http://www.linkedin.com/in/hilaireperera
Hilaire Ananda Perera PEng
Long Term Quality Assurance
4. MAINTAINABILITY
ENGINEERING
Maintainability Analysis, Continued
Procedure
(Continued)
•
Maintainability mathematical models, life cycle cost models, and
acquisition cost estimates if specified in the Statement Of Work should be
developed from the inputs and considerations described above to:
• Show the impacts on cost, maintainability and on system readiness
parameters of the germane maintainability elements
•
Allocate quantitative maintainability requirements to all significant item
levels of the system/subsystem/equipment. (details are in Task 202 of
MIL-STD-470B)
• Develop the most cost effective maintainability design and test system
configuration which meets support and personnel constraints as well as
system readiness and mission performance objectives
• Performance Design Trade-offs.
NOTE: This task has significant
possibilities for overlap with LSA efforts, and should therefore be
coordinated closely with the LSA community and LSA Statement Of Work,
to ensure consistency and prevent duplication.
• Trade-offs between maintainability design alternatives and equipment
design parameters should be made to provide an economical design
which best satisfies systems or equipment requirements
• Trade-offs involving impacts on maintainability attributed to changes in
areas such as packaging, fault detection and isolation portions of the
design or to external test equipment or testers should be incorporated in
status reports submitted
.
http://www.linkedin.com/in/hilaireperera
Hilaire Ananda Perera PEng
Long Term Quality Assurance
5. MAINTAINABILITY
ENGINEERING
Maintainability Analysis, Continued
Associated
Documents
Customer provided Statement Of Work and the Equipment Specifications
ISO 9001 Level II Document: Design Control - The Product Assurance
Process
MIL-STD-470: Maintainability Program For Systems And Equipment
MIL-HDBK-472: Maintainability Prediction
MIL-STD-2165: Testability Program For Electronic Systems And Equipment
MIL-STD-721: Definitions Of Terms For Reliability And Maintainability
http://www.linkedin.com/in/hilaireperera
Hilaire Ananda Perera PEng
Long Term Quality Assurance